1
(21)4483880/25-27
(22)19.09.88
(46) 30.07.90. Бюл. № 28 (72) В.А.Казаков, В.И.Кулик, В.О. Токарев, О.М. Новиков, В.П.Чудинов, Л.А.Данилов и А.П.Курындин
(53)621.791.75(088.8)
(56)Авторское свидетельство СССР
№ 473576, кл. В 23 К 9/00, 09.12.71.
(54)СПОСОБ СВАРКИ ГТЛАВЯШМСЯ ЭЛЕКТРОДОМ В ЩЕЛЕВУЮ РАЗДЕЛКУ
(57)Изобретение относится к сварке сталей и сплавов больших толщин в щелевую разделку и может быть ис пользовано в различных отраслях промышленности. Цель изобретения - повышение качества сварки путем регулирования глубины проплавления свариваемых кромок. Плавящийся электрод 1 перед входом в горелку 2 деформируют. Затем придают электроду вращательные колебания поперек разделки деталей 3, имеющей ширину Ъ. При выходе из мундштука 4 на вылете 1 электрод изгибают с заданным радиусом R 0,5Ь-1//Г. Электрод совершает колебания от одной кромки разделки к другой с частотой Ј (1,5-5,0)усв/Ь, где VC8- скорость сварки. Электрод направляют к свариваемым кромкам в крайних точках под углом ot 15-28°. Способ сварки позволяет сократить количество и протяженность околотовных микротрещин. 2 ил., 1 табл.
СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1609574A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к сварке сталей и сплавов больших толщин в щелевую разделку и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества сварки путем регулирования глубины проплавления свариваемых кромок. Плавящийся электрод 1 перед входом в горелку 2 деформируют. Затем придают электроду вращательные колебания поперек разделки деталей 3, имеющей ширину B. При выходе из мундштука 4 на вылете L электрод изгибают с заданным радиусом R=0,5B .L/φ. Электрод совершает колебания от одной кромки разделки к другой с частотой F=(1,5-5,0)V св/B, где V св - скорость сварки. Электрод направляют к свариваемым кромкам в крайних точках под углом α=15-28°. Способ сварки позволяет сократить количество и протяженность околошовных микротрещин. 2 ил., 1 табл.
Изобретение относится к сварке в защитных газах сталей и сплавов больших толщин в щелевую разделку и может быть использовано во многих отраслях промышленности.
Целью изобретения является повышение качества сварки путем регулирования глубины проплавления свариваемых кромок.
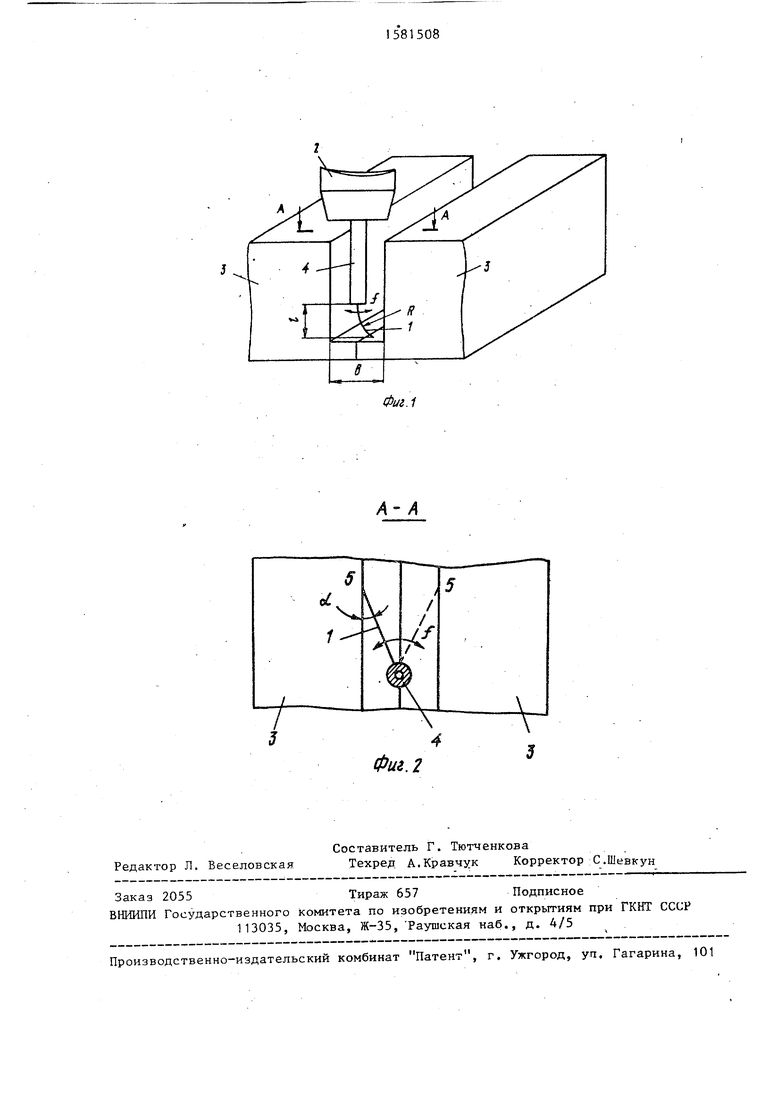
На Ьиг. 1 показана схема, поясняющая способ сварки; на Фиг. 2 - сечение А-А на Фиг.1.
