1
Ю
Изобретение относится к радиоэлектрон- |ной промыш«1енности, в частности к области сборки микросхем и микросборок, и может быть использовано в технологии сварки вы- Ьодов и перемычек микросхем и микро- |сборок,
I Цель изобретения - повышение долговечности электрода и улучшение качества никросварных соединений путем уменьшения оковой нагрузки и снижения температурно- о удара.
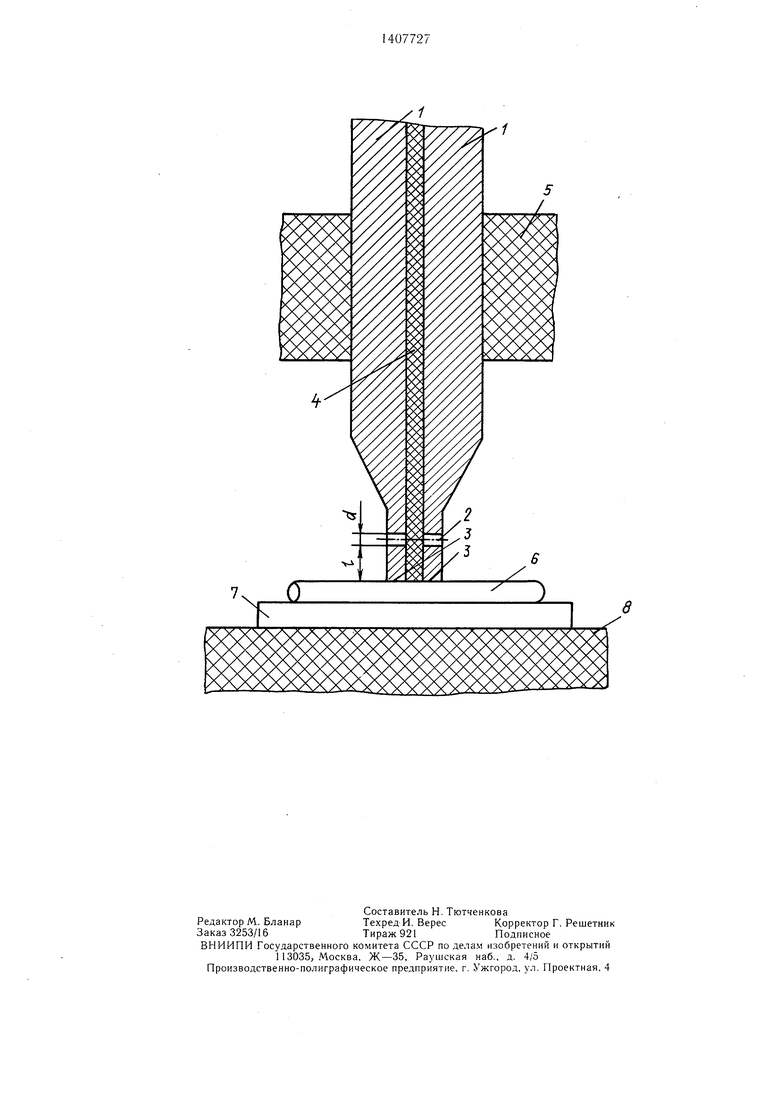
На чертеже представлен сварочный рас- депленный электрод для контактной термо- омпрессионной сварки.
Сварочный расщепленный электрод содержит токоподводяшие элементы 1, выполненные с отверстием 2, ось которого ориен- ирована перпендикулярно изоляционной 1ластине и параллельно рабочей поверх- ости 3 сварочного электрода, разделенные изоляционной пластиной 4 и жестко зафик- ированные друг относительно друга изоляционной втулкой 5. Размеры отверстия выбирают с учетом следующего соотношения:
(So-5д) S,
де So - площадь поперечного сечения ис- одного токоподводящего элемента без отверстия;
S - площадь поперечного сечения токоподводящего элемента с отверстием;
Зд - площадь поперечного сечения привариваемого элемента.
Устройство работает следующим обра- ом.
Сварочный электрод устанавливается с|воей рабочей поверхностью 3 на прив-а- :|иваемый проводник 6, расположенный на Контактной площадке 7 подложки 8. Созда- е|тся необходимое усилие прижатия и про- г|ускается через токоподводящие элементы Импульс тока определенной амплитуды и / лительности. В процессе прохождения им- (ульса тока разогревается проводник б и приваривается к контактной площадке 7. Наличие отверстий в токоподводящих элемен- lia.x электрода значительно увеличивает скорость нагрева проводника при сварке, что г|риводит к повышению темпе ратуры провод- йика в момент сварки. Для обеспечения 1 ормальных температурных режимов свар0
5
0
5
0
5
0
5
ки необходимо уменьшить величину пропускаемого тока через токоподводяшие электроды. Уменьшение тока приводит к умень- щению подгорания рабочей поверхности, т. е. увеличению срока службы всего электрода. После окончания импульса сварочного тока электрод некоторое время (до 1 с) находится в зоне сварки. Остывание микросварного соединения после сварки электродом без отверстий происходит значительно быстрее, чем остывание после сварки электродом с отверстиями. Более плавное остывание микросварного соединения после сварки электродом с отверстиями исключает тер- .мический удар на подложку 8, что исключает появление микротрещин в подложке 8 и повышает качество микросварного соединения.
Предлагаемое техническое решение за счет выполнения отверстий обеспечивает следующие технические преимущества: повышается износостойкость электрода за счет снижения токовых нагрузок на рабочие поверхности токоподводяших элементов сварочного электрода; улучшается качество микросварного соединения за счет исключения микротрещин в сварном соединении или подложке.
Формула изобретения
Сварочный расщепленный электрод для контактной сварки, состоящий из токоподводяших элементов, разделенных изоляционной пластиной, перпендикулярной рабочей поверхности сварочного электрода, отличающийся тем, что, с целью повышения долговечности электрода и улучшения качества микросварных соединений, в каждом из токоподводящих элементов выполнено отверстие, ось которого ориентирована перпендикулярно изоляционной пластине, а размеры отверстия выбирают с учетом следующего соотношения:
S : &t
2
где So - площадь поперечного сечения исходного токоподводящего эле.мента без отверстия;
S - площадь поперечного сечения токоподводящего элемента с отверстием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный расщепленный электрод для односторонней контактной сварки | 1986 |
|
SU1389966A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Устройство для подвода тока к сварочной проволоке | 1975 |
|
SU565788A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Направляющий элемент | 1978 |
|
SU749592A1 |
Изобретение относится к радиоэлектронной промышленности, в частности к сборке микросхем, и может быть использовано для приварки выводов и перемычек микросхем. Цель - повышение долговечности электрода и улучшение качества микросварных соединений. В сварочном электроде для контактной сварки, состояш,ем из токопод- водящих элементов, разделенных изоляционной пластиной, токоподводяшие элементы выполнены с отверстиями. Отверстия расположены параллельно рабочей поверхности сварочного электрода и перпендикулярно изоляционной пластине. Это способствует уменьшению токовой нагрузки и снижению температурного удара. Исключаются микро- трешины в сварном соединении или подложке. 1 ил. о (Л
| Ионина Н | |||
| М | |||
| и др | |||
| Пути повышения износостойкости микросварочного инструмента | |||
| Сер | |||
| Технология организация производства, оборудование, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| М.: ЦНИИ Электроника, 1973, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Назаров Г | |||
| В | |||
| и др | |||
| Сварка и пайка в микроэлектронике | |||
| - М.: Советское радио, 1969, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
