фс/г.2
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей в среде защитного газа.
Целью изобретения является повыше- ние производительности при сварке ленточным электродом, упрощение конструкции горелки, повышение срока службы мундштука и обеспечение возможности сварки как узких, так и широких швов,
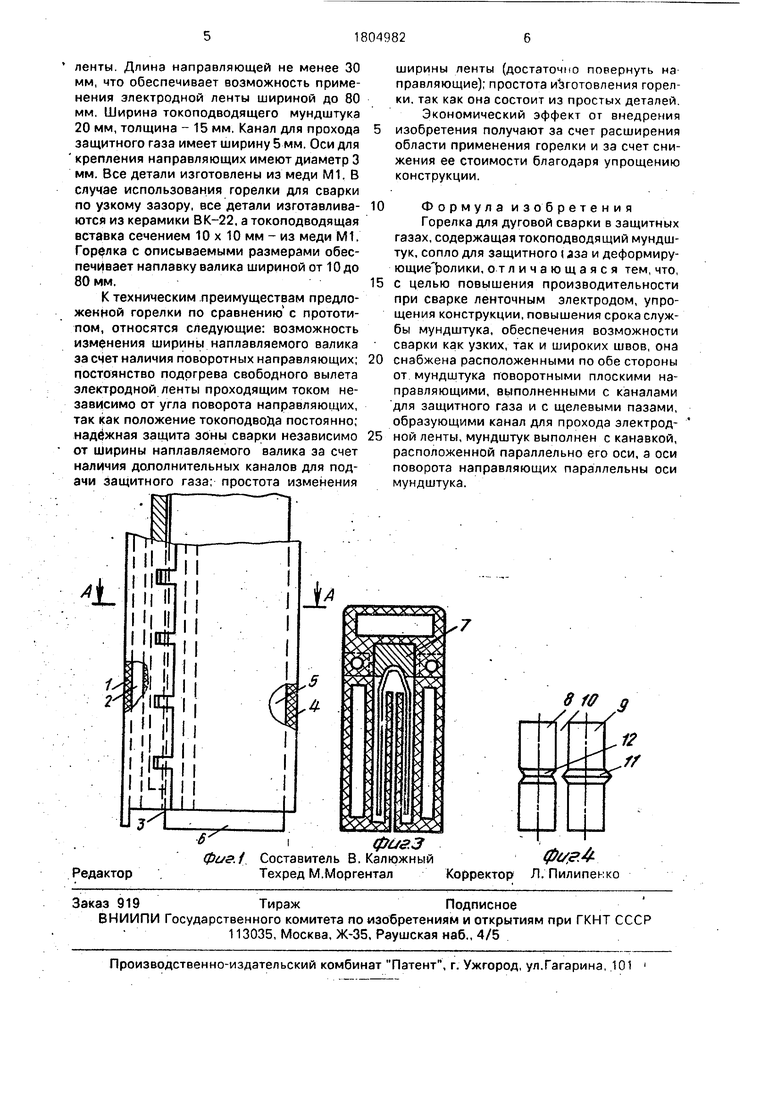
На фиг. 1 показана сопловая часть горелки, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1 с развернутыми направляющими; на фиг. 3 - то же, со сложенными направляющими; на фиг. 4 - общий вид деформирую- щего ролика.
Горелка содержит токоподводящий мундштук 1 с каналом 2 для прохода защитного газа. По обе стороны от токоподводя- щего мундштука 1 на осях 3 закреплены вертикальные направляющие 4 с каналами 5 для прохода защитного газа, В направляв ющих 5 имеются полости для прохода электродной ленты 6. Суммарная ширина направляющих превышает ширину элект- родной ленты 6. Чтобы электродная лента не смещалась от центр а токоподводящего мундштука 1, в ней выполняют С помощью деформирующего ролика центральный выступ (гофр), который находится в соответст- вующем углублении токоподводящего мундштука 1. Так как электродная лента 6 обладает упругими свойствами, направляющие 4 всегда -будут располагаться в одной плоскости (фиг. 2), что обеспечивает наплав- ку валика максимальной ширины, определяемой шириной электродной ленты 6. Если возникает необходимость наплавки более узкого валика, то направляющие 4 поворачивают вокруг осей 3 навстречу друг другу на требуемый угол. Это вызывает соответствующий изгиб электродной ленты 6. Поворот направляющих можно осуществлять любым известным способом, например с помощью винтовой пары. Из-за известно- сти таких узлов, он на чертежах не показан.
