Изобретение относится к области сварки пластмасс, а именно к сварке
изделий из термопластичных материалов токами высокой частоты.
Целью изобретения является улучшение качества изготовления изделий.
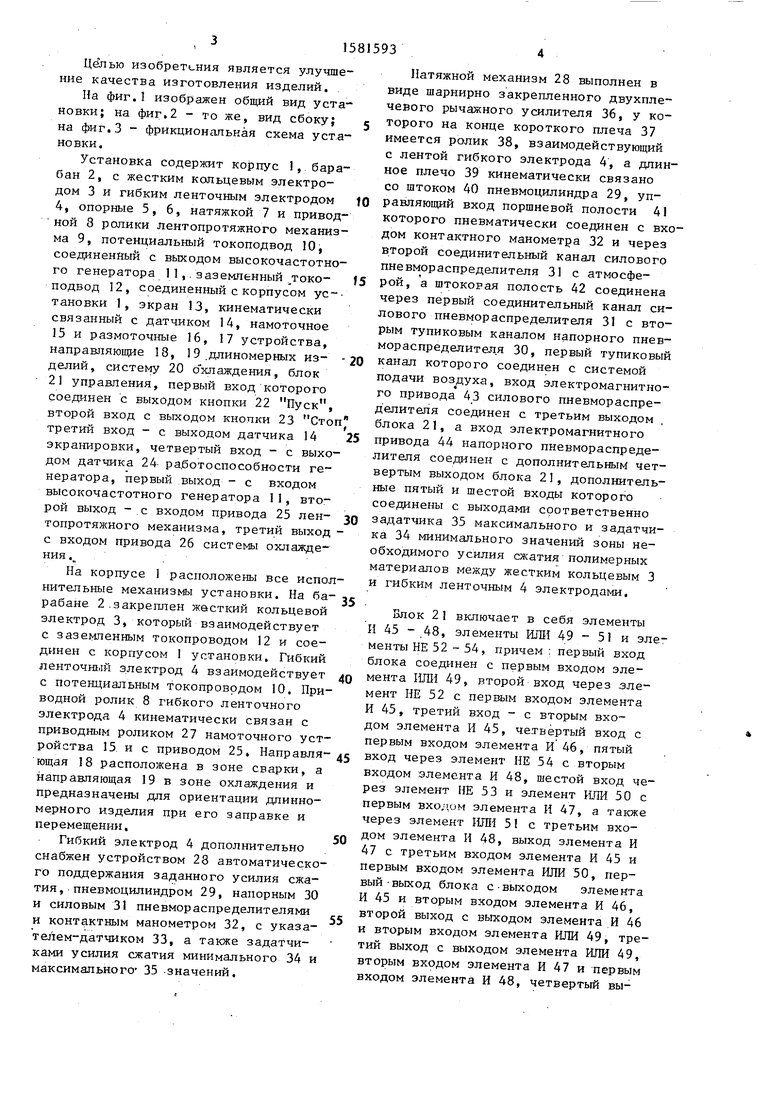
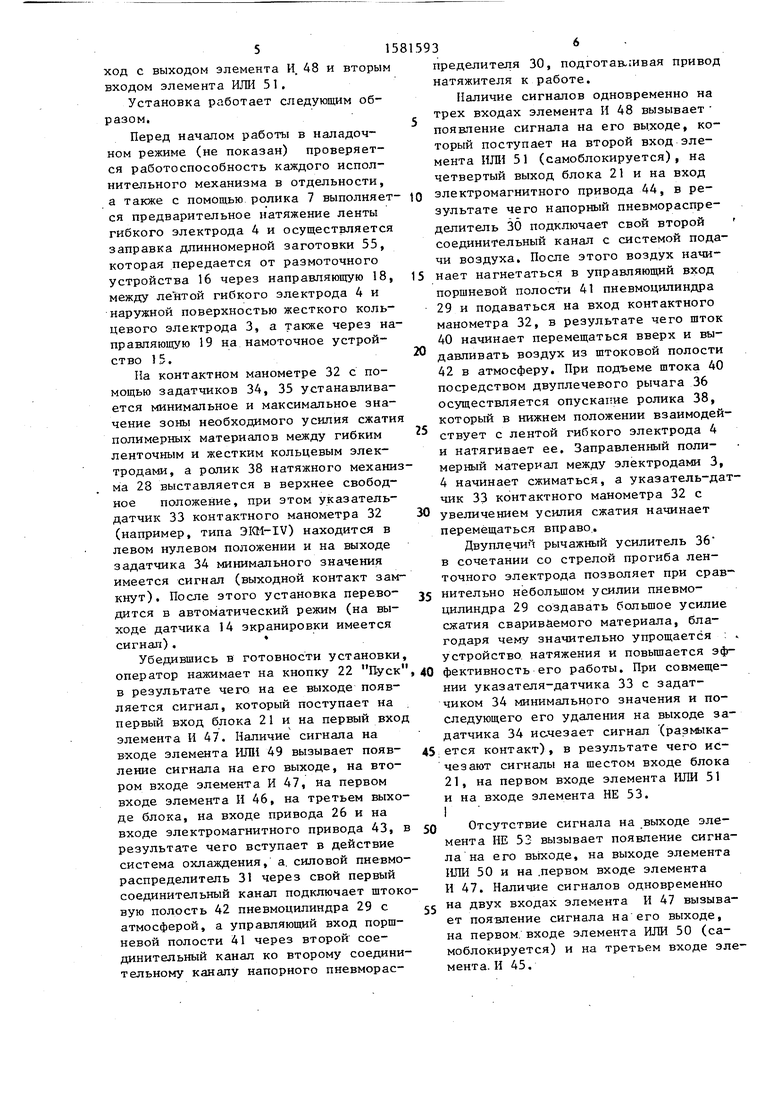
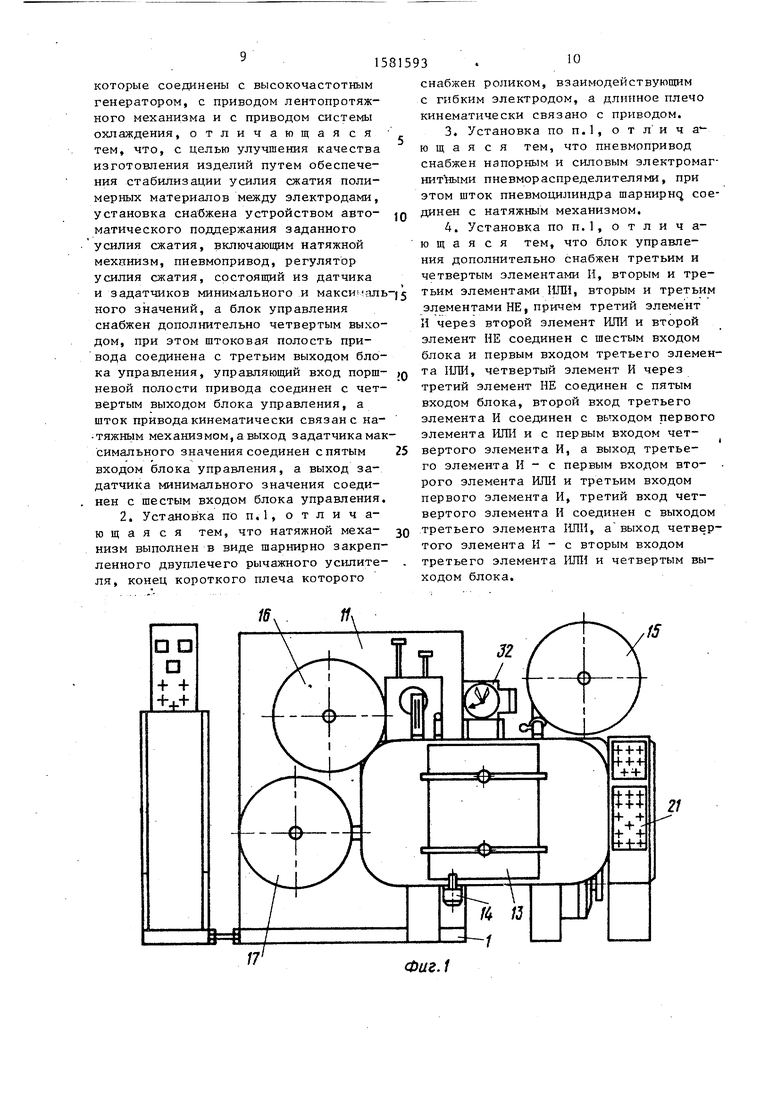
