СО 00
х о
О5 О5
Изобретение относится к радиоэлектронной промьшленности Б частности к области сборки микросхем и микросборок, и может быть использовано в технологии сварки выводов и перемыче микросхем и микросборок
Целью изобретения является улучшение .качества микросварных, соединений о
На фиг 1 представлен сварочный расщенленный электрод; на фиг. 2 -- вид А на фиг 1; на фиг. 3 - схема получения сварного соединения с помощью данного зле.ктрода; на фиг,4 - схема калибровки сварочного расщеп™ ленного электродао
Сварочный расщепленный электрод содержит токоподводящие элементы 1 и 2j выполненные из различных материалов , обладаюших в сочета.нии эффектом Зеебека и разделенных изоля™ ционн.ой прокладкой 3, Токоподводя- щие элементы фиксируются друг относительно друга изоляционной 4, Рабочие поверхности 5 обоих токо™ подводящих элементов сварочного элек трода шириной а расположен ; в одной плоскости и разделены изоляциоиньш промеж тком толщиной Ь«
При сварке сварочный расагеплен™ ньш электрод устанавливается на. поверхность проводншч:а 6 диаметром d, который приваривается к контактной площадке 7, расположенной на подлож ке 8,
При калибровке сварочный pacEien- ленный электрод устанавливается на проводник б, предварительно пленный сваркой на спае измерительной термопары 9, которая располагается на поверхности нагревате.ля 10, Термопара 9 подключена к микровольт- метру 11 5 а элементы 1 и 2 св арочно го расщепленного электрода - к мик™ ровольтметру 12,
Электрод работает следуюш к образом.
Сварочный расщепленный электрод устанавливают рабочей поверхностью 5 токоподводящих элементов 1 и 2, разделенных изоляционной прокладкой 3 и закрепленных в изоляционной втулке 4, на поверхность привариваемого проводника 65 расположенного на контактной площадке 7 подложки 8
Необходимое усилие нагрузки Р на, электрод и импульс сварочного то ка обеспечиваются при сварке свароч
5
0
5
5
0
5
ной установкой, В эоцессе сварки при прохождении импульса сварочного тока проводник б разогревается, деформируется на величину под действием усилия Р и приваривается к контактной площадке 7 j расположенной на подло же 8.
Температурный режим сварки оценивается оператором сварочного установки по показателям регистрирующего прибора3 подключенного к токоподво- дящим элементам 1 и 2, сварочного расщепленного электрода При этом с помощью регистрирующего прибора в процессе сварки измеряют амплитуду термо- ЭДС на ТОКОПОДВОДЯЕШК элементах сварочного электрода5 значение которой пропорционально температуре в зоне сварки, так как токоподводя- шив э.лементы сварочного электрода образ у от гатыковз ю термопару, из- мер.ительный алой которой расположен непосредственно в зоне сварки.
Точное значение температуры в зоне сварки оператор опре.целяет по амплитуде. ЭДС, измеренной на сварочном расщегшенном электроде используя калибровочную графическую зависимость.
Использование изобретения за счет выполнакия токоподводящих элементов сварочпого расщепленного э.лектро да из разнородных электропроводящих ма-, териалов, обладающ х в сочетании эф- фектом Зеебека5 обеспечивает конт роль температурного режима вания сварного соединения, что дает возможность проводить технологический процесс сварки,,, при котором соединения с дефектами выявляются непосредственно в процессе сварки| своевременное выявление в процессе свар- .ки износа рабочих поверхностей токо подводов сварочного электрода и выявление загрязнения элементов микро- сварного соединения.
Формула изобретения
Сварочный расщепленный электрод для односторонней контактной сваркиg cocтoящ й из токоподводящих элемен- TOBj разделенных изоляционной прокладкой j отличающийся тем, что, с Целью повьшгения качества микросварных соединений, токоподводящие элементы выполнены из разнородных электропроводящих материаловj обла-.. дающих в сочетании эффектом Зеебека1389966
/f psst/cmpupjf npuSopff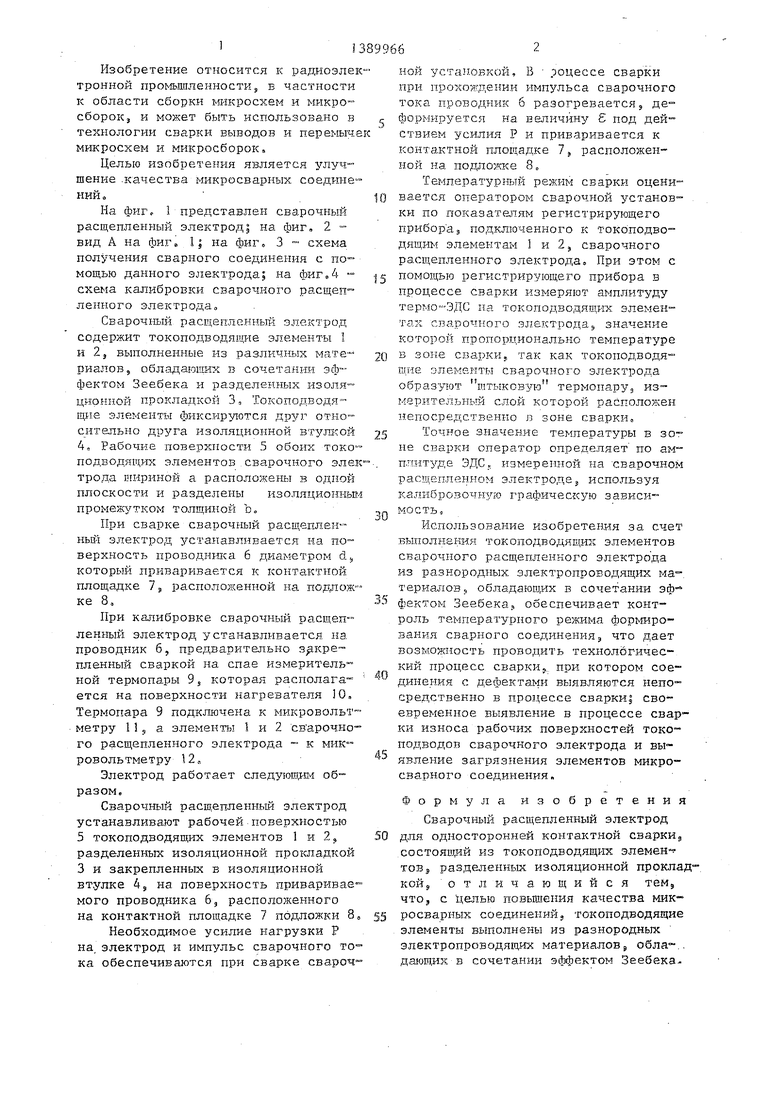
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Сварочный расщепленный электрод для контактной сварки | 1987 |
|
SU1407727A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Электрод для пайки | 1989 |
|
SU1754360A1 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
| Электрод для микросварки | 1981 |
|
SU996138A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
Изобретение относится к радиоэлектронной промьшшенности, к технологии сварки выводов и перемычек микросхем и микросборок. Целью изобретения является улучшение качества микросварных соединений за счет выполнения токоподводящих элементов сварочного расщепленного электрода из разнородных электропроводящих материалов, обладающих в сочетании эффектом Зеебека. Устройство обеспечивает контроль температурного режима формирования сварного соединения и выявление износа рабочих поверхностей сварного электрода. 4 ил.
| Орлов Б.Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| - М.: Машиностроение, 1973, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Назаров Г.В | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Советское радио, 1969, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
