Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей встык.
Цель изобретения - расширение номенклатуры свариваемых деталей путем увеличения ее длины без нарушения стабильности подачи электродной ленты в зону сварки, обеспечения надежности работы токоподвода и улучшения условий прохода защитного газа через токоподвод.
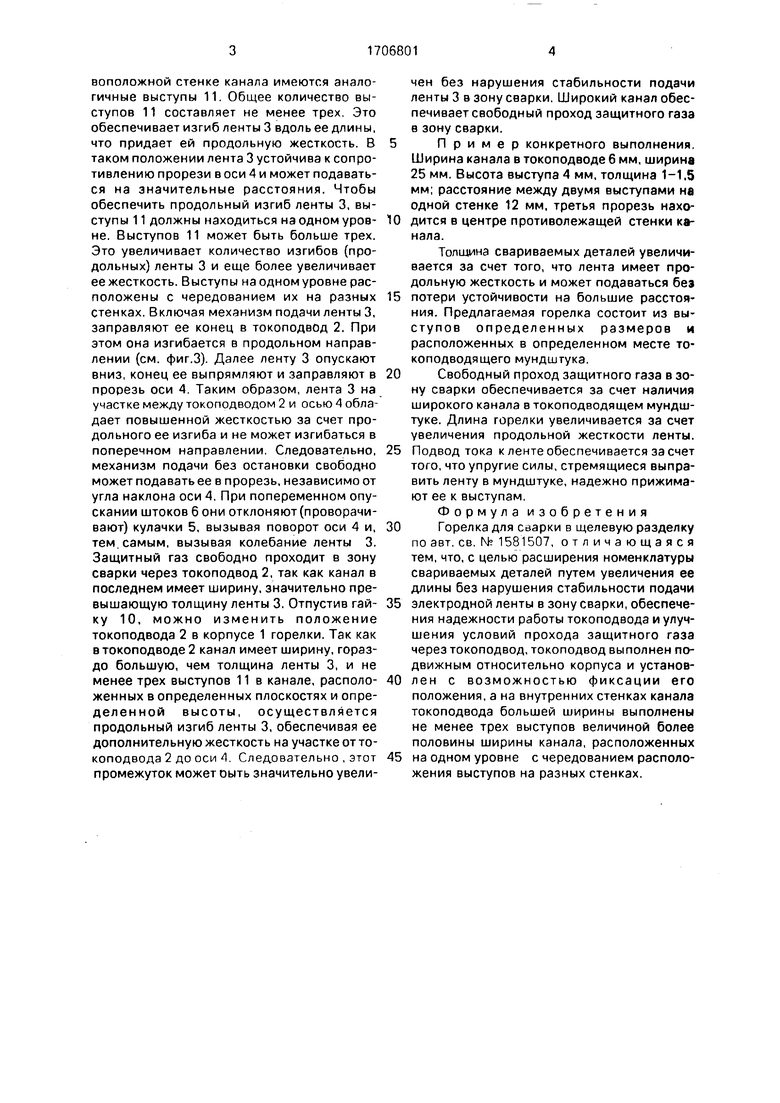
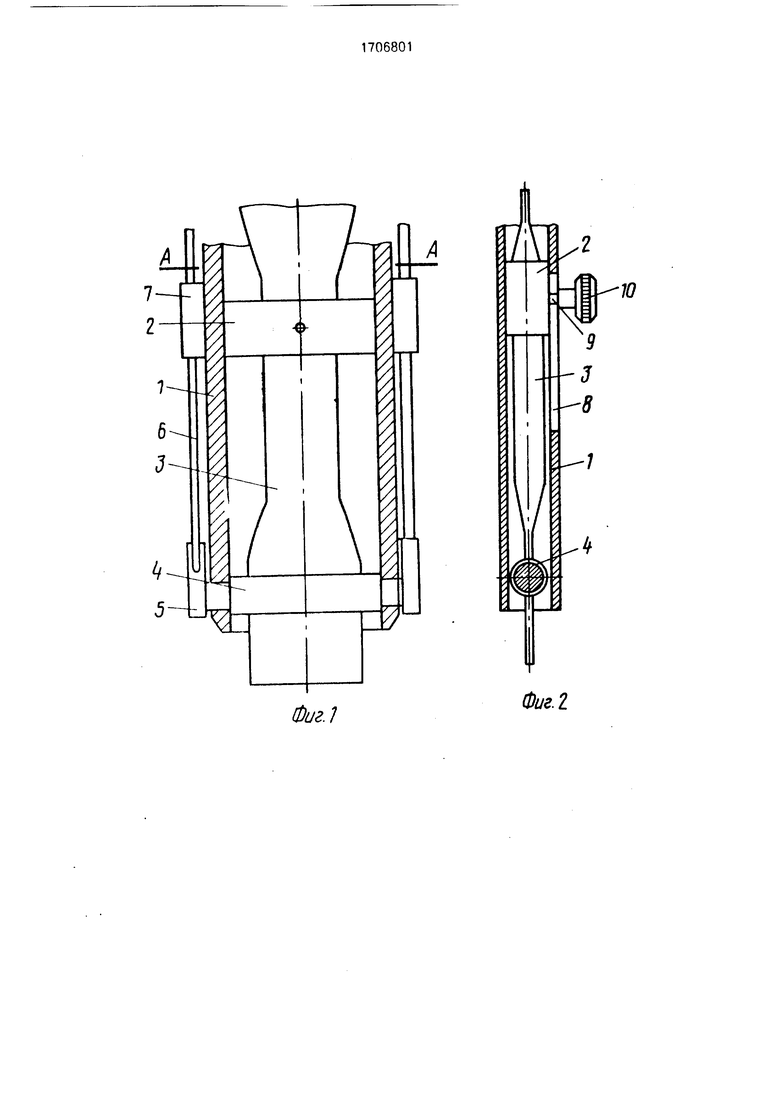
На фиг.1 показана горелка в разрезе, вид сбоку; на фиг.2 - то же, вид с торца; на фиг.З - разрез А-А на фиг.1.
Предлагаемая горелка содержит корпус 1, внутри которог о установлен токоподвод 2 с каналом для прохода ленточного электро- да 3 (ленты 3). Внутри корпуса 1 (около его нижнего торца) установлена ось 4 с продольной прорелью для прохода ленты 3. На концах оси 4 (с внешней стороны корпуса 1)
закреплены кулачки 5. Над кулачками 5 вдоль корпуса 1 установлены штоки 6 в направляющих 7. Штоки 7 могут перемещаться в вертикальной плоскости, а кулачки 5 и ось 4 могут поворачиваться относительно их общей оси вращения. Поворот оси 4 вызывает колебания ленты 3, установленной в продольную прорезь. На боковой поверхности корпуса 1 имеется вертикальный паз 8 для прохода резьбового пальца 9, жестко связанного с токоподводом 2. Перемещая палец 9 вдоль паза 8, изменяют местонахождение токоподвода 2. Фиксируют токоподвод гайкой 10. Токоподвод 2 имеет канал (см. фиг.З), ширина которого значительно превышает толщину ленты 3. На внутренней стенке канала большей ширины имеется выступ 11, высота которого превышает половину ширины канала, но меньше полной ширины канала. На протиvi о о
00
о
N3
