Изобретение относится к контак ной сварке и может быть использован при автоматизации технологических процессов сборки и сварки микроэлектронной аппаратуры, в частности при изготовлении полупроводниковых приборов и интегральных микросхем (ИМС) . Известно устройство управления процессом микросварки, содержащее сварочный электрод, схему подачи и обработки сигцалов управления микросваркой tn. Недостатком этого устройства является то, что оно не обеспечивает высокой производительности контролируемого измерения, так как перед подачей сварочного инструмента в зону соединения необходимо произво дить подключение к соединяемым элементам (привариваемого вывода и кон тактной площадке). Токоподводы к соединяемым элементам не могут быть расположены в непосредственной зоне механической деформации проволоки ввиду малых размерюв контактных пло щадок интегральных схем (S 100 х X I00 мкм) Подключение к контактной площадке ИМС ухудшает состояние ее поверхности. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для контроля микросварных соединений, содержащее сварочный элект род, измерительные щупы, изолирован ные от токоподводящих частей электр да, и усилитель 2}. Недостаток известного устройства - низкая точность контроля параметров контактной сварки. Цель изобретения - повьшение точности и производительности контроля . Поставленная цель достигается тем, что в устройстве для контроля микроеварных соединений в процессе контактной сварки, содержащем сварочный электрод, измерительные щупы изолированные от токоподводящих частей электрода, и усилитель, изме рительные щупы выполнены в виде дву плоских пружин, размещенных непосредственно на электроде. При этом сварочный электрод выполнен расщепленным, а плоские пружины измерительных щупов расположены на противоположных гранях электрода и вьтолнены клинообразньтми. 1 На чертеже схематически представлено предлагаемое устройство. Устройство для контроля микросварных соединений в процессе контактной сварки содержит расщепленный сварочный электрод 1 с опорным кольцом 2 для термокомпрессионной сварки деталей 3 (например вьшода бескорпусного транзистора) и контактной площадки 4, расположенной на диэлектрической подложке.5. Для контроля параметров контактной сварки на взаимопротивоположных гранях клина рабочей части расщепленного сварочного электрода 1 расположены измерительные щупы 6, выполненные в виде клинообразных плоских пружин, .плотно прилегающих контактирующей частью 7 к сварочному электроду 1, причем оси симметрии рабочей части сварочного электрода 1 и измерительных щупов 6 находятся в одной плоскости. Контактирующая часть 7 измерительного щупа 6 имеет форму сварочного электрода 1 и находится в одной плоскости с торцом его рабочей части. Измерительные щупы 6 изолированы от сварочного электрода 1 диэлектрическим покрытием, например окисной пленкой металла, и жестко закреплены в фиксаторе 8, в свою очередь закрепленном на опорном кольце 2 сварочного электрода 1. Устройство содержит также усилитель 9, соединенный электрически со сварочным электродом 1 и измерительными щупами 6. Устройство работает следующим образом. В процессе сварки детали 3 (например вьтода бескорпусного транзистора) к контактной площадке 4, расположенной на подложке 5, сварочный электрод 1 и измерительные щупы 6 замыкаются, так как они жестко связаны между собой. При этом с помощью измерительных щупов 6 производят измерение параметров сварки необходимых для анализа ее качества (разность потенциалов непосредственно в зоне сварки, переходное сопротивление кпи термоЭДС) и подают сигналы на усилитель 9. Таким образом, эффект по сравнению с прототипом достигается за счет того, что установка измерительных щупов 6 плотно прилегающими к сва31092021А
рочному электроду 1 и расположениеных электродов, а также производить
их осей в одной плоскости позволяетбыструю перезаточку их рабочей
производить замер параметров непо-части, так как фиксатор 8с измесредственно в зоне сварки (повьшаярительными щупами 6 легко снимается
точность измерения) а вьтолнение 5с опорного кольца 2 сварочного электизмерятельных щупов 6 подпружиненны-рода 1.
