щеьа конусная втулка 10, входящая в резьбовое соединение цилиндрической проточки 11 корпуса 1. Во втулке 10 выполнена внутренняя конусная. проточка 12. Между конической поверхностью полой обоймы 3 и поверхностью конической проточки втулки образована полость 13, заполненная стальным порошком 14. К наружной стороне втулки 10 прикреплена ручка 15 управления. Механизм продольного перемещения направляющего канала 4 выполнена в виде винтовой спирали 16, например, из стальной пружинной проволоки, входя- щей с натягом в резьбовую канавку, выполненную на внутренней поверхности двух полугильз 17, вставленных в резиновую трубку 18, закрепленную в осевом отверстии полой обоймы 3 та- ким образом, что в свободном состоянии внутренний диаметр осевогр отверстия полугильз 17 меньше наружного диаметра спирали 16. Конец гибкого направляющего канала 4 соединен с приводом 19 его осевого вращения, а к мундштуку 5 прикреплен упругий термостойкий подвижный ролик 20, предназначенный для принудительного формирования наплавленного-слоя. При этом направление рабочего вращения канала 4 от привода 19 противоположно направлению витков спирали 16. Устройство устанавливают на деталь 21 с отверстием 22, технологическими коль- цами 23 для наплавки поверхности 24. Устройство работает следующим образом,,
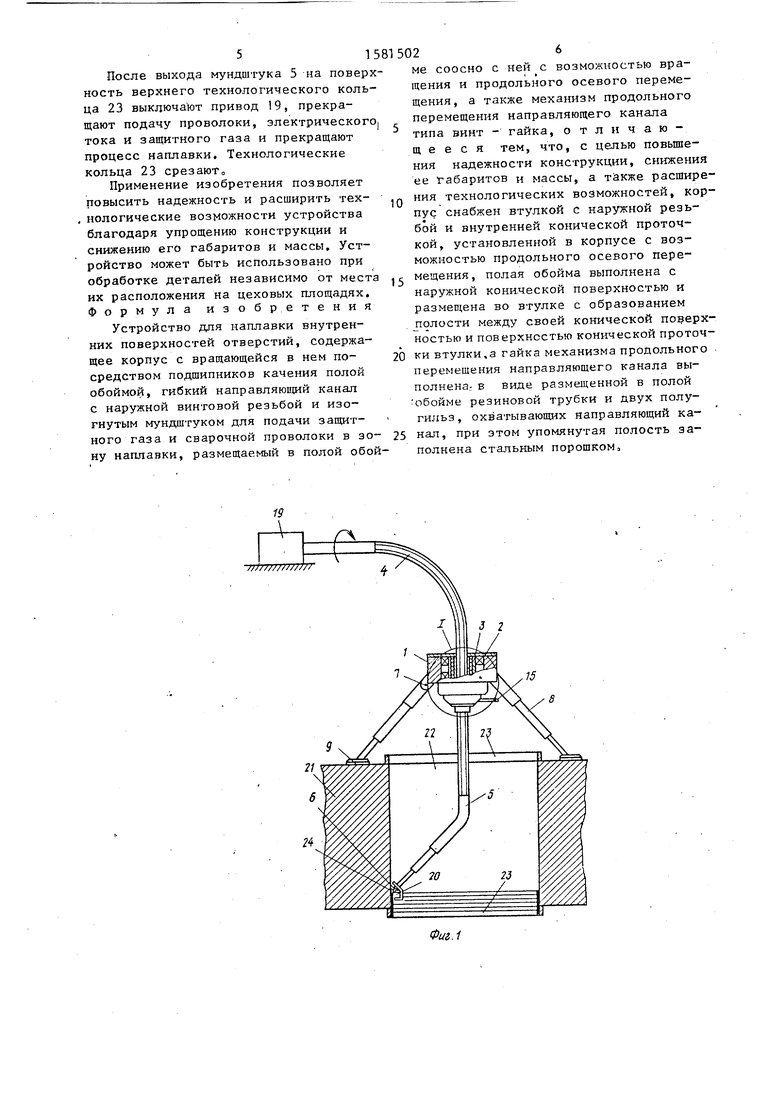
Деталь 21 устанавливают таким образом, чтобы ось отверстия 22 была вертикальной,, На входе и выходе отверстия закрепляют технические кольца 23„ Корпус 1 с помощью опор 8 на магнитных шайбах 9 устанавливают на деталь 21, центрируя по оси отвер стия 22. Затем выдвигают конец мундштука 5 таким образом, чтобы диаметр описываемого им при вращении круга был на 10-20 мм больше диаметра отверстия 22, и устанавливают его в месте начала наплавки, например на нижнем технологическом кольце 23„ За счет сил упругости конца направляющего канала 4 ролик 20 прижимается к внутренней поверхности кольца 23, поддерживая постоянным расстояние от торца мундштука 5 до поверхности 24 детали 21„ Включают привод 19 вращения канала 4, а также подачу электрического тока, защитного газа и наплавочной проволоки 6 в мундштук 5. Сварочная дуга возникает в пространстве между поверхностью ролика 20 и внутренней поверхностью отверстия 22, что препятствует вытеканию расплавленного металла из сварочной ванны и улучшает условия формирования наплавляемой поверхности„ Вращение канала 4 передается через полугильзы 17, охватывающие спираль 16 с определенным усилием, возникающим под действием сил упругости деформированных стенок резиновой трубки I8 в полой обойме 3, которая свободно вращается