Изобретение относится к изготовлению трубопроводов и может приме пяться при гнбке труб и трубных пле- -, Цолесооб разко применение спосо- 0-1 при строительстве магистральных трубопроводов и объектов.министерств нефтяной и газовой промышленности.
Известен способ сооружения линейной части магистрального трубопровода (учэ( тки между соседними компрессор- газо-нефтеперекачипающими станциями) 5 при котором прямые участки OijoUUBaKrr автоматизированными пере- пвижными комплексами тэта Север, а криволинейные участки сваривают из труб с криволинейно осью вручную, Последние изгибают на требуемый угол ло необходимому радиусу на специализированных трубогибочных базах при ( т.онощи станков для холодной гибки. Яа специальных тягачах-плетевозах
i
кривые (т.е. трубы с криволинейной
осью) добавляют к месту монтажа на трассу, удаленному на десятки километров от базы. Величину угла изгиба , трубопровода на криволинейном участ,ке, необходимую по проектной доку- .
ментации, достигают путем сварки нескольких кривых труб, каждая из которых изогнута на стандартную величину угла. Так, например, для труб диамет-, ром 1420 мм- длииой Н,, 2 м стандартный угол изгиба составляет 3 гра- дуса. Но на практике реальные условия часто не соответствуют строительной документации. При высоком темпе строительных -работ нет возможности ожидать того момента, когда привезут недостающую кривую, и на ее место могут вварить трубу, имеющуюся в распоряжении. В этом случае приходится производить укладку трубопровода с
XI
Ы
СО
упругими напряжениями, вызванными несоответствием угла поворота оси трассы и угла изгиба трубной плети (т.е. с упругим изгибом). Поэтому трубопровод будет испытывать напряжения, ко- торые снижают его эксплуатационную надежность.
Следузт отметить, что сварку криволинейных участков производят вручную, вваривая изогнутые трубы между уже сваренными прямолинейными участками трубопровода. К последней трубе прямолинейного участка приваривают трубу с криволинейной осью, к ней последующую кривую и т.д. При замыкании разрыва между последней кривой и первой трубой прямолинейного участка приходится осуществлять трудоемкую и ответственную операцию по врезке так называемого замыкающего звена. Причем надежность рассматриваемых сварных стыков низкая: 96 процентов всех разрушений сварных швов приходится именно на эти стыки, поскольку сварку производят без подварки корня шва (доступ изнутри невозможен, так как по обе стороны от катушки трубные плети уже сварены). При этом рентгеновский контроль шва затруднен, так как приходится просвечивать трубу в диаметральной плоскости.
Для эффективного применения автоматизированной сварки, увеличения темпов сооружения и повышения надежности трубопроводов, а также для исключения недостатков традиционной технологии необходимо приблизить операции по изготовлению труб с криволинейной осью к сварочно-монтаж™ ным работам и включить оборудование для гибки труб в состав сварочного комплекса.
Известны способы гибки труб в по- левых условиях как в вертикальной, так и в горизонтальной плоскостях, которые позволяют усовершенствовать технологию .сооружения магистральных трубопроводов путем организации сва- рочно-гибочного потока, реализующего преимущества упомянутого выше. Процесс собственно гибки заключается в нагружении труб внешним изгибающим моментом и локальном нагреве места будущего изгиба. Особенность нагрева заключается в преимущественном нагреве внутренней стороны будущего
колена. При этом важным моментом является контроль угла изгиба трубы.
В качестве прототипа, как наиболее совершенного технического реше - ния выбран способ, при котором гиб- ку труб производят непосредственно в трассовых условиях, при этом изгибаемый участок смещают относительно неизгибаемой части трубы, а нагрев (несимметричный относительно оси трубы) производят в зонах действия максимального изгибающего момента, При этом в процессе нагрева измеряют текущее значение величины угла изгиба трубы, сравнивают его с заданным и при наличии отклонения величины угла от заданной продолжают нагрев до соответствия текущего значения величины угла заданному. Величину угла изгиба трубы определяют по зависимости « k-II, где I - высота гофра в зоне изгиба снаружи трубы на внутренней стороне колена, a k - коэффициент, saBUcHiruH от диаметра, толщины стенки и материала трубы режима нагрева и геометрических параметров индуктора.