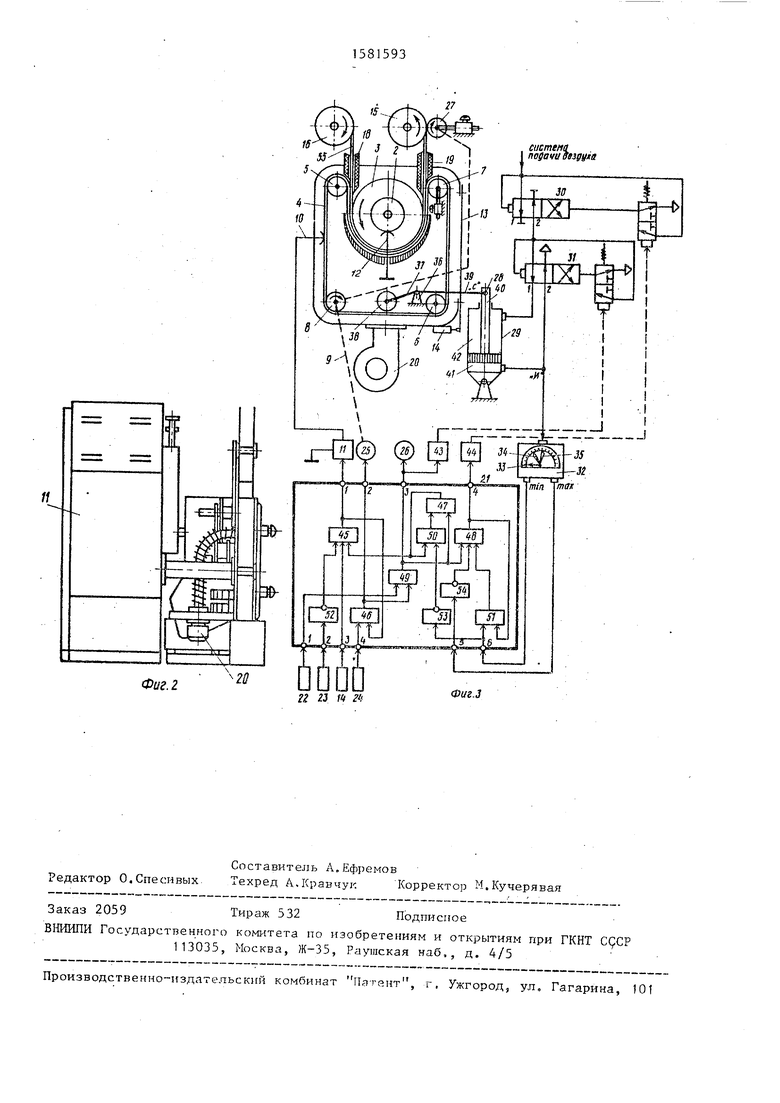
На фиг.1 изображен общий вид уста- новки; на фиг.2 - то же, вид сбоку; на фиг.З - фрикционапьная схема уста- но вки.