в подшипниках 2 корпуса 1 с той же угловой скоростью. При уплотнении стального порошка 14, находящегося в полости между конусными поверхностями 12 и 13 путем вращения с помощью ручки 15 втулки 10 внутри проточки 1I, происходит увеличение силы трения между частицами порошка 14 и вращающейся проточкой 13, в результате чего вращение обоймы 3 замедляется0 Это вызывает вывертывание в вертикальном направлении спирали 16 из винтовой канавки полугильз 17, осуществляя при этом продольное рабочее перемещение мундштука 5 относительно направляемой поверхности. При этом, чем сильнее уплотнен порошок в полости 13, тем выше тормозная сила и меньше угловая скорость вращения полой обоймы 3, следовательно, канал 4 выворачивается из полугильз 17 с большей скоростью и, соответственно, скорость продольного перемещения мундштука 5 также увеличивается„ Полная остановка обоймы 3 приводит к максимальному увеличению скорости продольного осевого перемещения мундштука 5, зависящей в общем случае от шага витков спирали 16 и начальной скорости вращения канала 4, а отключение регулятора 15 - к полной остановке продольного перемещения мундштука 5„ При этом начальная скорость вращения канала 4 и шаг навивки спирали 16 выбираются такими, чтобы максимально возможная скорость продольного перемещения мундштука 5 была выше скорости его рабочего (кругового) перемещения Б этом случае, снижая скорость вращения обоймы 3, можно регулировать рабочую скорость продольного перемещения мундштука 5 вдоль наплавляемой поверхности.
После выхода мундштука 5 на поверхность верхнего технологического кольца 23 выключают привод 19, прекращают подачу проволоки, электрическогО тока и защитного газа и прекращают процесс наплавки. Технологические кольца 23 срезают„
Применение изобретения позволяет повысить надежность и расширить технологические возможности устройства благодаря упрощению конструкции и снижению его габаритов и массы. Устройство может быть использовано при обработке деталей независимо от места их расположения на цеховых площадях. Формула изобретения
Устройство для наплавки внутренних поверхностей отверстий, содержащее корпус с вращающейся в нем посредством подшипников качения полой обоймой, гибкий направляющий канал с наружной винтовой резьбой и изогнутым мундштуком для подачи защитного газа и сварочной проволоки в зону наплавки, размещаемый в полой обойме соосно с ней с возможностью вращения и продольного осевого перемещения, а также механизм продольного перемещения направляющего канала типа винт - гайка, отличающееся тем, что, с целью повышения надежности конструкции, снижения ее габаритов и массы, а