Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей встык в щелевую разделку кромок.
Целью изобретения является упрощение конструкции при уменьшении ее габаритов и расширении технологических возможностей за счет обеспечения заполнения разделки кромок по всей ширине за один проход.
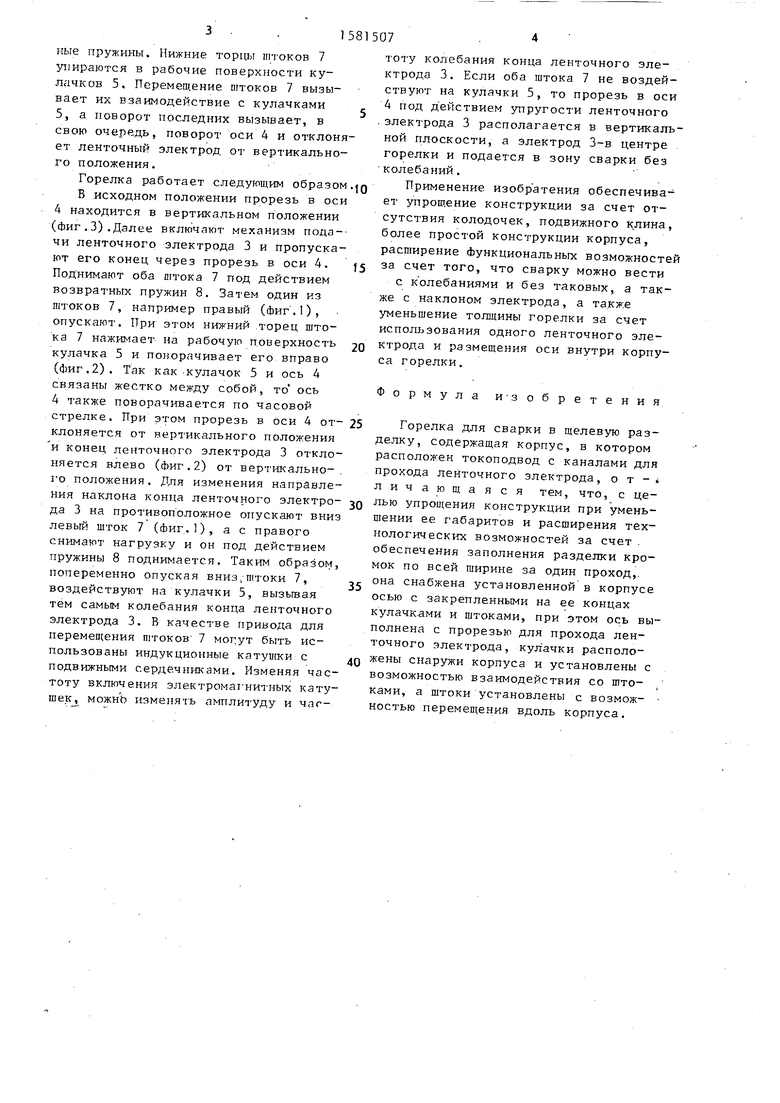
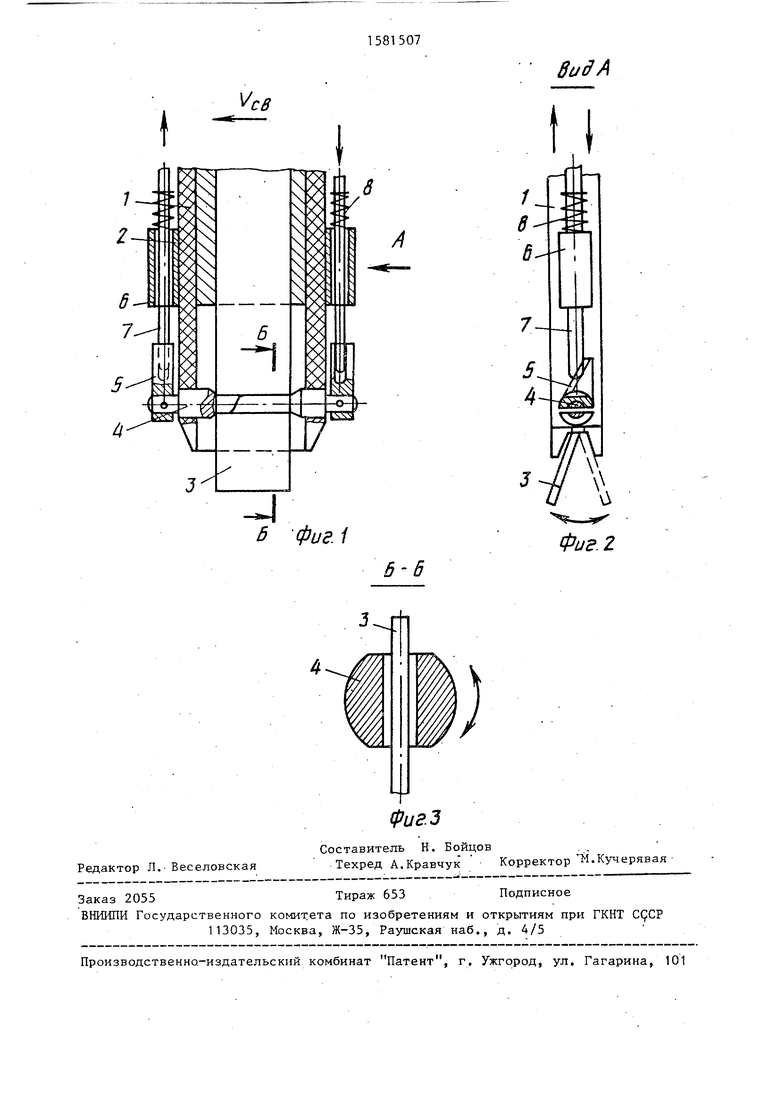
На фиг. 1 показана горелка, продольный разрез-, на фиг. 2 - вид А на фиг. J-, на фиг. 3 - сечение Б-Б на фиг.1.
