Изобретение касается технологии и оборудования для автоматической электродуговой вертикальной сварки и может быть использовано в различных отраслях промышленности при сварке стыков профильного сечения: тавров, полособульб и др.
Цель изобретения - повышение качества сварного соединения путем обеспечения проплавления свариваемых кромок по всему сечению профиля и повышение производительности,
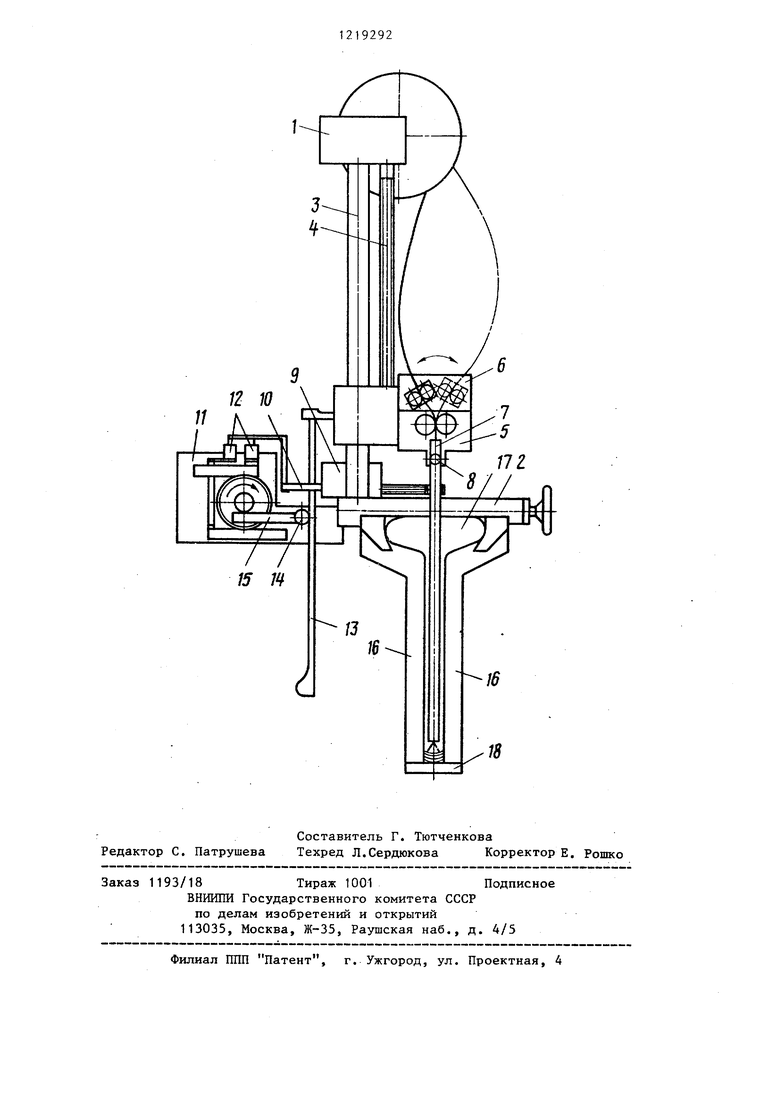
На чертеже изображено предложенное устройство, общий вид.
Устройство содержит механизм 1 подъема сварочной головки, закреплен ньш на основании 2 посредством направляющих 3. На направляющих 3 смонтированы с возможностью перемещения с помощью ходового винта 4 механизмы подачи 5 и перегиба 6 электродной проволоки. Токоподвод 7 сварочной горелки закреплен на механизме 5 подачи посредством шарнира 8. На основании 2 установлен механизм 9 колебаний токоподвода, снабженный водило
10и механизм 11 перемещения конечных выключателей 12. На механизме,
5 подачи закреплен профилированньш кулачок 13, взаимодействующий с роликом 14, толкател я-рейки -15 механизма
11перемещен 1я конечных выключателей 12. Устройство снабжено профильными формирующими подкладками 16., установленными с двух сторон свариваемого профиля 17.
Устройство работает следующим образом.