ми и закрепленными жестко в фиксато- Устройство позволяет производить
ре 8 позволяет использовать устрой- контроль микросварных соединений
ctBo при сварке различных мате-одновременно с процессом контактной
риалов и большой номенклатуре свароч- ,сварки.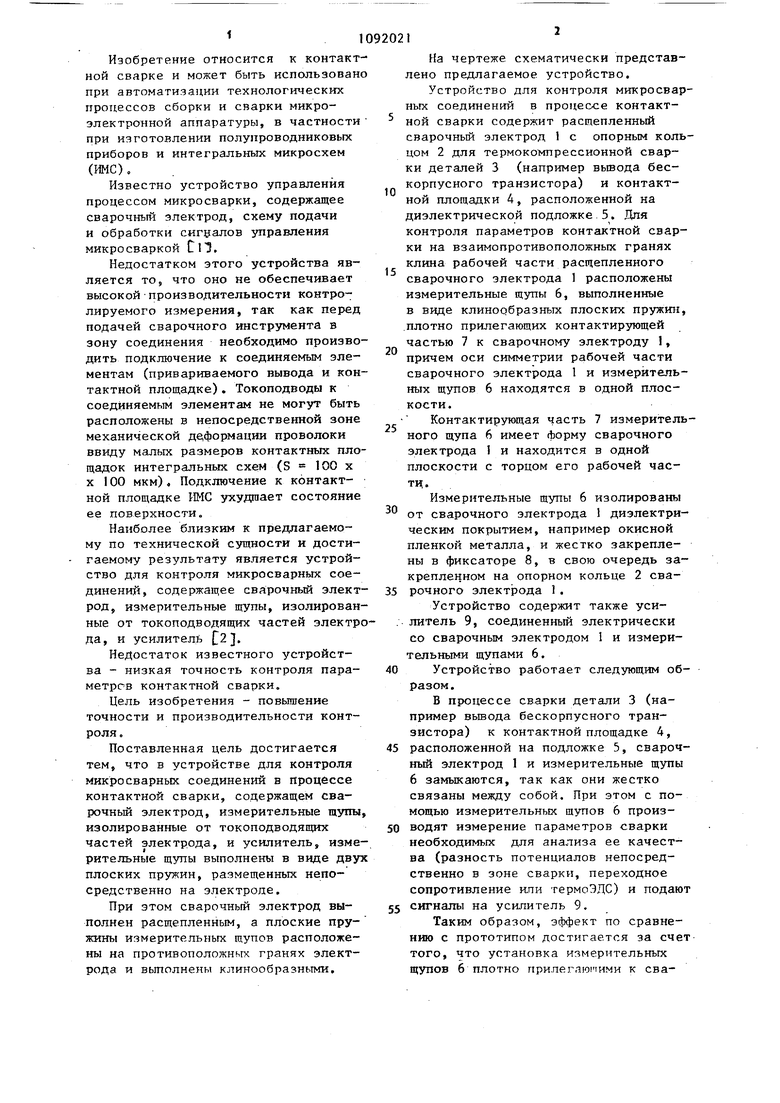
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Сварочный расщепленный электрод для односторонней контактной сварки | 1986 |
|
SU1389966A1 |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Сварочный расщепленный электрод для контактной сварки | 1987 |
|
SU1407727A1 |
| Способ контроля качества микросварных соединений в процессе контактной сварки | 1987 |
|
SU1493428A1 |
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
1. УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЙКРОСВАРНЫХ СОЕДИНЕНИЙ В ПРОЦЕССЕ КОНТАКТНОЙ СВАРКИ, содержащее сварочиый электрод, измерительные щупы. изолированные от токоподводящих частей, электрода, и усилитель, о тличаюцееся тем, что,с целью повышения точности и производительности контроля, измерительные щупы выполнены в виде двух плоских пружин, размещенных непосредственно на электроде . 2. Устройство по п., о т л и ч аю щ е е с я тем, что сварочный электрод вьтолнен расщепленным, а плоские пружины измерительных щупов расположены на противоположных гранях электрода и выполнены клинообразными.
| I | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для контроля параметров процесса контактной сварки | 1977 |
|
SU650754A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
