1
(21)4406776/25-27
(22)11.04.88
(46) 30.07.90. Бюл. № 28
(71)Украинский государственный про- ектно-технологический и экспериментальный институт Укроргстанкин- пром
(72)В.М.Черкашин, В.Г.Боровский и С.Н.Ложкин
(53)621.771.67 (088.8)
(56)Чертежи Н0.5664.0ЮООООБ Укроргстанкинпром, 1987.
(54)АВТОМАТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ
(57)Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых изделий внешнего зацепления. Цель изобретения - повышение производительности. Автомат содержит корпус с закрепленными на нем двумя каретками, на каждой из которых закреплена зубчатая рейка. На корпусе
установлены с возможностью проворота на оси направляющий патрубок с отверстием для установки в нем оправки с заготовками. Оправка с заготовками закрепляется в отверстии направляющего патрубка, в отверстии неподвижной плиты и ступенькой в пазу подвижной плиты. При этом первая заготовка находится на буртике шагового упора, а следующая удерживается ступенькой. Затем оправка под действием веса заготовок, превышающим жесткость пружины шагового упора, перемещается вниз на ход шагового упора, подавая первую заготовку в зону обработки. Одновременно с началом обработки кулачок освобождает кронштейн и подвижная плита продольно смещается в крайнее правое положение . Шаговый упор также смещается вправо, освобождаясь от заготовки, и возвращается в исходное положение. Это позволяет автоматизировать процесс подачи заготовок в зону обработки. 1 з.п. Ф-лы, 7 ил.
Ј
сл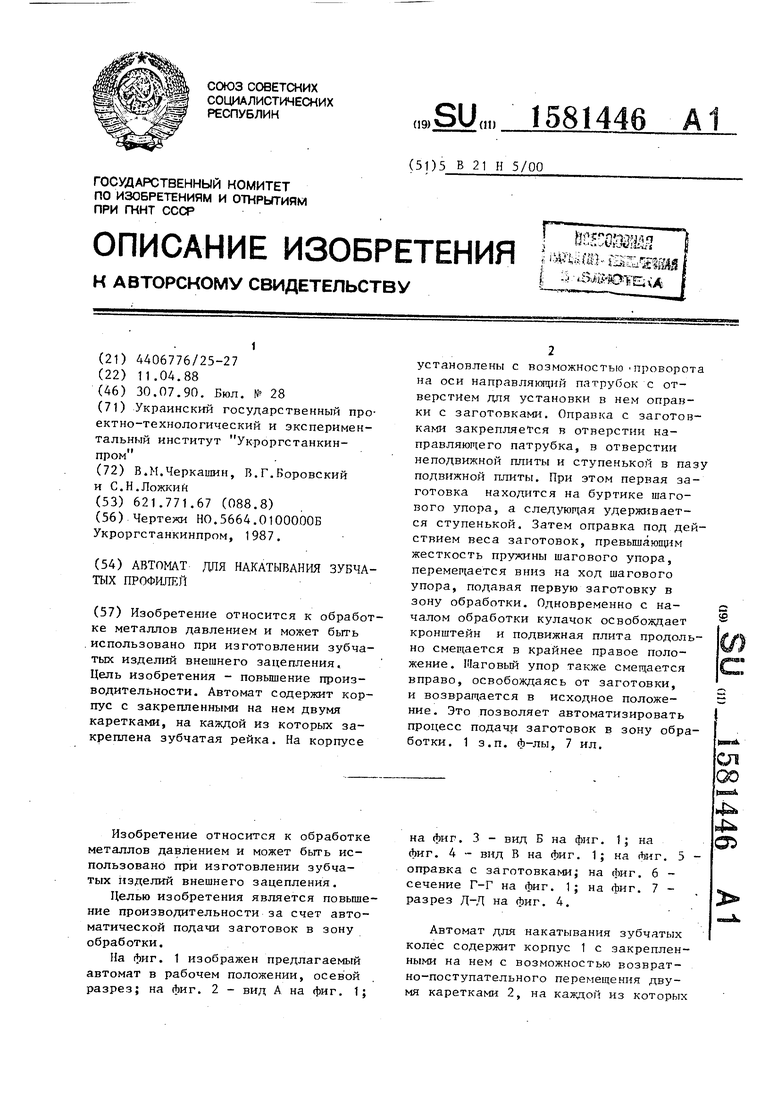
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых изделий внешнего зацепления. Цель изобретения - повышение производительности. Автомат содержит корпус с закрепленными на нем двумя каретками, на каждой из которых закреплена зубчатая рейка. На корпусе установлен с возможностью проворота на оси направляющий патрубок с отверстием для установки в нем оправки с заготовками. Оправка с заготовками закрепляется в отверстии направляющего патрубка, в отверстии неподвижной плиты и ступенькой в пазу подвижной плиты. При этом первая заготовка находится на буртике шагового упора, а следующая удерживается ступенькой. Затем оправка под действием веса заготовок, превышающим жесткость пружины шагового упора, перемещается вниз на ход шагового упора, подавая первую заготовку в зону обработки. Одновременно с началом обработки кулачок освобождает кронштейн и подвижная плита продольно смещается в крайнее правое положение. Шаговый упор также смещается вправо, освобождаясь от заготовки, и возвращается в исходное положение. Это позволяет автоматизировать процесс подачи заготовок в зону обработки. 