Установка содержит корпус 1, барабан 2, с жестким кольцевым электродом 3 и гибким ленточным электродом 4, опорные 5, 6, натяжкой 7 и приводной 8 ролики лентопротяжного механизма 9, потенциальный токоподвод 10, соединенный с выходом высокочастотного генератора 11, заземленный ;гоко- подвод 12, соединенный с корпусом установки 1, экран 13, кинематически связанный с датчиком 14, намоточное 15 и размоточные 16, 17 устройства, направляющие 18, 19 длиномерных из- делий, систему 20 о хлаждения, блок 21 управления, первый вход которого соединен с выходом кнопки 22 Пуск, второй вход с выходом кнопки 23 Стоп третий вход - с выходом датчика 14 экранировки, четвертый вход - с выходом датчика 24 работоспособности генератора, первый выход - с входом высокочастотного генератора 11, второй выход - с входом привода 25 лен- топротяжного механизма, третий выход - с входом привода 26 системы охлаждения .п
На корпусе 1 расположены все исполнительные механизмы установки. На ба- рабане 2 закреплен жесткий кольцевой электрод 3, который взаимодействует с заземленным токопроводом 12 и соединен с корпусом I установки. Гибкий ленточный электрод 4 взаимодействует с потенциальным токопроводом 10. Приводной ролик 8 гибкого ленточного электрода 4 кинематически связан с приводным роликом 27 намоточного устройства 15 и с приводом 25 Направля- ющая 18 расположена в зоне сварки, а направляющая 19 в зоне охлаждения и предназначены для ориентации длинномерного изделия при его заправке и перемещении.
Гибкий электрод 4 дополнительно снабжен устройством 28 автоматического поддержания заданного усилия сжатия, пневмоцилиндром 29, напорным 30 и силовым 31 пневмораспределителями и контактным манометром 32, с указателем-датчиком 33, а также задатчи- ками усилия сжатия минимального 34 и максимального- 35 значений.
е
fO J5 0 5 Q
«0 45 CQ
5
Натяжной механизм 28 выполнен в виде шарнирно закрепленного двухпле- чевого рычажного усилителя 36, у которого на конце короткого плеча 37 имеется ролик 38, взаимодействующий с лентой гибкого электрода 4, а длинное плечо 39 кинематически связано со штоком 40 пневмоцилиндра 29, управляющий вход поршневой полости 41 которого пневматически соединен с входом контактного манометра 32 и через второй соединительный канал силового пневмораспределителя 31 с атмосферой, а штоковая полость 42 соединена через первый соединительный канал силового пневмораспределителя 31 с вторым тупиковым каналом напорного пневмораспределителя 30, первый тупиковый канал которого соединен с системой подачи воздуха, вход электромагнитного привода 43 силового пневмораспределителя соединен с третьим выходом блока 21, а вход электромагнитного привода 44 напорного пневмораспределителя соединен с дополнительным четвертым выходом блока 21, дополнительные пятый и шестой входы которого соединены с выходами соответственно эадатчика 35 максимального и задатчи- ка 34 минимального значений зоны необходимого усилия сжатия полимерных материалов между жестким кольцевым 3 и гибким ленточным 4 электродами.