воположной стенке канала имеются аналогичные выступы 11. Общее количество выступов 11 составляет не менее трех. Это обеспечивает изгиб ленты 3 вдоль ее длины, что придает ей продольную жесткость. В таком положении лента 3 устойчива к сопротивлению прорези в оси 4 и может подаваться на значительные расстояния. Чтобы обеспечить продольный изгиб ленты 3, выступы 11 должны находиться на одном уровне. Выступов 11 может быть больше трех. Это увеличивает количество изгибов (продольных) ленты 3 и еще более увеличивает ее жесткость. Выступы на одном уровне расположены с чередованием их на разных стенках. Включая механизм подачи ленты 3, заправляют ее конец в токоподвод 2. При этом она изгибается в продольном направлении (см. фиг.З). Далее ленту 3 опускают вниз, конец ее выпрямляют и заправляют в прорезь оси 4. Таким образом, лента 3 на участке между токоподводом 2 и осью 4 обладает повышенной жесткостью за счет продольного ее изгиба и не может изгибаться в поперечном направлении. Следовательно, механизм подачи без остановки свободно может подавать ее в прорезь, независимо от угла наклона оси 4. При попеременном опускании штоков 6 они отклоняют (проворачивают) кулачки 5, вызывая поворот оси 4 и, тем. самым, вызывая колебание ленты 3. Защитный газ свободно проходит в зону сварки через токоподвод 2, так как канал в последнем имеет ширину, значительно превышающую толщину ленты 3. Отпустив гайку 10, можно изменить положение токоподвода 2 в корпусе 1 горелки. Так как в токоподводе 2 канал имеет ширину, гораздо большую, чем толщина ленты 3, и не менее трех выступов 11 в канале, расположенных в определенных плоскостях и опре- деленной высоты, осуществляется продольный изгиб ленты 3, обеспечивая ее дополнительную жесткость на участке от токоподвода 2 до оси 4. Следовательно,этот промежуток может оыть значительно увеличен без нарушения стабильности подачи ленты 3 в зону сварки. Широкий канал обеспечивает свободный проход защитного газа в зону сварки.