В случае использования горелки для сварки по узкому зазору поворот направляющих осуществляется автоматически в соответствии с шириной разделки-кромки. При этом, если кромки выполнены наклонными (например V-образная разделка), то при выполнении каждого последующего прохода, направляющие 4 самостоятельно разворачиваются и стремятся прижаться к кромкам под действием упругих сил электродной ленты 6. Если горелки предназначена для сварки по узкому зазору, направляющие и мундштук целесообразно .выполнять из нержавеющего материала, например, керамики, а токоподвод к электродной ленте осуществлять посредством металлической вставки 7 в мундштуке 1 (фиг. 3). При наплавке валика с полностью выпрямленными направляющими (фиг. 2), центральный канал 2 не обеспечивает должную защиту зоны горения дуги по всей щирине электродной ленты 6. Именно этим и объясняется наличие дополнительных каналов 5, расположенных на направляющих 4. Каналы 5 выполнены узкими, что вынуждает увеличивать скорость истечения защитного газа, а это способствует интенсивному охлаждению направляющих 4. Над токоподво- дящим мундштуком расположены два ролика 8 и 9 между цилиндрическими поверхностями которых имеется зазор 10, равный толщине электродной ленты б. Рабочая поверхность одного ролика имеет клиновидный выступ 11, а рабочая поверхность второго ролика - клиновидную канавку 12 соответствующих размеров. При прохождении электродной ленты б через ролики 8. и 9, в последней формируется центральный гофр, который далее располагается в углублении токоподвода 1. Для обеспечения надежного электрического контакта между лентой б и мундштуком 1, размеры (глубина) гофра превышает глубину канавки в мундштуке. Избыточная часть гофра компенсируется прогибом ленты 6 в направлении, противоположном расположению мундштука 1.
Дальнейшая сущность изобретения поясняется совместно с принципом работы горелки, который показан на примере сварки в узкий зазор с V-образной разделкой кромок. Первоначально направляющие 4 совмещают в одну плоскость (фиг. 2). Это упрощает заправку электродной ленты 6. После заправ.ки в направляющие электродной ленты, их1 сжимают до упора друг в друга (фиг. 3) и в таком положении горелку опускают в разделку кромок. Затем по каналам 2 и 5 подают защитный газ и начинают сварочный процесс. После завершения сварки первого прохода, горелку поднимают на требуемый уровень. При этом, под действием упругости ленты, направляющие стремятся вернуться в первоначальное положение (фиг. 3), .что обеспечивает их плотное прилегание к роликам,, хотя расстояние между ними при V-образной разделке увеличивается по мере подьема горелки вверх. ,
Пример конкретного выполнения.
Толщина направляющей составляет 10 мм. В ней имеется полость для прохода защитного газа, шириной 3 мм и полость шириной 2 мм для прохода электродной
енты. Длина направляющей не менее 30 м, что обеспечивает возможность применения электродной ленты шириной до 80 мм. Ширина токоподводящего мундштука 20 мм, толщина - 15 мм, Канал для прохода 5 защитного газа имеет ширину 5 мм. Оси для крепления направляющих имеют диаметр 3 мм. Все детали изготовлены из меди М1. В случае использования горелки для сварки по узкому зазору, все детали изготавлива- 10 ются из керамики ВК-22, а токоподводящая вставка сечением 10 х 10 мм - из меди М1. Горелка с описываемыми размерами обеспечивает наплавку валика шириной от 10 до 80мм.15
К техническим преимуществам предложенной горелки по сравнению с прототипом, относятся следующие: возможность изменения ширины наплавляемого валика за счет наличия поворотных направляющих; 20 постоянство подогрева свободного вылета электродной ленты проходящим током независимо от угла поворота направляющих, ак как положение токоподвода постоянно; надёжная защита зоны сварки независимо 25 от ширины наплавляемого валика за счет наличия дололнительных каналов для подачи защитного газа; простота изменения
ширины ленты (достаточно повернуть на правляющие); простота изготовления горелки, так как она состоит из простых деталей. Экономический эффект от внедрения изобретения получают за счет расширения области применения горелки и за счет снижения ее стоимости благодаря упрощению конструкции.
