Изобретение относится к обработке металлов давлением, точнее к исследованию условий формоизменения металла при осадке с выдавливанием; и предназначено для использования в кузнечно-штамповочном производстве при расчетах процессов формообразования штамповочных поковок.
Цель изобретения - повышение точности и производительности процесса.
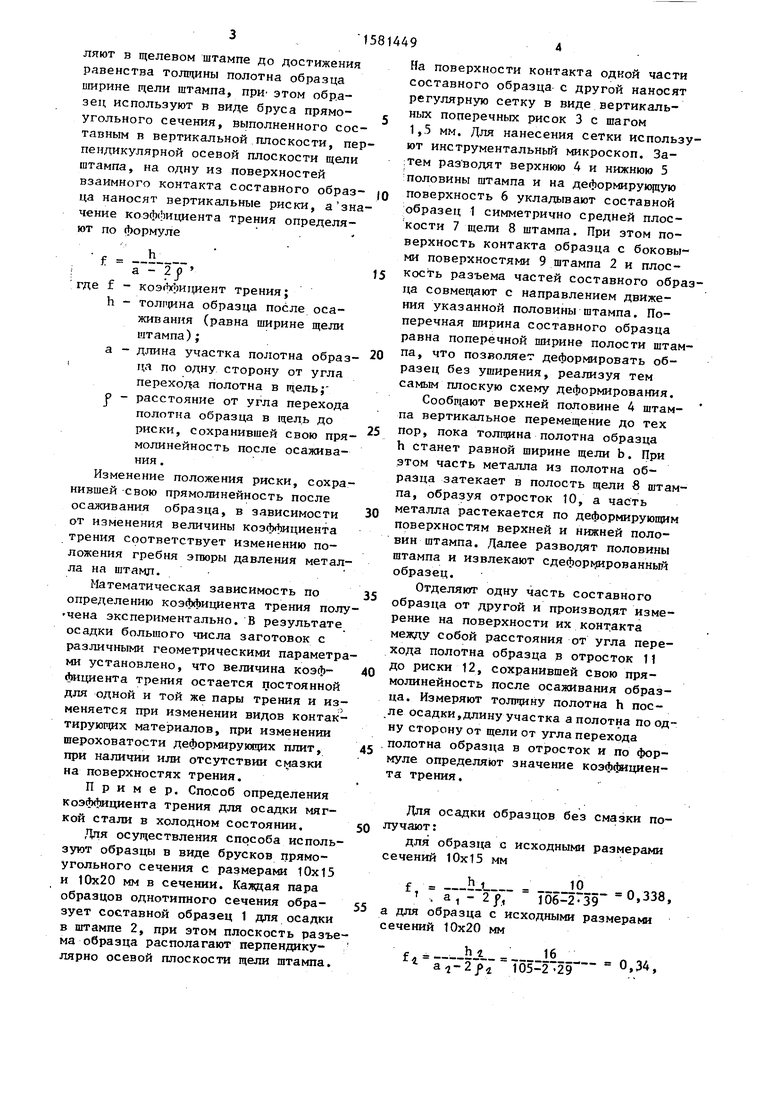
На чертеже изображена схема осуществления способа в штампе: слева - до осаживания образца; справа - после осаживания.
Сущность способа заключается в том, что осаживание образца осуществляют в щелевом штампе до достижения равенства толщины полотна образца ширине щели штампа, при этом образец используют в виде бруса прямо- угольного сечения, выполненного составным в вертикальной плоскости, перпендикулярной осевой плоскости щели штампа, на одну из поверхностей взаимного контакта составного образ- ца наносят вертикальные риски, а значение коэффициента трения определяют по формуле
f -
15
а - 2j де f - коэгЬфициент трения;
h - толпрша образца после осаживания (равна ширине щели штампа);
а - длина участка полотна образ- 0 ца по одну сторону от угла
перехода полотна в щель; р - расстояние от угла перехода полотна образца в щель до риски, сохранившей свою прямолинейность после осаживания .
Изменение положения риски, сохранившей свою прямолинейность после осаживания образца, в зависимости 30 от изменения величины коэффициента трения соответствует изменению положения гребня эпюры давления металла на штамл.
