1
Изобретение относится в сварке, а именно к способам для сборки под свар- ку кольцевых стыков и устройствам для их осуществления при изготовлении цилиндрических корпусов из обечаек.
Известно устройство для сборки подсварку кольцевых стыков, которое содержит смонтированную на основании базовую опору и установленную с возможностью перемещения вдоль оси устройства С-образную скобу с механизмом выравнивания кромок, выполненным в виде при жимных роликов. Это устройство обеспечивает предварительную сборку кольцевого стыка с помощью прихваток, а его непрерывную сварку l.
Однако в случае наличия на собираемых обечайках усилений продольных швов (усиление - это местное превышение от направленного металла над основной плоскостью, образуемое при сварке стыков при сборке листов в полотнища) оно не позволяет производить непрерывную сварку, так как прижимные ролики не имеют
раздельного вертикального перемещения и при входе усилия в их зону изделие остановится, т.е. прерывается процесс сварки.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для сборки под сварку кольцевых стыков обечаек, содержащее смонтированные на стойках основания по его оси две роликоопоры и
to установленную с возможностью продольного перемицения балку с механизмом выравнивания кромок и торцовым упором, при этом стойки одной из роликоопоры снабжены механизмом псдъола. В дан15ном устройстве прижимные ролики механизма вьфавнивания кромок установлены параллельно базовым роликовым опорам с возможностью автономного перемещения в плоскости базовой роликоопоры {J 2 .
М
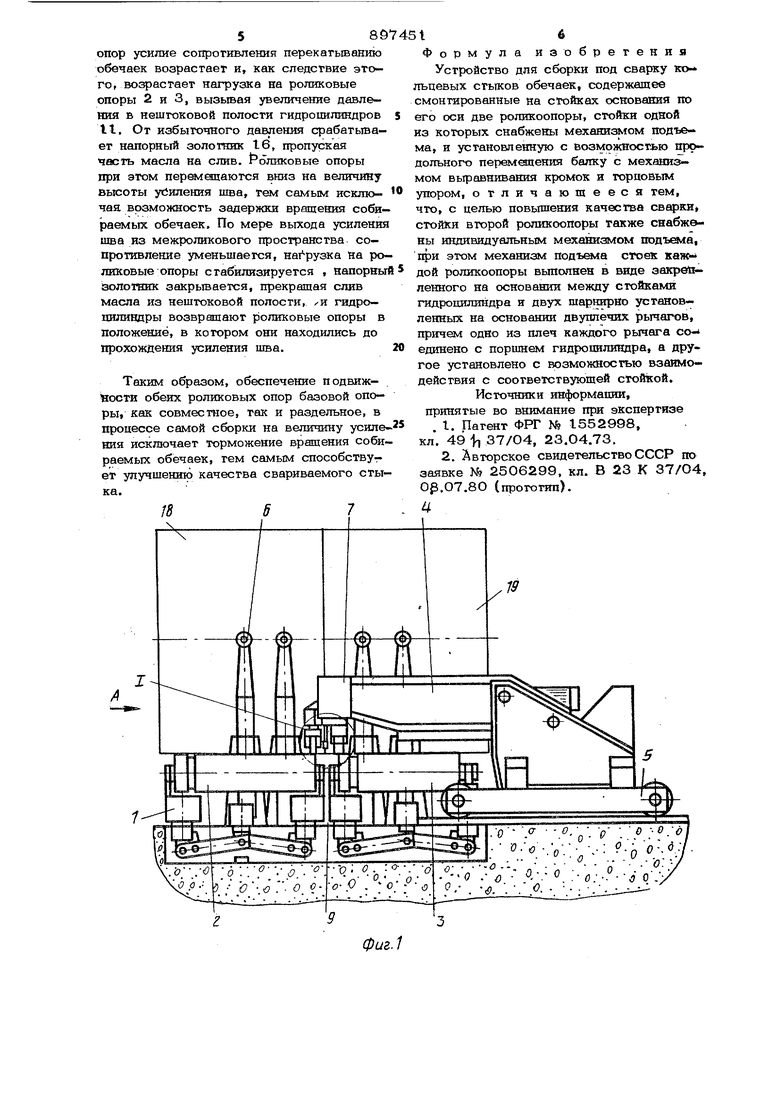
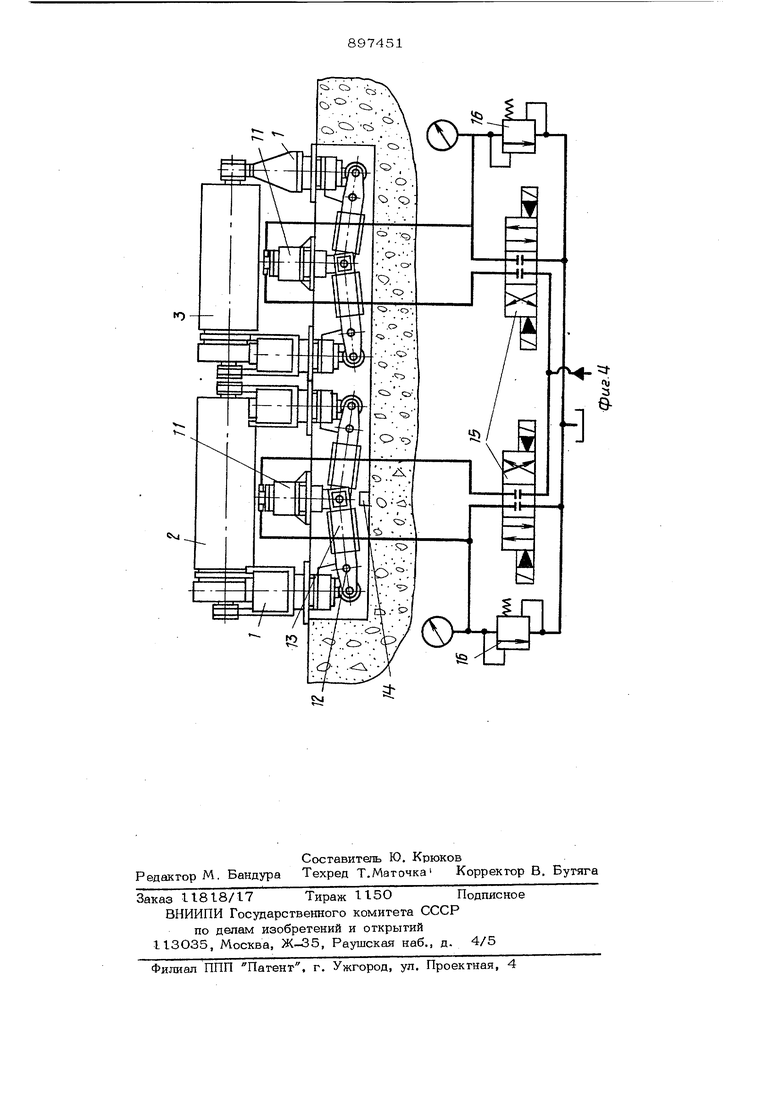
Однако указанное устройство не позволяет производить качественную непреры&ную сварку при сборке кольцевых стыков обечаек в случае наличия на собираемых обечайках усилий продольных швов. Эго объясняется гем, что одна из роликовых опор базовой опоры выполнена неподвиж ной, а вторая - хоть и подвижна в верти кальной плоскости при кастройке всего устройства перед началом сборки, но неподвижна в процессе сборки. Поэтому при прохождении усилений продольных швов между роликами механизма выравнивания кромок и базовыми роликовьпли опорами произойти задержка вращения изделий, вибрация, а следовательно, и срьт дуги. Цель изобретения - устранение влияния усилений продольных швов на качест во сварки. Поставленная цель достигается тем, чтр вустройстве для сборки под сварку кольцевых стыков обечаек, содержащем смонтированные на стойках основания по его оси две роликоопоры, стойки одной и которых снабжены: механизмом подъема, и установленную с возможностью продоль ного перемещения балку с механизмом выравнивашш кромок и торцовым упором стойки второй роликоопоры также снабже ны индиввдуальным механизмом подъема, при этом механизм подъема стоек каждой роликоопоры вьшолнен в