Изобретение относится к сварочному производству и может быть использовано в машиностроении при выполнении автоматической дуговой сварки в среде защитных газов толстостенных конструкций со щелевой разделкой кромок.
Целью изобретения является повышение качества сварных соединений путем повышения точности направления конца плавящегося электрода в угол разделки и .снижения возможности замыкания мундштука о кромки разделки при сварке плавящимся деформированным электродом.
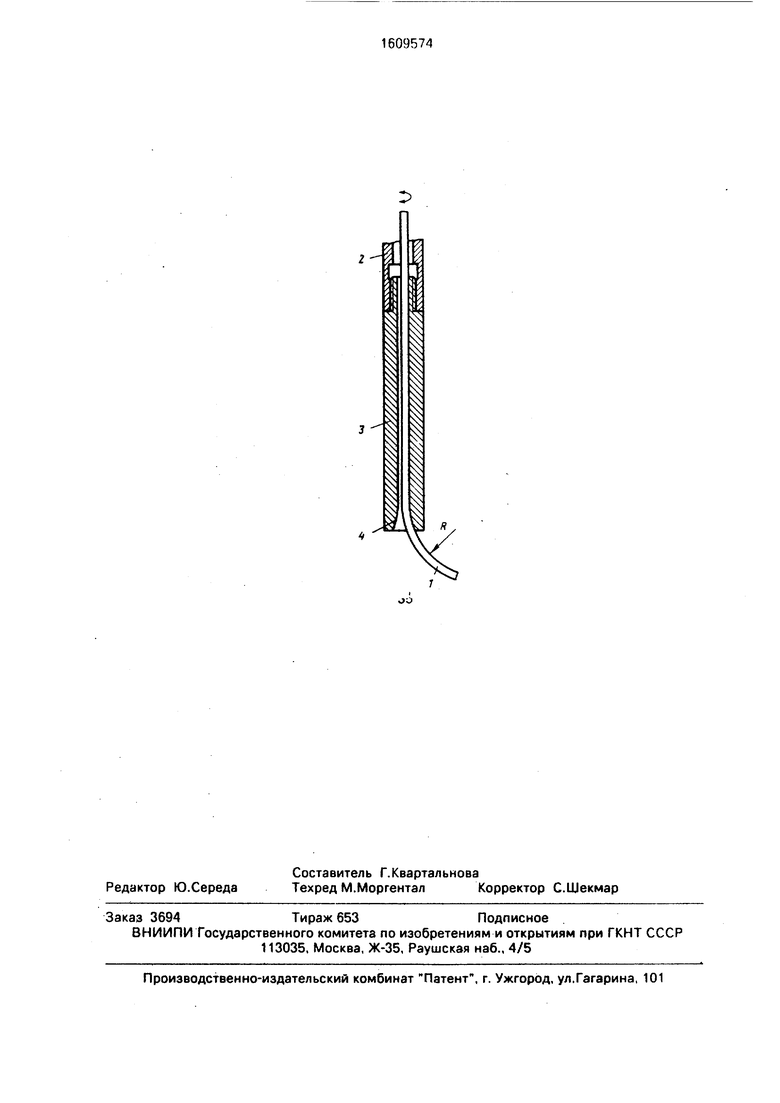
На чертеже схематично показан токо- ЛОД8ОДЯЩИЙ мундштук, используемый при
сварке плавящимся деформированным электродом, разрез.
Способ осуществляют следующим образом.
Плавящийся электрод 1 деформируют в специальном механизме (не показано) с некоторым радиусом R и подают в мундштук 2, из которого он поступает в направляющий канал 3 токоподводящего мундштука 2, в результате чего на выходе из мундштука 2 электрод 1 изогнут с тем же радиусом R.
В процессе сварки мундштук 2 располагают в узкой разделке, а плавящемуся электроду 1 придают вращательные колебания, благодаря чему конец изогнутого электрода
О
о ю ел
1 совершает колебания поперек разделки. Для сварки используют мундштук 2, у которого выходной участок канала 3 имеет радиусную фаску 4. Радиус фаски 4 выбирают равным наибольшему радиусу изгиба электрода 1. Наличие радиусной фаски 4 обеспечивает контакт плавящегося электрода 1 с выходным участком канала 3 по всей длине образующей фаски, что снижает износ кромки канала и тем самым повышает равномерность и точность перемещения электрода в разделке.