Известное техническое решение Q позволяет управлять процессом гибки путем контроля угла изгиба трубы по высоте гофра, образующегося в процессе гнутья.
5
0
5
5
0
5
0
5
Целью изобретения является повышение качества гибочных работ путем контроля угла изгиба как в процессе, так и по окончании процесса гибки.
Поставленная цель достигается тем, что с целью повышения точности процесса гибки путем исключения помех, создаваемых индуктором, выходной сигнал датчика, измеряющего высоту гофра, фиксируют в моменты перехода через ноль переменного напряжения питающего индуктора. Положительный эЛфект достигается за счет того, что в моменты отсутствия питания индуктора (соответствуют моментам перехода через ноль напряжения на индукторе) электромагнитные помехи на сигнал датчика отсутствуют. В этой связи информационную часть сигнала можно выделить (без применения специальных устройств фильтрации), фиксируя его лишь в моменты отсутствия помех, т.е. моменты перехода через ноль переменного напряжения, питающего индуктор.
При этом величину угла гиба трубы определяют по известной зависимости
о( k-H,
где II - высота гофра изгиба снаружи
трубы на внутренней стороне колена;
k (0,04...0,1) - коэффициент, который зависит от диаметра, толщины стенки и материала трубы, режима нагрева и геометрических параметров индуктора и выбирается эксперименталь- ным путем,
согласно изобретению выходной сигнал датчика, измеряющего высоту гофра, фиксируют в моменты перехода через ноль переменного напряжения, питающего индуктор.
Измерение величины гофра может производиться, например, с помощью системы, состоящей из датчика, преобразователя и кабеля связи/. Датчик может быть выполнен в виде щупа, контактирующего с поверхностью гофра, соединенного посредством зубчатой пары: рейки и шестерни с ползунком потенциометра. Кабель связи служит для передачи аналогового сигнала от датчика к преобразователю. Преобразователь трансформирует аналоговый сигнал в форму, удобную для его контроля (световая цифровая индикация, вывод на цифропечать и т.п.).
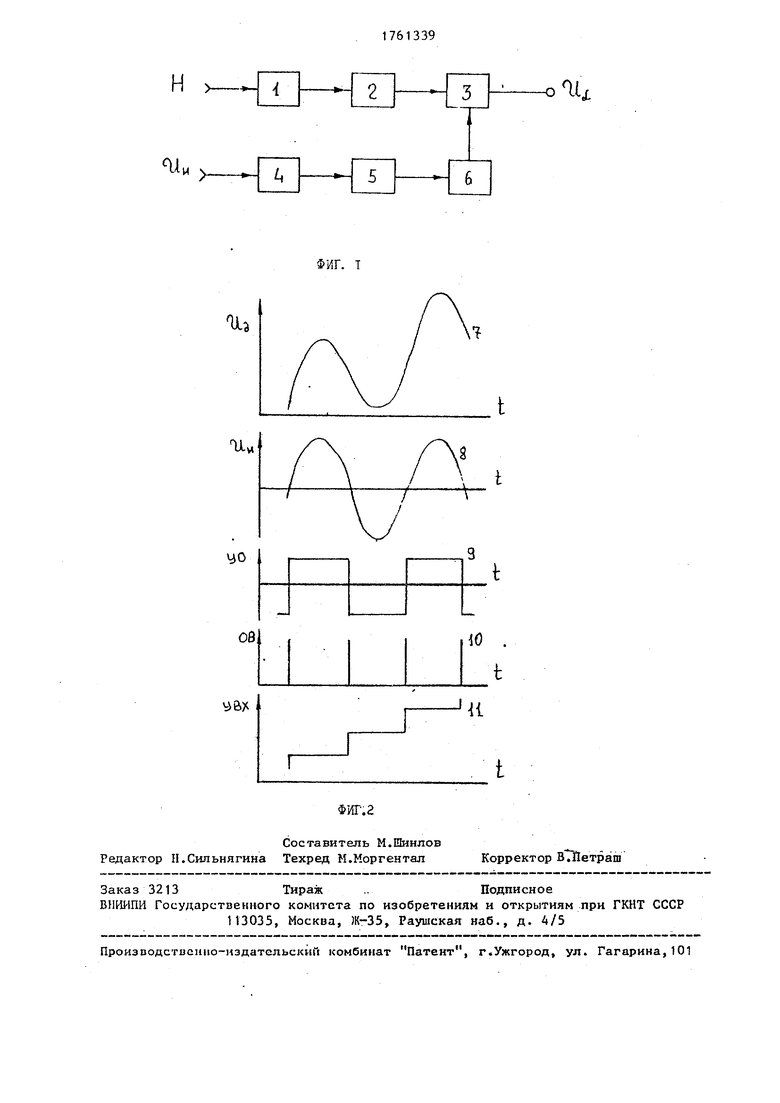
На фиг,1 представлен один из возможных вариантов структурной схемы для реализации предлагаемого способа, где 1 - датчик линейного перемещения; 2 - измерительный преобразователь , 3 - устройство выборки и хранения; -4 - масштабирующий преобразователь , 5 - усилитель-ограничительJ 6 - одновибратор.
Временная диаграмма ее работы изображена на фиг.2, где 7 - сигнал датчика (Ц-); 8 - напряжение питания индуктора (UH); 9 - сигнал усилителя- ограничителя (УО); 10 - сигнал одно- вибратора (0В); 11 - сигнал устройства выборки и хранения. (УВХ) .
Модель выходного сигнала датчика 1, поступающего после измерительного преобразователя 2 на один из входов
0
5
0
5
0
5
0
fr, где - выходной сигнал датчика; U - информационная часть сигнала датчика;