Пример конкретного выполнения. Ширина канала в токоподводе 6 мм, ширина 25 мм. Высота выступа 4 мм, толщина 1-1,5 мм; расстояние между двумя выступами не одной стенке 12 мм. третья прорезь находится в центре противолежащей стенки канала.
Толщина свариваемых деталей увеличивается за счет того, что лента имеет продольную жесткость и может подаваться без
потери устойчивости на большие расстояния. Предлагаемая горелка состоит из выступов определенных размеров и расположенных в определенном месте то- коподводящего мундштука.
Свободный проход защитного газа в зону сварки обеспечивается за счет наличия широкого канала в токоподводящем мундштуке. Длина горелки увеличивается за счет увеличения продольной жесткости ленты.
Подвод тока к ленте обеспечивается за счет того, что упругие силы, стремящиеся выправить ленту в мундштуке, надежно прижимают ее к выступам.
Формула изобретения
Горелка для сварки в щелевую разделку по авт. св. N; 1581507, отличающаяся тем, что, с целью расширения номенклатуры свариваемых деталей путем увеличения ее длины без нарушения стабильности подачи
электродной ленты в зону сварки, обеспечения надежности работы токоподвода и улучшения условий прохода защитного газа через токоподвод, токоподвод выполнен подвижным относительно корпуса и установлен с возможностью фиксации его положения, а на внутренних стенках канала токоподвода большей ширины выполнены не менее трех выступов величиной более половины ширины канала, расположенных
на одном уровне с чередованием расположения выступов на разных стенках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1990 |
|
SU1804982A1 |
| Горелка для сварки в шелевую разделку | 1989 |
|
SU1660891A1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1798075A1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Горелка для сварки магнитоуправляемой дугой | 1988 |
|
SU1590258A1 |
| Устройство для сварки в узкую разделку деталей больших толщин | 1982 |
|
SU1078756A1 |
| Горелка для сварки в щелевую разделку | 1988 |
|
SU1581507A1 |
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей встык. Цель изобретения - расширение номенклатуры свариваемых деталей путем увеличения ее длины без нарушения стабильности подачи электродной ленты в зону сварки, обеспечения надежности работы токоподвода, улучшения условий прохода защитного газа через токоподвод. Горелка содержит корпус 1, внутри которого установлен токоподвод 2 с каналом для электродной ленты. Внизу горелки установлена ось 4, связанная через кулачки 5 со штоками 6, Ось 4 колеблет ленту 3. Канал в токоподводе 2 выполнен широким и в нем имеется не менее трех выступов 11 для изгиба электродной ленты 3. Благодаря наличию выступов 11, расположенных в широкой прорези, лента 3 изгибается в продольном направлении и приобретает дополнительную жесткость, что позволяет подавать ее на значительные расстояния. 3 ил. ел С
Ю891Ш
Фиг.3
| Горелка для сварки в щелевую разделку | 1988 |
|
SU1581507A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