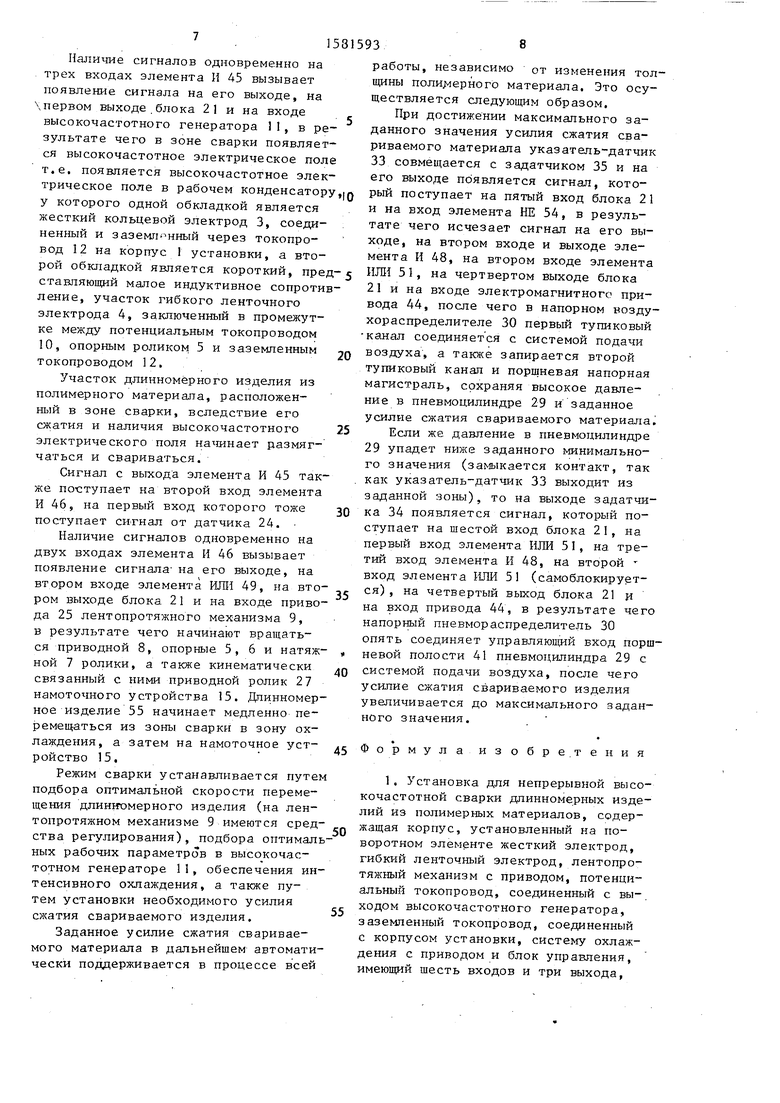
Блок 21 включает в себя элементы И 45 - 48, элементы ИЛИ 49-51 и элементы НЕ 52 - 54, причем первый вход блока соединен с первым входом элемента ИЛИ 49, второй вход через элемент НЕ 52 с первым входом элемента И 45, третий вход - с вторым входом элемента И 45, четвертый вход с первым входом элемента И 46, пятый вход через элемент НЕ 54 с вторым входом элемента И 48, шестой вход через элемент НЕ 53 и элемент ИЛИ 50 с первым входом элемента И 47, а также через элемент ИЛИ 51 с третьим входом элемента И 48, выход элемента И 47 с третьим входом элемента И 45 и первым входом элемента ИЛИ 50, первый выход блока с выходом элемента И 45 и вторым входом элемента И 46, второй выход с выходом элемента И 46 и вторым входом элемента ИЛИ 49, третий выход с выходом элемента ИЛИ 49, вторым входом элемента И 47 и первым входом элемента И 48, четвертый выход с выходом элемента И. 48 и вторым входом элемента ИЛИ 51.
Установка работает следующим образом.
Перед началом работы в наладочном режиме (не показан) проверяется работоспособность каждого исполнительного механизма в отдельности, а также с помощью ролика 7 выполняет- ся предварительное натяжение ленты гибкого электрода 4 и осуществляется заправка длинномерной заготовки 55, которая передается от размоточного устройства 16 через направляющую 18, между лентой гибкого электрода 4 и наружной поверхностью жесткого кольцевого электрода 3, а также через направляющую 19 на намоточное устройство 15.
На контактном манометре 32 с помощью задатчиков 34, 35 устанавливается минимальное и максимальное значение зоны необходимого усилия сжатия полимерных материалов между гибким ленточным и жестким кольцевым электродами, а ролик 38 натяжного механизма 28 выставляется в верхнее свободное положение, при этом указатель- датчик 33 контактного манометра 32 (например, типа ЭКМ-IV) находится в левом нулевом положении и на выходе задатчика 34 минимального значения имеется сигнал (выходной контакт замкнут). После этого установка перево- дится в автоматический режим (на выходе датчика 14 экранировки имеется сигнал).