1 з.п.ф-лы, 7 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении зубчатых изделий внешнего зацепления.
Целью изобретения является повышение производительности за счет автоматической подачи заготовок в зону обработки.
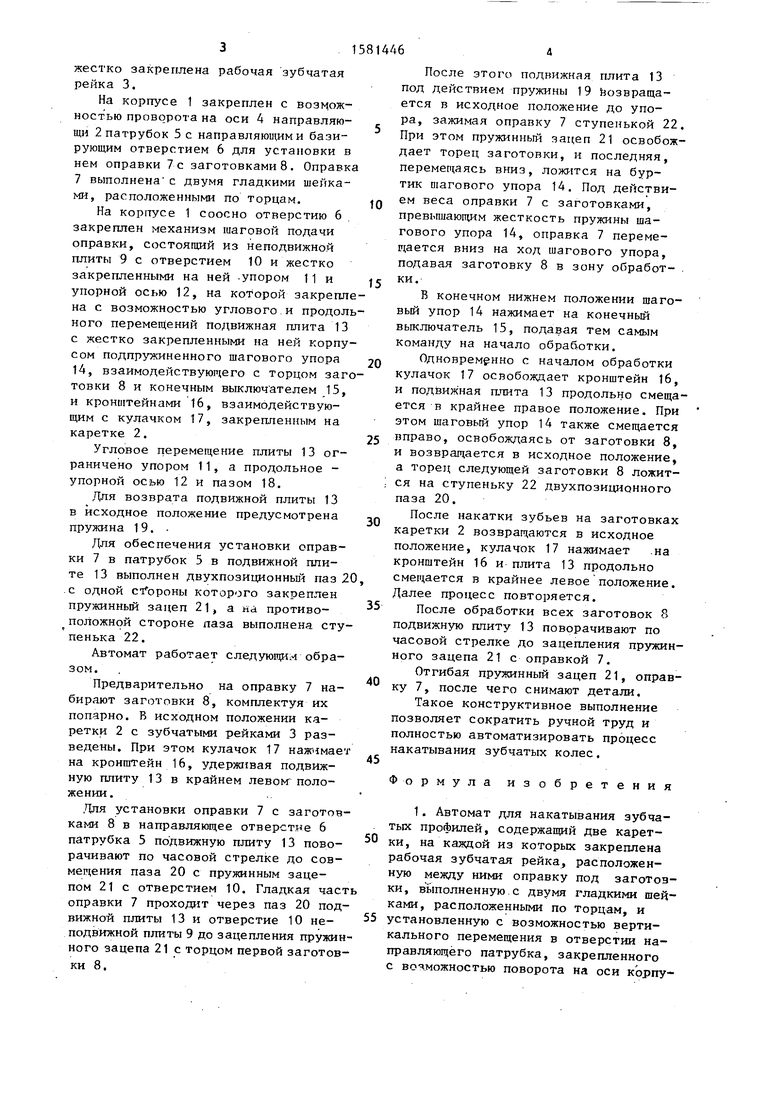
На фиг. 1 изображен предлагаемый автомат в рабочем положении, осевой разрез; на фиг. 2 - вид А на фиг. 1;
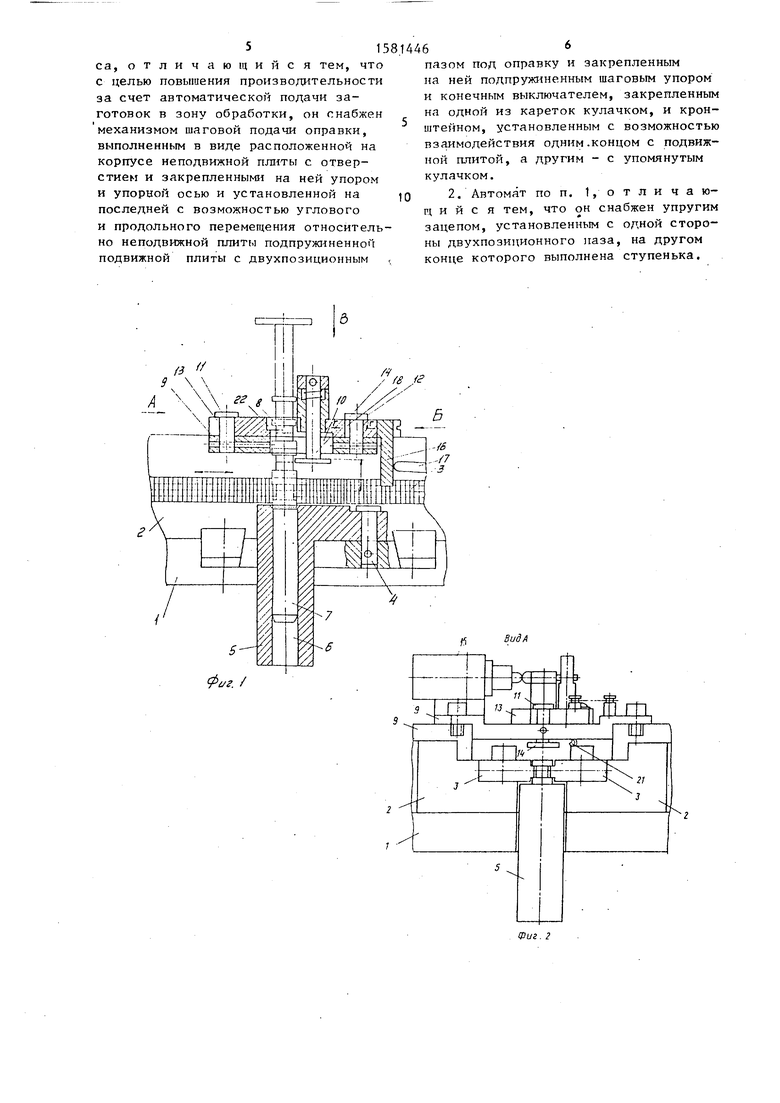
на фиг. 3 - вид Б на фиг. 1; на Лиг. 4 - вид В на фиг. 1; на Лиг. 5 оправка с заготовками; на фиг. 6 - сечение Г-Г на фиг. 1; на фиг. 7 - разрез Д-Д. на фиг. 4.
Автомат для накатывания зубчатых колес содержит корпус 1 с закрепленными на нем с возможностью возвратно-поступательного перемещения двумя каретками 2, на каждой из которых
4
О5
жестко закреплена рабочая зубчатая рейка 3.
На корпусе 1 закреплен с возможностью проворота на оси 4 направляющи 2 патрубок 5 с направляющими базирующим отверстием 6 для установки в нем оправки 7с заготовками 8. Оправка 7 выполнена с двумя гладкими шейками, расположенными по торцам.