Для выполнения сварки устройство устанавливается над свариваемым стыком и закрепляется на головке профиля 17. Токоподвод 7 сварочной горелки опускается в разделку стыка до касания электродной проволоки вводного кармана 18. Зажигается дуга и электродная проволока, предварительно изогнутая механизмом 6 перегиба, выходя из токоподвода 7 совершает колебания вдоль кромок стыка, обеспечивая проплавление по всему сечению. Сварочная головка, включающая ТОКОПОДВОД 7., механизмы подачи 5 и перегиба 6, посредством механизма подъема 1 перемещается по направляющим 3 со скоростью заполнения
0
5
0
5
0
5
0
5
разделки стенки профиля. При подходе дуги к головке профиля профилированный кулачок 13 воздействует на ролик 14 толкателя-рейки 15 и через систему реечно-зубчатых передач разводит конечные выключатели 12, при этом включается электродвигатель механизма колебаний токоподвода 7. Водило 10, взаимодействующее с токо- подводом 7 И конечным выключателем 12, начинает совершать возвратно-поступательные перемещения с величиной хода, обеспечивающей колебания конца токоподвода 7 с амплитудой, соответствующей ширине сечения профиля головки по высоте, обеспечивая сварку головки профиля. .
При значительной толщине стенки профиля, когде ее провар по всему сечению не может быть обеспечен только за счет перегиба проволоки, колебания токоподвода при помощи кулачка 13 соответствующего профиля обеспечиваются и при выполнении сварки стенки профиля.
Пример. Сваривают стыки таврового профиля с толщиной стенки 20 мм. Величина зазора в стыке 8-10 мм. Сварка выполняется электродной проволокой диаметром 1,4 мм марки СВ-10ГН2СМД в среде углекислого газа. Сварочньш ток I 280-ЗООА,
.,. св
напряжение на дуге и„ 30-32В. Частота перегибов ,проволоки и 40 в 1 мин, амплитуда колебаний конца проволоки А ± 7 мм при вьшете электродной проволоки И 25 мм. Скорость сварки при выполнении стенки 3 м/ч, при выполнении головки У„. 0,4 м/ч. Линейная скорость колебаний токоподвода при сварке головки кол 25 м/ч. Полное машинное время сварки тавра высотой 400 мм 15 мин.
Применение вертикальной однопроходной сварки стыков по щелевому зазору позволяет снизить трудоемкость сварки по сравнению с применяемой ручной электродуговой сваркой ориентировочно в 2,5 раза, упростить механическую обработку кромок, уменьшить объем наплавленного металла и с тцественно снизить величину свароч- ньсх деформаций.
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Устройство для электродуговой вертикальной сварки стыков профилей | 1986 |
|
SU1337215A2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
1. Способ электродуговой вертикальной сварки плавящимся электродом в среде защитных газов, при котором электроду сообщают колебания, о т- личающийся тем, что, с целью повьшения качества при однопроходной сварке стыков профильного сечения при щелевом зазоре путем обеспечения проплавления кромок по всему сечению профиля и повмыгния производительности, сварку осуществляют предварительно изогнутой электродной проволокой в плоскости, параллельной свариваемым кромкам, с одновременным колебанием проволоки в той же плоскости с амплитудой, соответствующей сечению профиля. 2. Устройство для электродуговой вертикальной сварки, содержащее сварочную головку с механизмом подачи проволоки, механизм колебаний с узлом регулирования амплитуды колебаний, сварочную горелку, связанную с водилом механизма колебаний, и механизм подъема сварочной головки с направляющими, отличающее- с я тем, что, с целью повьшения производительности и качества при сварке профилей, устройство снабжено основанием, на котором жестко закреплены механизм подъема сварочной головки с направляющими и механизм колебаний горелки, и установленными на механизме подачи проволоки механизмом ее перегиба, рычаг которого установлен с возможностью качания в одной плоскости с плоскостью колебаний горелок, при этом узел регулирования амплитуды колебаний выполнен в виде толкателя, связанного через зубчато-реечную передачу с двумя концевыми выключателями, а на сварочной головке закреплен профилиро- ванньй кулачок, взаимодействующий с толкателем. (Л to N-L СО 1чЭ СО го
Редактор С. Патрушева
Составитель Г. Тютченкова
Техред Л.Сердюкова Корректор Е. Рошко
1193/18Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АНТИМИКРОБНЫЙ ЦЕЛЛЮЛОЗНЫЙ ЛИСТ | 2006 |
|
RU2414213C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное оборудование | |||
| Каталог- справочник | |||
| Наукова думка, 1972, ч | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