Стрелками на фиг.1-3 показано направление движения подвижных частей.
Горелка содержит корпус 1 , внутри которого установлен токоподвод 2 с каналом для прохода ленточного электрода 3. Внутри корпуса 1, около его нижнего торца, установлена ось 4 с продольной прорезью для прохода ленточного электрода 3. Концы оси 4 выступают за пределы корпуса 1 горелки и на них закреплены кулачки 5. Кулачки 5 жестко закреплены на оси 3. На внешней стороне корпуса 1 закреплены направляющие 6, в которых установлены штоки 7, имеющие возможность перемещаться в вертикальной плоскости относительно направляющих 6. Позицией 8 обозначены возвратсд
ЭО
:л о
10
f5
20
ньге пружины. Нижние торцы штоков 7 упираются в рабочие поверхности кулачков 5. Перемещение штоков 7 вызывает их взаимодействие с кулачками 5, а поворот последних вызывает, в свою очередь, поворот оси 4 и отклоняет ленточный электрод, от вертикального положения.
Горелка работает следующим образом В исходном положении прорезь в оси 4 находится в вертикальном положении (фиг.3).Далее включают механизм подачи ленточного электрода 3 и пропускают его конец через прорезь в оси 4. Поднимают оба штока 7 под действием возвратных пружин 8. Затем один кз штоков 7, например правый (фиг.1), опускают. При этом нижний торец штока 7 нажимает на рабочую поверхность кулачка 5 и поворачивает его вправо (фиг,2). Так как кулачок 5 и ось 4 связаны жестко между собой, то ось 4 также поворачивается по часовой стрелке. При этом прорезь в оси 4 от- 25 клоняетсч от вертикального положения и конец ленточного электрода 3 отклоняется влево (фиг.2) от вертикального положения. Для изменения направления наклона конца ленточного электро- 30 да 3 на противоположное опускают вниз левый шток 7 (Фиг.1), а с правого снимают нагрузку и он под действием ттружины 8 поднимается. Таким образом, попеременно опуская вниз.штоки 7, воздействуют на кулачки 5, вызывая тем самым колебания конца ленточного электрода 3. В качестве привода для перемещения штоков 7 могут быть использованы индукционные катушки с Q подвижными сердечниками. Изменяя частоту включения электромагнитных катушек, можно изменять амплитуду и ча 15815074
готу колебания конца ленточного электрода 3. Если оба штока 7 не воздействуют на кулачки 5, то прорезь в оси 4 под действием упругости ленточного электрода 3 располагается в вертикальной плоскости, а электрод 3-в центре горелки и подается в зону сварки без колебаний.
Применение изобретения обеспечивает упрощение конструкции за счет отсутствия колодочек, подвижного клина, более простой конструкции корпуса, расширение Функциональных возможностей за счет того, что сварку можно вести
с колебаниями и без таковых, а также с наклоном электрода, а также уменьшение толщины горелки за счет использования одного ленточного электрода и размещения оси внутри корпуса горелки.
35
Формула изобретения
Горелка для сварки в щелевую разделку, содержащая корпус, в котором расположен токоподвод с каналами для прохода ленточного электрода, от-, личающаяся тем, что, с целью упрощения конструкции при уменьшении ее габаритов и расширения технологических возможностей за счет обеспечения заполнения разделки кромок по всей ширине за один проход, она снабжена установленной в корпусе осью с закрепленными на ее концах кулачками и штоками, при этом ось выполнена с прорезью для прохода ленточного электрода, кул ачки расположены снаружи корпуса и установлены с возможностью взаимодействия со штоками, а штоки установлены с возможностью перемещения вдоль корпуса.