виде закрепленно го на основании между стойками гид цилиндра и двух шарнирно установленных на основании двуплечих рычагов, причем одно из плеч каждого рычага соединено с поршнем гидроцилиндра, а другое уста- но влево с возмондаостью взаимодействия с соответствующей стойкой. На фиг. I изображено устройство, общий ввд; на фиг. 2 - вид А на фиг, 1; на фиг. 3 . узел 1 на фиг, Ij на фиг. 4 роликоопоры с гидросхемой. Устройство .содержит смонтированные на основакин стойки I, несущие роликоопоры 2 и 3, консольную балку 4, закрепленную на подвихсной тележке 5, а также поддерживающие опоры б. На балке 4 размещен механизм выравнивания кромок 7, выполненный в виде прижимных роликов 8 и О. Механизм вьфавнивания кромок 7 подвижен в вертикальной плоскости, в свою очередь, ролик 9 подвижен в вертикальной плоскости относитель но ролика 8, Кроме того, оба ролика параллельны роликовым опорам 2 и 3, В промежутке между роликами размешен сварочный автомат Ю. Для обеспечения подвижности роликовых опор 2 и 3 в плоскости, перпендик -лярной основанию, каждая из них снаб жена индивидуальным механизмом подъема стоек. Каждый механизм вьшолнен в виде закрепленного на основании между стойками гидроцилиндра П- и шарнирно установленных на осях t2 основания двух двуплечих рычагов 13. Одно плечо каждого связано с гидроцилиндром, а другое взаимодействует с соответствующей стойкой. Подъем роликовой опоры 2 вверх от номинального положения ограничен упором 14. Роликовая опора 3 перемещается вверх и вниз от номинального положения на величину максимального смещения кромок, плюс величина высоты усиления продольного шва. Каждый гидроцилиндр 11 включен в. гидросистему через распределитель 15. Масло подается в нештоковые полости гидроцилиндров. Регулирование давления производится в помощью напорных золотников 13. По каждую сторону роликовых опор 2 и 3 вдоль устройства установлены выдвижные ролики 17. Они служат для вертикального подъема соб- ранных обечаек 18 и 19 над опорами и для продольного их перемещения вдоль устройства. Устройство работает следующим образом. На базовую опору, т.е. на роликовые опоры 2 и 3, устанавливают две обечай- ки 18 и 19 таким образом, чтобы кольцевой стык приходился на промежуточное пространство между ними. Перед установкой обечаек роликовую опору 2 поднима ют в верхнее положение, пока щток гидроцилиндра 11 не достигнет упора 14, а роликовую опору 3 опускают в крайнее нижнее положение. При этом боковые поддерживающие опоры 6 подводят до соприкосновения с поверхностью обечаек с целью удержания их от опрокиды- . вания. Перемещая тележку 5, внутрь вводят консольную балку 4. Опускают механизм выравнивания кромок 7 до упора в обечайку,18 и прижимают с усилием, необходимым для ее вращения. С помощью гидроцилиндра 11 поднимают роликовую опору 3 с обечайкой 19 до упора в ролик 