Убедившись в готовности установки, оператор нажимает на кнопку 22 Пуск в результате чего на ее выходе появляется сигнал, который поступает на первый вход блока 21 и на первый вход элемента И 47. Наличие сигнала на входе элемента ИЛИ 49 вызывает появ- ление сигнала на его выходе, на втором входе элемента И 47, на первом входе элемента И 46, на третьем выходе блока, на входе привода 26 и на входе электромагнитного привода 43, в результате чего вступает в действие система охлаждения, а силовой пневмо- распределитель 31 через свой первый соединительный канал подключает штоко вую полость 42 пневмоцилиндра 29 с атмосферой, а управляющий вход поршневой полости 41 через второй соединительный канал ко второму соединительному каналу напорного пневмораспределителя 30, подготавливая привод натяжителя к работе.
Наличие сигналов одновременно на трех входах элемента И 48 вызывает появление сигнала на его выходе, который поступает на второй вход элемента ИЛИ 51 (самоблокируется), на четвертый выход блока 21 и на вход электромагнитного привода 44, в результате чего напорный пневмораспре- делитель 30 подключает свой второй соединительный канал с системой подачи воздуха. После этого воздух начинает нагнетаться в управляющий вход поршневой полости 41 пневмоцилиндра 29 и подаваться на вход контактного манометра 32, в результате чего шток 40 начинает перемещаться вверх и выдавливать воздух из штоковой полости 42 в атмосферу. При подъеме штока 40 посредством двуплечевого рычага 36 осуществляется опускание ролика 38, который в нижнем положении взаимодействует с лентой гибкого электрода 4 и натягивает ее. Заправленный полимерный материал между электродами 3, 4 начинает сжиматься, а указатель-датчик 33 контактного манометра 32 с увеличением усилия сжатия начинает перемещаться вправо.
Двуплечий рычажный усилитель 36 в сочетании со стрелой прогиба ленточного электрода позволяет при срав нительно небольшом усилии пневмоцилиндра 29 создавать большое усилие сжатия свариваемого материала, благодаря чему значительно упрощается устройство натяжения и повышается эффективность его работы. При совмещении указателя-датчика 33 с задат- чиком 34 минимального значения и последующего его удаления на выходе задатчика 34 исчезает сигнал (размыкается контакт), в результате чего исчезают сигналы на шестом входе блока 21, на первом входе элемента ИЛИ 51 и на входе элемента НЕ 53. I
Отсутствие сигнала на выходе элемента НЕ 53 вызывает появление сигнала на его выходе, на выходе элемента ИЛИ 50 и на первом входе элемента И 47. Наличие сигналов одновременно на двух входах элемента И 47 вызывает появление сигнала на его выходе, на первом входе элемента ИЛИ 50 (самоблокируется) и на третьем входе элемента. И 45.
1531593
Наличие сигналов одновременно на трех входах элемента И 45 вызывает появление сигнала на его выходе, на первом выходе блока 21 и на входе высокочастотного генератора 11, в результате чего в зоне сварки появляется высокочастотное электрическое поле т.е. появляется высокочастотное элекрщ
д ри 3 е
При достижении максимального заданного значения усилия сжатия свариваемого материала указатель-датчик 33 совмещается с задатчиком 35 и на его выходе появляется сигнал, кототрическое поле в рабочем конденсатору, рый поступает на пятый вход блока 21 у которого одной обкладкой является жесткий кольцевой электрод 3, соединенный и заземленный через токопро- вод 12 на корпус I установки, а второй обкладкой является короткий, пред-5 ИЛИ 51, на чертвертом выходе блока
и на вход элемента НЕ 54, в результате чего исчезает сигнал на его выходе, на втором входе и выходе элемента И 48, на втором входе элемента
ставляющии малое индуктивное сопротивление, участок гибкого ленточного электрода 4, заключенный в промежутке между потенциальным токопроводом 10, опорным роликом 5 и заземленным токопроводом 12.