Способ осуществляется следующим образом.
Плавящийся электрод 1 перед входом в горелку 2 с помощью специального механизма (не показан) деформируют и придают ему вращательные колебания поперек разделки свариваемых деталей 3, имеющей ширину Ъ.
Электрод 1 при выходе из мундштука 4 на вылете 1 изогнут с заданным радиусом R OjSb1 /, совершает колебания от одной кромки разделки к другой с частотой f ( ,5-5,0) Ve& /Ъ и направлен к свариваемым кромкам в крайних точках 5 под углом ol 15-28°.
Глубину проплавления свариваемых кромок регулируют с помощью параметров, определяющих величину тепловло- жения в стенки разделки: радиуса изгиба плавящегося электрода R, зависящего от ширины разделки Ь, длины вылета 1 и определяющего угол наклона электрода к поверхности деталей; угла
5
5о
:Л
i
встречи электрода со стенками рачдел- ки о(, зависящего от эффективной мощности дуги; частоты колебаний электрода f, зависящей от погонной энергии и ширины разделки Ь.
Пример. Выполняли сварку деталей из никелевого сплава ВЖЛ-14. Толщина свариваемых кромок 25 мм, ширина щелевой разделки в нижней части 9 мм.
В качестве плавящегося электрода использовали сварочную проволоку СВ-Х15Н70М (ЭП-3.67) диаметром 1 ,2 мм. Сварку проводили на режимах, обеспечивающих оптимальную эффективную мощность дуги и погонную энергию, при этом ICB 150-180A, Ug 28-32B, V мундштука 15 мм.
Радиус изгиба плавящегося электрода регулировали с помощью изменения соотношения диаметров изгибающего и петлеобразукш .их роликов и усилия поджатия прижимных роликов. Угол встречи электрода со стенками разделки и частоту колебаний электрода регулировали изменением угла и частоты колебаний петлеобразующей панели. Качество сварных соединений оценивали рентгенопросвечиванием и металло- ирафическими исследованиями.
се 4,5 мм/с, вылет электрода из
Результаты сварки представлены в таблице.
Изобретение позволяет повысить качество сварных соединений за счет устранения межслойных непроваров и несплавлений со стенками разделки.
Формула изобретения Способ сварки плавящимся электродом в щелевую разделку, заключающийся в деформировании электрода перед входом в горелку и придании ему щательных колебаний на выходе из го- релки, отличающийся тем, что, с целью повышения качества сварки путем регулирования глубины про плавления свариваемых кромок, радиус изгиба R плавящегося электрода при деформации выбирают по Формуле
R 0,5Ь-1//Г,
где b - ширина щелевой разделки, мм;
1 - величина вылета электрода из горелки, мм,
угол встречи электрода с кромками разделки выбирают в пределах 15-28°, а частоту колебаний электрода выбирают по Формуле
f d,5-5,0)Vt,e/b,
Vcg - скорость сварки, мм/с.
А- А
Фиг.2