Uum - амплитуда помехи; . частота помехи, фаза помехи. Это означает, что одновременно с: приемом информационной части (иско- 0 мой) U сигнала датчика Ug происходит прием помех Unm. При этом напряжение, питающее индуктор 8, подается на масштабирующий преобразователь 4 и далее на усилитель-ограничитель 55 5 принимая форму 9 (УО). После чего одновибратор 6 фиксирует сигнал 9 (УО) в моменты перехода через ноль напряжения, питающего индуктор 10 (0В). Этот сигнал подается на устройство 3 выборки и хранения, которое выбирает значения выходного сигнала датчика лишь в моменты перехода через ноль напряжения, питающего индуктор, и.. выдает искомый сигнал 11 (УВХ). Таким образом, выходной сигнал с устройства выборки и хранения 3 будет равен информационной части сигнала (без помехи) . В результате чего появляется возможность получать строго необходимую величину угла изгиба, требуемую по реальным условиям местности. Точность выполнения гибочных работ существенно возрастает, а значит уровень механических напряжений, возникающих из-за несоответствия угла изгиба криволинейной плети и оси трубопровода, резко уменьшается. Поэтому можно говорить о повышении точности гибочных работ, а в конечном счете и о повышении качества и эксплуатационной надежности сооружаемого трубопровода.
В этой связи можно заключить, что предлагаемый способ обладает свойствами, не совпадающими со свойствами известных решений, и, следовательно, предлагаемое изобретение обладает существенными отличиями. %
В качестве примера реализации способа рассмотрим гибку труб диаметром 1420 мм из стали класса прочности ХбО, выполненную в условиях полигона. Основные параметры процесса и гео- . метрические размеры индуктирующего
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб в полевых условиях | 1989 |
|
SU1697931A1 |
| Система автоматического управления трубогибочным станом | 1987 |
|
SU1505624A1 |
| Способ гибки тонкостенных стальных труб | 1989 |
|
SU1697927A1 |
| Способ сооружения стального магистрального трубопровода | 1987 |
|
SU1581410A1 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
| Устройство индукционного нагрева | 2019 |
|
RU2747198C2 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
Испслъяование: при сооружении продуктопроводов различного назначе-| ния, например в газовой и нефтяной промышленности. Целесообразно применение способа при строительстве магистральных трубопроводов. Сущность изобретения: при контроле величины угла изгиба трубы по величине наружного гофра Н на внутренней стороне колена в соответствии с выражением d - kiH, где k - коэффициент пропорциональности, определяемый из опыта, выходной сигнал датчика, измеряющего высоту гофра, фиксирует в моменты перехода через ноль переменного напряжения , которым питают индуктор. 2 ил.