Участок длинномерного изделия из полимерного материала, расположенный в зоне сварки, вследствие его сжатия и наличия высокочастотного электрического поля начинает размягчаться и свариваться.
Сигнал с выхода элемента И 45 также поступает на второй вход элемента И 46, на первый вход которого тоже поступает сигнал от датчика 24.
Наличие сигналов одновременно на двух входах элемента И 46 вызывает появление сигнала на его выходе, на втором входе элемента ИЛИ 49, на втором выходе блока 21 и на входе привода 25 лентопротяжного механизма 9, в результате чего начинают вращаться приводной 8, опорные 5, 6 и натяжной 7 ролики, а также кинематически связанный с ними приводной ролик 27 намоточного устройства 15. Длинномерное изделие 55 начинает медленно перемещаться из зоны сварки в зону охлаждения, а затем на намоточное устройство 15.
Режим сварки устанавливается путем подбора оптимальной скорости перемещения длинномерного изделия (на лентопротяжном механизме 9 имеются средства регулирования), подбора оптимальных рабочих параметров в высокочастотном генераторе 11, обеспечения интенсивного охлаждения, а также путем установки необходимого усилия сжатия свариваемого изделия.
Заданное усилие сжатия свариваемого материала в дальнейшем автоматически поддерживается в процессе всей
21 и на входе электромагнитного привода 44, после чего в напорном воздухораспределителе 30 первый тупиковый канал соединяется с системой подачи
20 воздуха, а также запирается второй тупиковый канал и поршневая напорная магистраль, сохраняя высокое давление в пневмоцилиндре 29 и заданное усилие сжатия свариваемого материала.
5 Если же давление в пневмоцилиндре 29 упадет ниже заданного минимального значения (замыкается контакт, так как указатель-датчик 33 выходит из заданной -зоны), то на выходе задатчи30 ка 34 появляется сигнал, который поступает на шестой вход блока 21, на первый вход элемента ИЛИ 51, на третий вход элемента И 48, на второй г вход элемента ИЛИ 5 (самоблокируетэг ся), на четвертый выход блока 21 и на вход привода 44, в результате чего напорный пневмораспределитель 30 опять соединяет управляющий вход порш- невой полости 41 пневмоцилиндра 29 с
40 системой подачи воздуха, после чего усилие сжатия свариваемого изделия увеличивается до максимального заданного значения.
45 Формула изобретения
50
55
1. Установка для непрерывной высокочастотной сварки длинномерных изделий из полимерных материалов, содержащая корпус, установленный на поворотном элементе жесткий электрод, гибкий ленточный электрод, лентопротяжный механизм с приводом, потенциальный токопровод, соединенный с выходом высокочастотного генератора, заземленный токопровод, соединенный с корпусом установки, систему охлаждения с приводом и блок управления, имеющий шесть входов и три выхода,
8
работы, независимо от изменения толщины полимерного материала. Это осуществляется следующим образом.
При достижении максимального заданного значения усилия сжатия свариваемого материала указатель-датчик 33 совмещается с задатчиком 35 и на его выходе появляется сигнал, который поступает на пятый вход блока 21 ИЛИ 51, на чертвертом выходе блока
и на вход элемента НЕ 54, в результате чего исчезает сигнал на его выходе, на втором входе и выходе элемента И 48, на втором входе элемента
0
5
1. Установка для непрерывной высокочастотной сварки длинномерных изделий из полимерных материалов, содержащая корпус, установленный на поворотном элементе жесткий электрод, гибкий ленточный электрод, лентопротяжный механизм с приводом, потенциальный токопровод, соединенный с выходом высокочастотного генератора, заземленный токопровод, соединенный с корпусом установки, систему охлаждения с приводом и блок управления, имеющий шесть входов и три выхода,
которые соединены с высокочастотным генератором, с приводом лентопротяжного механизма и с приводом системы охлаждения, отличающаяся тем, что, с целью улучшения качества изготовления изделий путем обеспечения стабилизации усилия сжатия полимерных материалов между электродами, установка снабжена устройством автоматического поддержания заданного усилия сжатия, включающим натяжной мехннизм, пневмопривод, регулятор усилия сжатия, состоящий из датчика
581593.10
снабжен роликом, взаимодействующим с гибким электродом, а длинное плечо кинематически связано с приводом.