Формула изобретения Горелка для дуговой сварки в защитных газах, содержащая токоподводящий мундштук, сопло для защитного i аза и деформиру- ющие ролики, отличающаяся тем, что, с целью повышения производительности при сварке ленточным электродом, упрощения конструкции, повышения срока службы мундштука, обеспечения возможности сварки как узких, так и широких швов, она снабжена расположенными по обе стороны от. мундштука поворотными плоскими направляющими, выполненными с каналами для защитного газа и с щелевыми пазами, образующими канал для прохода электродной ленты, мундштук выполнен с канавкой, расположенной параллельно его оси, а оси поворота направляющих параллельны оси мундштука.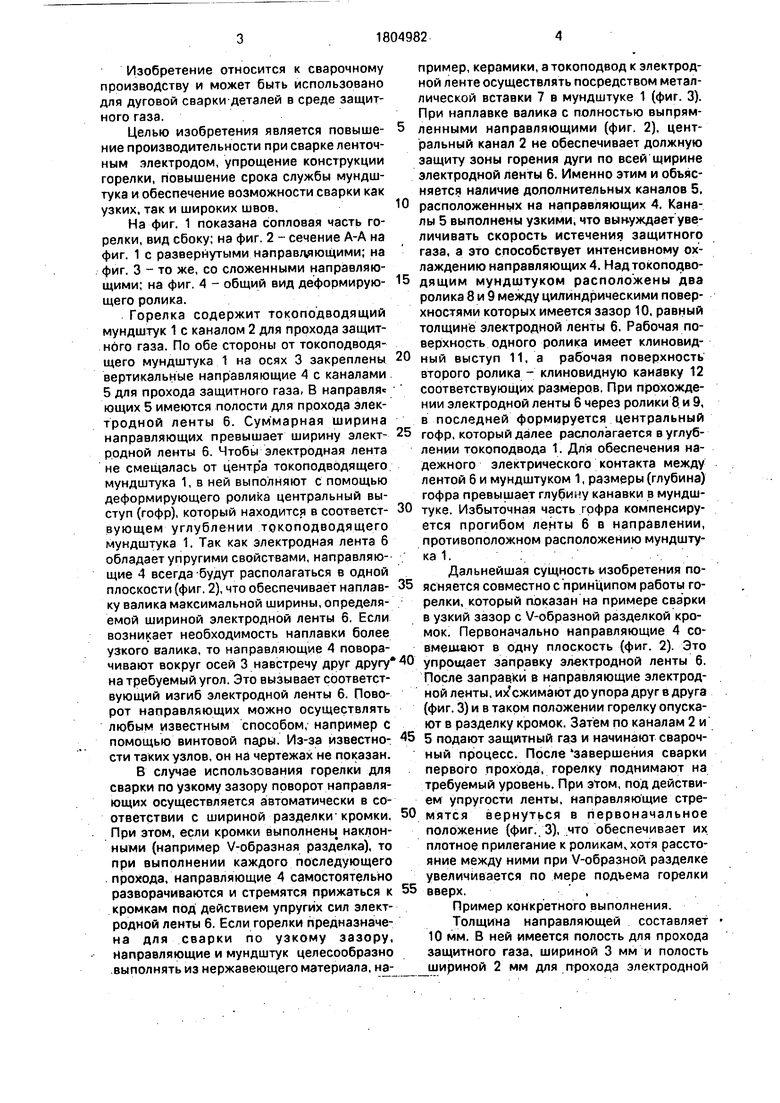
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Горелка для сварки в щелевую разделку | 1989 |
|
SU1706801A2 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