Формула изобретения
Горелка для сварки в щелевую разделку, содержащая корпус, в котором расположен токоподвод с каналами для прохода ленточного электрода, от-, личающаяся тем, что, с целью упрощения конструкции при уменьшении ее габаритов и расширения технологических возможностей за счет обеспечения заполнения разделки кромок по всей ширине за один проход, она снабжена установленной в корпусе осью с закрепленными на ее концах кулачками и штоками, при этом ось выполнена с прорезью для прохода ленточного электрода, кул ачки расположены снаружи корпуса и установлены с возможностью взаимодействия со штоками, а штоки установлены с возможностью перемещения вдоль корпуса.
Buff A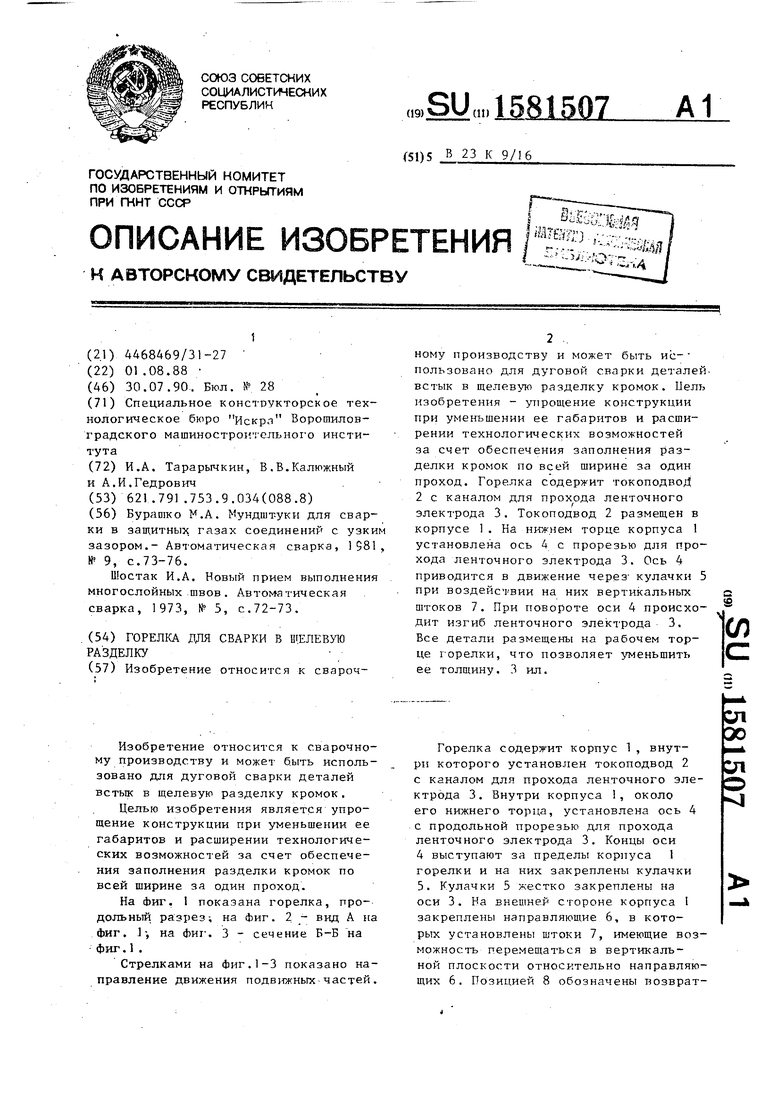
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки в шелевую разделку | 1989 |
|
SU1660891A1 |
| Горелка для сварки в щелевую разделку | 1989 |
|
SU1706801A2 |
| Горелка для сварки угловых швов неплавящимся электродом в защитных газах | 1975 |
|
SU580067A1 |
| Горелка для дуговой сварки в защитных газах | 1990 |
|
SU1804982A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1971 |
|
SU319424A1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| ГОРЕЛКА ДЛЯ ГАЗОЭЛЕКТ1РИЧЕСКОЙ СВАРКИ | 1972 |
|
SU354953A1 |
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей встык в щелевую разделку кромок. Цель изобретения - упрощение конструкции при уменьшении ее габаритов и расширении технологических возможностей за счет обеспечения заполнения разделки кромок по всей ширине за один проход. Горелка содержит токоподвод 2 с каналом для прохода ленточного электрода 3. Токоподвод 2 размещен в корпусе 1. На нижнем торце корпуса 1 установлена ось 4 с прорезью для прохода ленточного электрода 3. Ось 4 приводится в движение через кулачки 5 при воздействии на них вертикальных штоков 7. При повороте оси 4 происходит изгиб ленточного электрода 3. Все детали размещены на рабочем торце горелки, что позволяет уменьшить ее толщину. 3 ил.
Редактор Л. Веселовская
Составитель Н. Бойцов
Техред А.Кравчук Корректор М.Кучерявая
б-б
Фиг.З
| Бурашко М.А | |||
| Мундштуки для сварки в защитных газах соединений с узким зазором.- Автоматическая сварка, 1981, № 9, с.73-76 | |||
| Шостак И.А | |||
| Новый прием выполнения многослойных швов | |||
| Автоматическая сварка, 1973, № 5, с.72-73. |