8и поджимают с тем же усили« ем, что и обечайку 18, Роликовым опорам сообщают вращение. Собираемые обечайки прокатьгеаются между роликами 8 и 9 и роликовыми опорами 2 и 3. Одновременно со сборкой с помощью сварочного автомата Ю производят сварку. При входе усиления продольного щва в зону роликов (см. фиг. 4) и роликовых опор усилие сопротивления перекатыванию обечаек возрастает и, как следствие этого, возрастает нагрузка на роликовые опоры 2 и 3, вызьгоая увеличение давления в нештоковой полости гидроцилиндров II. От избыточного давления срабатьгоа- ет напорный зологник 16, пропуская часть масла на слив. {- оликовые опоры при этом перемещаются вниз на величину вьюоты усиления шва, тем самым исключая возможность задержки вращения соби раемых обечаек. По мере выхода усилени шва из межроликового пространства сопротивление уменьшается, нат рузка На ро ликовые опоры стабилизируется , напорны зологник закрьгоается, прекращая слив масла из нештоковой полости, хи гидро- цилиндры возвращают роликовые опоры в положение, в котором они находились до прохождения усиления шва. Таким образом, обеспечение подвижности обеих роликовых опор базовой опоры, как совместное, так и раздельное, в процессе самой сборки на величину усиле ния исключает торможение вращения соби раемых обечаек, тем самым способствует улучшению качества свариваемого сты ка. 1857 Формула изобретения Устройство для сборки под сварку 1и льпевых стыков обечаек, содержащее смонтированные на стойках основания по его оси две роликоопоры, стойки одной из которых снабжены механи юм подъема, и установленную с возможностью продольного перемещения балку с механизмом вьфавнивания кромок и торцовым упором, отличающееся тем, что, с целью повышения качества сварки стойки второй роликоопоры также снабжены индивидуальным механизмом подъзъса, при этом механизм подъетла стоек каж дои роликоопоры выполнен в виде закрепленного на основании между стойками гидрошишндра н двух шарнирно установленных на основании двуплечих рычагов, причем одно из плеч каждого рычага со- единено с поршнем гидропилиндра, а другое установлено с возможностью взаимодействия с соответствующей стойкой. Источники информашш, принятые во внимание при экспертизе . I. Патент ФРГ № 1552998, кл. 49 In 37/04, 23.04.73. 2. Авторское свидетельство СССР по заявке № 2506299, кл. В 23 К 37/04, ОЭ.О7.8О (прототип). .О- У -д. о -o.oi . -о .-с .:-с:- -- с-у . о. .. О- ..
V a . ° ... ° - °y
JLJ/- ; . TO- °...° °
фаг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки под сварку кольцевыхСТыКОВ ОбЕчАЕК и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1977 |
|
SU799932A1 |
| Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек | 1985 |
|
SU1323310A1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Стенд для сборки под сварку | 1972 |
|
SU468744A1 |

«i. I П