На корпусе 1 соосно отверстию 6 закреплен механизм шаговой подачи оправки, состоящий из неподвижной плиты 9 с отверстием 10 и жестко закрепленными на ней упором 1 1 и упорной осью 12, на которой закреплена с возможностью углового и продольного перемещений подвижная плита 13 с жестко закрепленными на ней корпусом подпружиненного шагового упора 14, взаимодействующего с торцом заготовки 8 и конечным выключателем 15, и кронштейнами 16, взаимодействующим с кулачком 17, закрепленным на каретке 2.
Угловое перемещение плиты 13 ограничено упором 11, а продольное - упорной осью 12 и пазом 18.
Для возврата подвижной плиты 13 в исходное положение предусмотрена пружина 19. Для обеспечения установки оправки 7 в патрубок 5 в подвижной плите 13 выполнен двухпозиционный паз 2 с одной стЪроны которого закреплен пружинный зацеп 21, а па противоположной стороне паза выполнена ступенька 22.
Автомат работает следующим образом.
Предварительно на оправку 7 набирают заготовки 8, комплектуя их попарно. В исходном положении каретки 2 с зубчатыми рейками 3 разведены. При этом кулачок 17 нажимае на кронштейн 16, удерживая подвижную плиту 13 в крайнем левом положении.
Для установки оправки 7 с заготовками 8 в направляющее отверстие 6 патрубка 5 подвижную плиту 13 поворачивают по часовой стрелке до совмещения паза 20 с пружинным зацепом 21 с отверстием 10. Гладкая час оправки 7 проходит через паз 20 подвижной плиты 13 и отверстие 10 неподвижной плиты 9 до зацепления пружинного зацепа 21 с торцом первой заготовки 8.
10
15
25
200,
5814464
После этого подвижная плита 13 под действием пружины 19 возвращается в исходное положение до упора, зажимая оправку 7 ступенькой 22. При этом пружинный зацеп 21 освобождает торец заготовки, и последняя, перемещаясь вниз, ложится на буртик шагового упора 14. Под действием веса оправки 7 с заготовками, превышающим жесткость пружины шагового упора 14, оправка 7 перемещается вниз на ход шагового упора, подавая заготовку 8 в зону обработки.
В конечном нижнем положении шаговый упор 14 нажимает на конечный выключатель 15, подавая тем самым команду на начало обработки.
Одновременно с началом обработки кулачок 17 освобождает кронштейн 16, и подвижная плита 13 продольно смещается в крайнее правое положение. При этом шаговый упор 14 также смещается вправо, освобождаясь от заготовки 8, и возвращается в исходное положение, а торец следующей заготовки 8 ложится на ступеньку 22 двухпозиционного паза 20.
После накатки зубьев на заготовках каретки 2 возвращаются в исходное положение, кулачок 17 нажимает на кронштейн 16 и плита 13 продольно смещается в крайнее левое положение. Далее процесс повторяется.
После обработки всех заготовок 8 подвижную плиту 13 поворачивают по часовой стрелке до зацепления пружинного зацепа 21 с оправкой 7.
Отгибая пружинный зацеп 21, оправку 7, после чего снимают детали.
Такое конструктивное выполнение позволяет сократить ручной труд и полностью автоматизировать процесс накатывания зубчатых колес.
30
35
40
45
Формула изобретения
са, отличающийся тем, что с целью повышения производительности за счет автоматической подачи заготовок в зону обработки, он снабжен механизмом шаговой подачи оправки, выполненным в виде расположенной на корпусе неподвижной плиты с отверстием и закрепленными на ней упором и упорной осью и установленной на последней с возможностью углового и продольного перемещения относительно неподвижной плиты подпружиненной подвижной плиты с двухпозиционным
пазом под оправку и закрепленным на ней подпружиненным шаговым упором и конечным выключателем, закрепленным на одной из кареток кулачком, и кронштейном, установленным с возможностью взаимодействия одним.концом с подвижной плитой, а другим - с упомянутым кулачком.
ВидА
Sfc
Ё- i
21
/J
16
Фиг.з
ft
/з
Фиг 4
// ЛГ ,в
Jb4
АкЈ
Фиг,7
