V,
С

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2011494C1 |
| Двухэлектродная головка для контактной сварки | 1990 |
|
SU1731542A1 |
| Устройство для микросварки | 1988 |
|
SU1593857A1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU931093A3 |
| Машина для контактной точечной сварки | 1986 |
|
SU1430210A1 |
| Машина для многоточечной контактной сварки | 1990 |
|
SU1798086A1 |
| Устройство для контактной точечной сварки | 1976 |
|
SU585008A1 |
| Устройство для контактной рельефнойСВАРКи | 1979 |
|
SU848214A1 |
| Устройство для сварки пространственных арматурных каркасов | 1981 |
|
SU988493A1 |
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1516277A1 |
Изобретение относится к машиностроению и может найти применение при изготовлении сварных конструкций из листовых и прутковых деталей различных толщин и материалов. Цель изобретения - расширение технологических возможностей и повышение качества сварных соединений за счет обеспечения более равномерного усилия на электродах. Корпус и электродержатель выполнены в виде шарнирно связанных между собой равных по длине горизонтальных стержней 1 и 2. Средство выравнивания выполнено в виде двух упругих элементов 5, концы которых закреплены на стержнях 2 и 1 с возможностью регулировочного перемещения. Устройство обеспечивает уменьшение металлоемкости и себестоимости конструкции и стабильность качества сварки. 2 з.п.ф-лы, 2 ил.
Изобретение относится к машиностроению, в частности к устройствам для контактной многоточечной сварки, и может найти применение для изготовления сварных конструкций из листовых и прутковых деталей различных толщин и материалов.
Целью изобретения является расширение технологических возможностей и повышение качества сварных соединений за счет обеспечения более равномерного усилия на электродах.
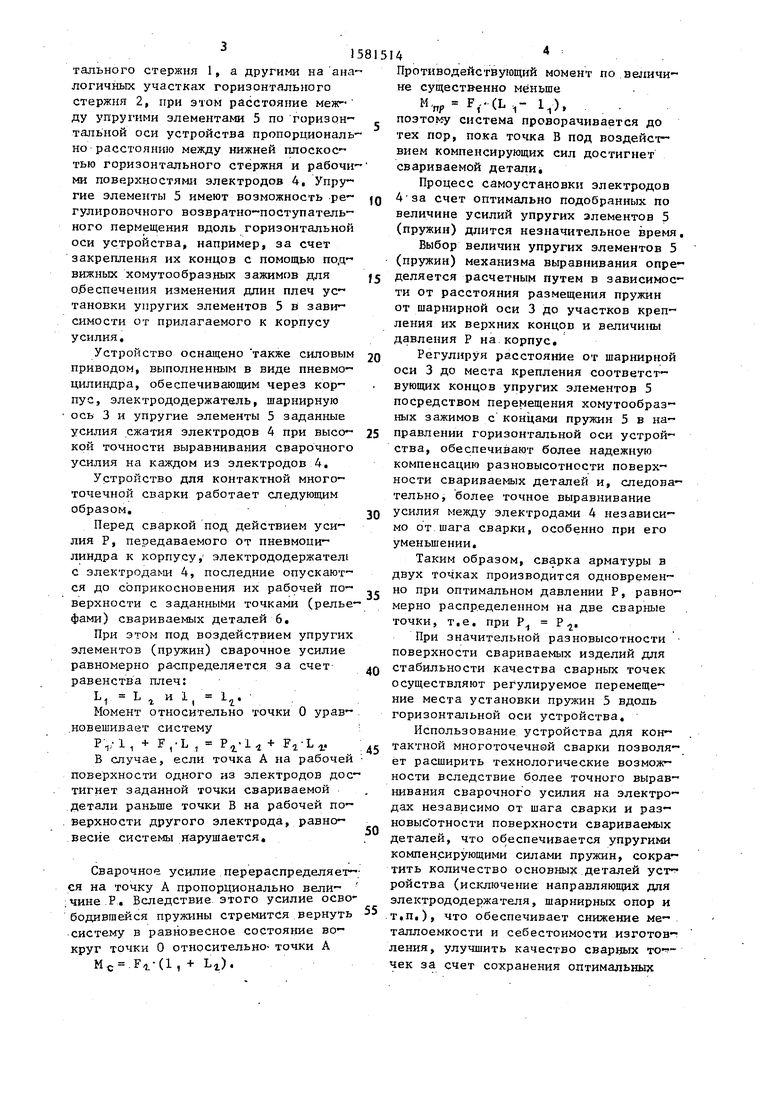
На фиг«1 схематически представлено устройство для сварки; на фиг.2 - устройство для сварки разновысотных деталей.