также расширеп ния технологических возможностей, корпус снабжен втулкой с наружной резьбой и внутренней конической проточкой, установленной в корпусе с возможностью продольного осевого перемещения, полая обойма выполнена с наружной конической поверхностью и размещена во втулке с образованием олости между своей конической поверхностью и поверхностью конической проточ0 ки втулки,а гайка механизма продольного перемещения направляющего канала выполнена- в виде размещенной в полой обойме резиновой трубки и двух полугильз, охватывающих направляющий ка5 нал, при этом упомянутая полость заполнена стальным порошком,
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| Устройство для сварки и наплавки | 1991 |
|
SU1812025A1 |
| Горелка для газопламенного напыления | 1989 |
|
SU1676152A1 |
| Плазмотрон для наплавки внутренней поверхности порошковым материалом | 2021 |
|
RU2778889C1 |
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2102182C1 |
| Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов | 1960 |
|
SU139386A1 |
| ПНЕВМОТУРБОДВИГАТЕЛЬ ДЛЯ ПРИВОДА РУЧНОГО ИНСТРУМЕНТА | 1996 |
|
RU2080454C1 |
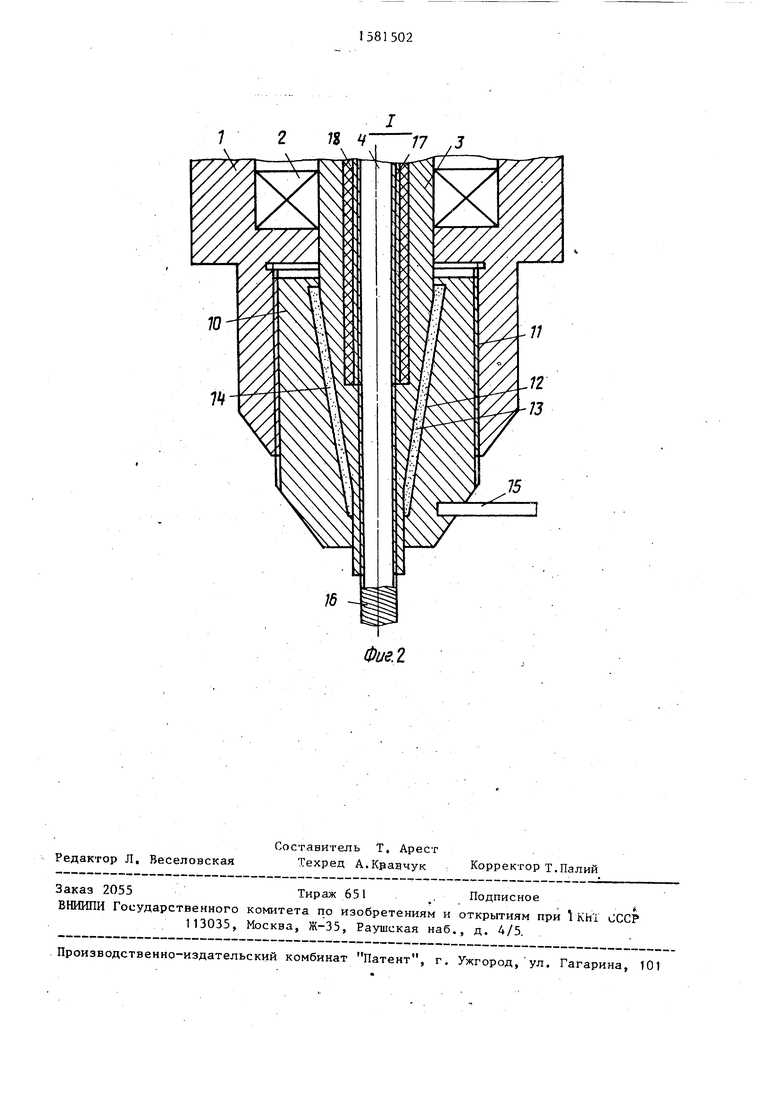
Изобретение относится к восстановлению под номинальный размер изношенных отверстий в корпусных деталях с применением наплавки. Цель изобретения - повышение надежности конструкции, снижение ее габаритов и массы, а также расширение технологических возможностей. На деталь 21 соосно с отверстием 22 устанавливают устройство на магнитных шайбах 9 и телескопических опорах 8. Мундштук 5 с роликом 20 настраивают для наплавки поверхности 24. При вращении привода 19 направляющий гибкий канал 4 вращается вместе с полой обоймой 3 в подшипниках 2, размещенных в корпусе 1. Канал 4 с наружной винтовой спиралью проходит через полугильзы, размещенные в резиновой трубке, установленной в обойме 3. Наружная коническая поверхность обоймы 3 размещена во внутренней конической поверхности втулки, наружной резьбой закрепленной в корпусе 1 с возможностью продольного осевого перемещения. На конической поверхности втулки выполнена коническая проточка, образующая с конической поверхностью обоймы 3 полость, заполненную стальным порошком. При повороте втулки с помощью рукоятки 15 возникает торможение обоймы 3 и выворачивание канала 4 из полугильз с одновременным его продольным перемещением вместе с мундштуком 5. Изменением скорости вращения обоймы 3 регулируют скорость продольного осевого перемещения мундштука 5. 2 ил.
15
J6
Фиг.г
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 0 |
|
SU195577A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