Математическая зависимость по 35 определению коэффициента трения полу- чена экспериментально. В результате осадки большого числа заготовок с различными геометрическими параметрами установлено, что величина коэф- 40 фициента трения остается постоянной для одной и той же пары трения и изменяется при изменении видов контактирующих материалов, при изменении шероховатости деформирующих плит, 45 при наличии или отсутствии смазки на поверхностях трения.
Пример. Способ определения коэффициента трения для осадки мягкой стали в холодном состоянии. 50
Для осуществления способа используют образцы в виде брусков прямоугольного сечения с размерами 10x15 и 10x20 мм в сечении. Каждая пара образцов однотипного сечения обра- 55 зует составной образец 1 для осадки в штампе 2, при этом плоскость разъема образца располагают перпендикулярно осевой плоскости щели штампа.
5
0
0
5 0 5
0
5
На поверхности контакта одной части составного образца с другой наносят регулярную сетку в виде вертикальных поперечных рисок 3 с шагом 1,5 мм. Для нанесения сетки используют инструментальный микроскоп. Затем раз водят верхнюю 4 и нижнюю 5 половины штампа и на деформирующую поверхность 6 укладывают составной образец 1 симметрично средней плоскости 7 щели 8 штампа. При этом поверхность контакта образца с боковыми поверхностями 9 штампа 2 и плоскость разъема частей составного образца совмещают с направлением движения указанной половины штампа. Поперечная ширина составного образца равна поперечной ширине полости штампа, что позволяет деформировать образец без уширения, реализуя тем самым плоскую схему деформирования.
Сообщают верхней половине 4 штампа вертикальное перемещение до тех пор, пока толщина полотна образца h станет равной ширине щели Ь. При этом часть металла из полотна образца затекает в полость щели 8 штампа, образуя отросток 10, а часть металла растекается по деформирующим поверхностям верхней и нижней половин штампа. Далее разводят половины штампа и извлекают сдеформированный образец.
Отделяют одну часть составного образца от другой и производят измерение на поверхности их контакта между собой расстояния от угла перехода полотна образца в отросток 11 до риски 12, сохранившей свою прямолинейность после осаживания образца. Измеряют толщину полотна h после осадки,длину участка а полотна по одну сторону от щели от угла перехода полотна образца в отросток и по формуле определяют значение коэффициента трения.
Для осадки образцов без смазки получают:
для образца с исходными размерами сечений 10x15 мм
fhjя10
i . а, - 2f, 106-239 а для образца с исходными размерами сечений 10x20 мм
fill t e 16 7б5-2 29
0,34,
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сравнительной оценки эффективности технологических смазок | 1989 |
|
SU1752472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ осадки цилиндрических заготовок | 1990 |
|
SU1738455A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ изготовления сварного образца для коррозионных испытаний | 1988 |
|
SU1528631A2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при расчетах процессов формообразования штампованных поковок. Цель - повышение точности и производительности процесса. Составной образец осаживают в штампе, предварительно нанеся на поверхности контакта частей образца поперечные риски. После разведения верхней и нижней половин штампа на поверхность штампа укладывают составной образец симметрично средней плоскости щели штампа. При этом поверхность контакта образца с боковыми поверхностями штампа и плоскость разъема частей составного образца совмещают с направлением движения верхней половины штампа, которой сообщают вертикальное движение до тех пор, пока толщина полотна образца H станет равной ширине щели B штампа, в результате чего в полости щели штампа образуется отросток. После разведения половин штампа и извлечения сдеформированного образца отделяют его части друг от друга и производят измерения величины ρ - расстояния от угла перехода полотна образца в отросток до риски, сохранившей свою прямолинейность после осаживания образца, толщины полотна H и длины участка A полотна по одну сторону от угла перехода полотна образца в отросток. Значение коэффициента трения F рассчитывают по формуле F=H/A-2ρ. 1 ил., 1 табл.
| Экспресс-информация ВИНИТИ, сер | |||
| Технология и оборудование куз- нечно-штамповочного производства, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