Устройство для контактной многоточечной сварки содержит корпус и электрододержатель, выполненные в виде олизких или равных по длине горизонтальных стержней 1 и 2 соответственно. В центре корпуса имеется шарнирная ось 3, на которой с возможностью поворота относительно него закреплена хвостовая часть электроде- держателя,
На нижней плоскости электрододержателя смонтированы два электрода 4, Механизм выравнивания сварочного усилия на электродах 4 устройства выполнен в виде двух упругих элементов 5, преимущественно тарированных пружин из стальной проволоки или втулок и подобных им деталей из пружинящего полимерного материала, установленных параллельно друг другу и закрепленных одними концами на соответствующих периферийных участках горизонСПОС
СЛ
(I
тального стержня 1, а другими на аналогичных участках горизонтального стержня 2, при эюм расстояние между упругими элементами 5 по горизонтальной оси устройства пропорционально расстоянию между нижней плоскостью горизонтального стержня и рабочими поверхностями электродов 4. Упругие элементы 5 имеют возможность регулировочного возвратно-поступательного пермещения вдоль горизонтальной оси устройства, например, за счет закрепления их концов с помощью подвижных хомутообразных зажимов для обеспечения изменения длин плеч установки упругих элементов 5 в зависимости от прилагаемого к корпусу усилия.
Устройство оснащено также силовым приводом, выполненным в виде пневмо- цилиндра, обеспечивающим через корпус, электрододержатель, шарнирную ось 3 и упругие элементы 5 заданные усилия сжатия электродов 4 при высокой точности выравнивания сварочного усилия на каждом из электродов 4.
Устройство для контактной многоточечной сварки работает следующим образом.
Перед сваркой под действием усилия Р, передаваемого от пневмопи- линдра к корпусу, электрододержател с электродами 4, последние опускаются до соприкосновения их рабочей поверхности с заданными точками (рельефами) свариваемых деталей 6.
При этом под воздействием упругих элементов (пружин) сварочное усилие равномерно ра-спределяется за счет равенства плеч:
L „ и 1. 1
L1
г , -Ч Момент относительно точки 0 урав+ F, L
новешивает систему
Р.,-1, + F,-L , - Рг-л.4т га uv В случае, если точка А на рабочей поверхности одного из электродов достигнет заданной точки свариваемой детали раньше точки В на рабочей поверхности другого электрода, равновесие системы нарушается.
Сварочное усилие перераспределяется на точку А пропорционально вели- чине Р. Вследствие этого усилие освободившейся пружины стремится вернуть систему в равновесное состояние вокруг точки 0 относительно- точки А
Мс .-(1, + Ьг).
Противодействующий момент по величине существ-енно меньше
О
5
0
5
0
5
0
5
0
5
М
ля
Ц).
поэтому система проворачивается до тех пор, пока точка В под воздействием компенсирующих сил достигнет свариваемой детали.
Процесс самоустановки электродов 4 за счет оптимально подобранных по величине усилий упругих элементов 5 (пружин) длится незначительное время.
Выбор величин упругих элементов 5 (пружин) механизма выравнивания определяется расчетным путем в зависимости от расстояния размещения пружин от шарнирной оси 3 до участков крепления их верхних концов и величины давления Р на корпус.
Регулируя расстояние от шарнирной оси 3 до места крепления соответствующих концов упругих элементов 5 посредством перемещения хомутообразных зажимов с концами пружин 5 в направлении горизонтальной оси устройства, обеспечивают более надежную компенсацию разновысотности поверхности свариваемых деталей и, следовательно, более точное выравнивание усилия между электродами 4 независимо от шага сварки, особенно при его уменьшении.
Таким образом, сварка арматуры в двух точках производится одновременно при оптимальном давлении Р, равномерно распределенном на две сварные точки, т.е. при Р1 Р-j.
При значительной разновысотности поверхности свариваемых изделий для стабильности качества сварных точек осуществляют регулируемое перемещение места установки пружин 5 вдоль горизонтальной оси устройства.
Использование устройства для контактной многоточечной сварки позволяет расширить технологические возможности вследствие более точного выравнивания сварочного усилия на электродах независимо от шага сварки и раз- новыс отности поверхности свариваемых деталей, что обеспечивается упругими компенсирующими силами пружин, сократить количество основных деталей устройства (исключение направляющих для электрододержателя, шарнирных опор и т.п.), что обеспечивает снижение металлоемкости и себестоимости изготовления, улучшить качество сварных точек за счет сохранения оптимальных
| Двухэлектродная головка для контактной точечной сварки | 1974 |
|
SU502726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