Выполнение фаски 4 с радиусом, равным большему радиусу R изгиба плавящегося электрода 1, обеспечивает его контакт с мундштуком 2 по всей длине образующей фаски 4 и при любых других значениях радиуса за счет упругих деформаций проволоки. В противном случае при максимальных значениях радиуса R контакт будет иметь место не по всей длине образующей радиусной фаски 4. что снижает срок службы токоподводящего мундштука 2 и нарушает равномерность перемещения конца проволоки в разделке.
Пример. Выполняли сварку деталей из никелевого сплава ВИСЛ-14 толщиной 30 мм, имеющих щелевую разделку кромок, ширина щелевой разделки в нижней части 9 мм. В качестве плавящегося электрода использовалась сварочная проволока Х15Н70М (ЭП - 367) диаметром 1,2 мм. Сварка проводилась на режимах, обеспечивающих оптимальную эффективную мощность дуги и погонную энергию, при этом 1св 150-180А.
Уд 28-32 В; Uce 4,5 мм/с,
В качестве оборудования использовалось устройство с аппаратурой управления
на базе блоков БАРС-2В и источник питания ВДУ - 504.
Радиус изгиба электрода изменялся от 25 до 40 мм. При сварке использовался токоподводящий мундштук из сплава ВНДС, у которого выходной участок направляющего канала имел радиусную фаску. Радиус фаски составлял 40 мм.
Благодаря использованию мундштука с
радиусной фаской была обеспечена равномерность и точность перемещения конца проволоки в разделке. Последующие исследования качества соединений показали отсутствие кромочных непроваров и их
соответствие требованиям КД.
Применение предлагаемого способа сварки в щелевую разделку плавящимся деформированным изогнутым электродом, совершающим колебания поперек разделки,
позволяет повысить срок службы токопро- водящих наконечников в 2,5-3 раза и повысить качество сварных соединений. Формула изобретения Способ дуговой сварки плавящимся
электродом в узкую разделку с колебаниями электрода поперек разделки, при котором перед подачей плавящегося электрода в направляющий канал токоподводящего мундштука электрод пластически деформируют.
а мундштук располагают в щелевой разделке, отличающийся тем, что, с целью повышения качества сварных соединений путем повышения точности направления конца плавящегося электрода в у гол разделки и снижения возможности замыкания мундштука о кромки разделки, используют мундштук с радиусной фаской выходного участка направляющего канала, а радиус фаски выбирают равным наибольшему радиусу изгиба электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| Способ сварки плавящимся электродом в щелевую разделку | 1988 |
|
SU1581508A1 |
| Устройство для сварки в щелевую разделку | 1986 |
|
SU1430207A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Головка для сварки плавящимся электродом | 1991 |
|
SU1834764A3 |
Изобретение относится к сварочному производству и может быть использовано в машиностроении при выполнении автоматической дуговой сварки в среде защитных газов толстостенных конструкций с щелевой разделкой кромок. Цель изобретения - повышение качества сварных соединений путем повышения точности направления конца плавящегося электрода в угол разделки и снижения возможности замыкания мундштука о кромки разделки при сварке плавящимся деформированным электродом. В процессе сварки мундштук 2 располагают в узкой разделке, а плавящемуся электроду 1 придают вращательные колебания, благодаря чему конец изогнутого электрода 1 совершает колебания поперек разделки. Для сварки используют мундштук 2, у которого выходной участок канала 3 имеет радиусную фаску 4. Радиус фаски 4 выбирают равным наибольшему радиусу изгиба электрода 1. Наличие радиусной фаски 4 обеспечивает контакт плавящегося электрода 1 с выходным участком канала 3 по всей длине образующей фаски, что снижает износ кромки канала и тем самым повышает равномерность и точность перемещения электрода в разделке. 1 ил.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент № 4667083 | |||
| кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