устройства выборки и хранения 3, име- 55 проводника приведены в таблице.
ет де
вид 7. Его можно представить в виДля вышеупомянутого индуктор толщины стенки трубы, равной 1 коэффициент k 0,1. Поэтому ма мальный угол изгиба трубы при
Ua 1 + П„,г,- sin(2fifrtt +Vrt),(1)
Для вышеупомянутого индуктора и толщины стенки трубы, равной 14,5мм, коэффициент k 0,1. Поэтому максимальный угол изгиба трубы при уеловии, что высота гофра (согласно ГОСТ 24950-81) не должна превышать 10 мм, составляет 1 градус (по формуле).
Для трубы диаметром 1420 мм с t толщиной стенки 26 мм коэффициент k 0,04. Это значит, что при высоте гофра Ю мм угол изгиба трубы составит 0,4 градуса (по формуле).
Запредельные значения коэффициента JQ k (менее 0,04 и более 0,1) относятся к трубам диаметром 1420 мм с толщиной стенки более 26 мм и менее 14 мм соответственно. Но, как известно, такие трубы промышленностью не выпускаются. )$ Поэтому для указанных толщин примеры не приводятся.
Из формулы (1) следует, что погрешность измерения угла гибки будет определяться выражением:20
1
.(2)
д иа - -----:-- Пы
IWsin f t+f,,)
Ич выражения (2) следует, что в
точках 1,2,3п (см. графики на
фиг.2) величина стремится к нулю. Это означает, что если фиксировать сигнал датчика Ug в моменты перехода сигнала помехи через ноль, то ее
влияние будет минимальны.
Таким образом, в предлагаемом изобретении обеспечивается условие повышения качества гибочных работ, посредством синхронной выборки выходного сигнала датчика, при контроле угла изгиба трубы с заданным значением.
Экономический расчет по сравнению с прототипом не проводился, так как в настоящий момент авторы не располагают сведениями об использовании прототипа в промышленности.
Формула изобретения
Способ гибки труб в полевых условиях путем изменения положения изги -. баемого участка относительно неиэги- баемого в пределах упругих деформаций50 и индукционного несимметричного относительно оси трубы нагрева с максимальной величиной температуры со стороны внутреннего радиуса гиба, при котором управление процессом гибки 5
осуществляют при контроле угла изгиба трубы с( по высоте наружного гофра Н на внутренней стороне колена в соответствии с выражением ef k-H, где k - коэффициент пропорциональности, определяемый из опыта, отличающийся тем, что, с целью повышения точности гибки путем исключения величины помех, создаваемых индуктором, при контроле величины угла изгиба трубы выходной гигнап датчика, измеряющего высоту гофра, фиксируют в моменты перехода через ноль напряжения, питающего индуктор.
Q $
0
5
JQ
40
. 50 5
15
Параметры процесса гибки (Величина
Индуктор одновитковый кольцевой, водоохлаждаемый, разъемный, охватывающий трубу снаружи
Пирина индуктирующего проводника, мм75
Внутренний диаметр индуктора, мм1500
Напряжение на индукторе,В 20...30 Ток в индукторе, кЛ 18...22
Потребляемая мощность индуктором, кВа400...500
Удельная мощность при
нагреве, кВт/см 0,15...О,25
Частота тока питающей
сети, Гц50
Величина зазора между индуктором и трубой:
на внутренней стороне
колена, мм5... 15
не внешней стороне колена, мм75. . .65
Температура нагрева металла трубы С:
на внутренней стороне
коленаАс 1 ... Т Кюри
на внешней стороне колена100...350
Длительность нагрева, мин 5...7
ФИГ. Т
1Ц
Uv
yo
08
via
10
U