Использование: для дуговой сварки в среде защитного газа. Сущность изобретения: горелка содержит токоподводящий мундштук 1 с каналом 2 для защитного газа. По обе стороны от мундштука 1 на шарнирах 3 установлены плоские направляющие 4 с каналами 5 для защитного газа. Направляющие 4 выполнены с щелевыми пазами для прохода электродной ленты 6. Мундштук 1 выполнен с параллельной его оси канавкой. Горелка также содержит деформирующие ролики для образования гофра в центре электродной ленты. 4 ил. (Л С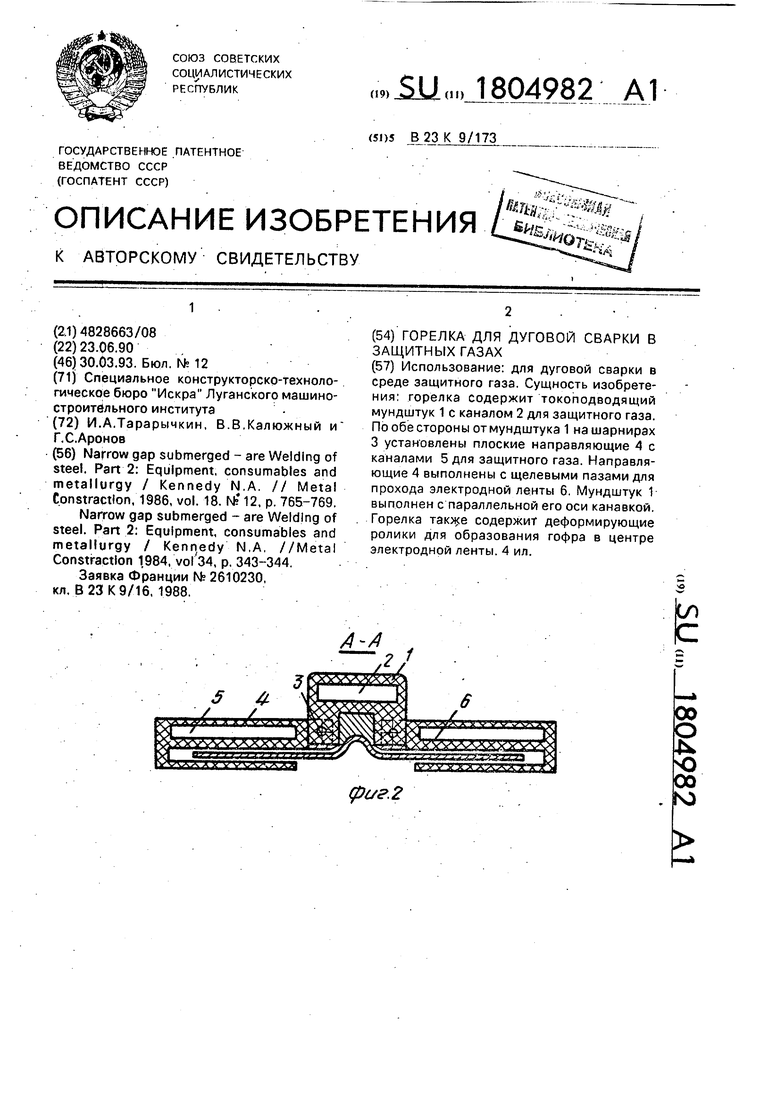
| Narrow gap submerged - are Welding of steel | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| // Metal Cpnstractlon, 1986, vol | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Приспособление для сбрасывания тресты с мяльной машины | 1924 |
|
SU765A1 |
| Narrow gap submerged - are Welding of steel | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Питательное приспособление к трепальной машине для лубовых растений | 1923 |
|
SU343A1 |
| МОБИЛЬНЫЙ КОМПЛЕКС ДЛЯ ИНФОРМИРОВАНИЯ И ОПОВЕЩЕНИЯ НАСЕЛЕНИЯ В МЕСТНОСТЯХ, ПОДВЕРГШИХСЯ НАВОДНЕНИЮ | 2016 |
|
RU2610230C1 |