3.Установка по п.1, о т л1 и ч а-, ю щ а я с я тем, что пневмопривод снабжен напорным и силовым электромагнитными пневмораспределителями, при этом шток пневмоцилиндра mapmipHq соединен с натяжным механизмом,
4.Установка по п.1, отличающаяся тем, что блок управления дополнительно снабжен третьим и четвертым элементами И, вторым и тре10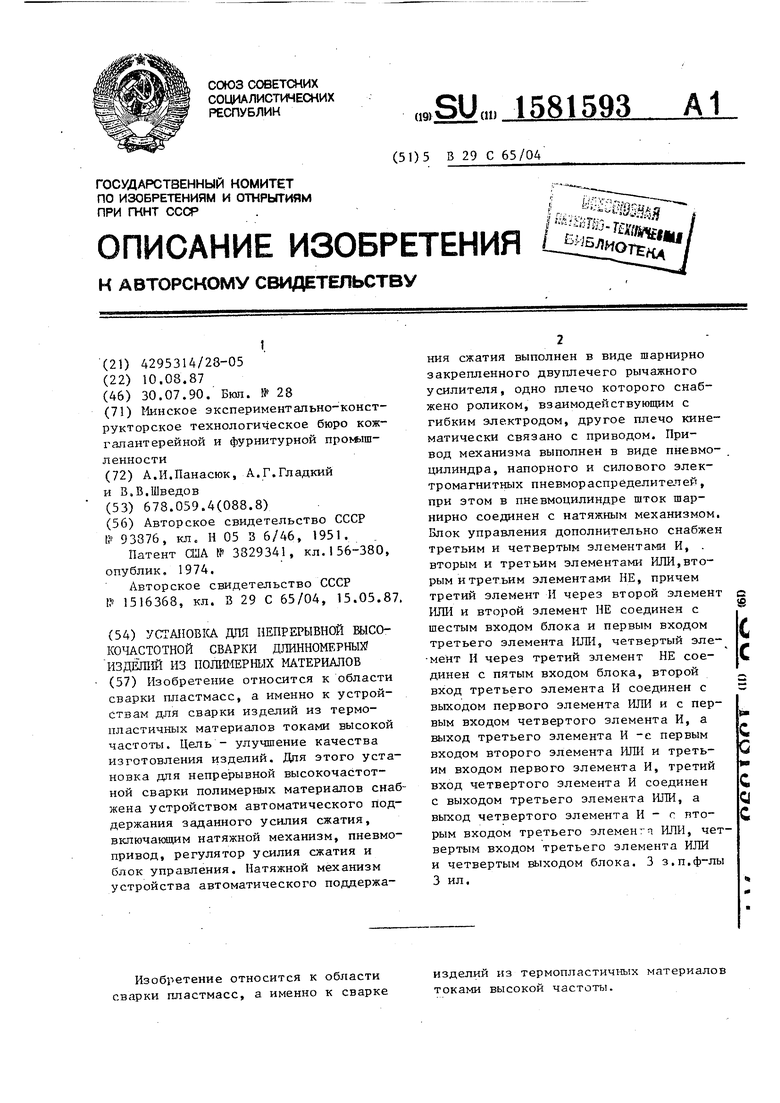
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной высокочастотной сварки полимерных материалов | 1987 |
|
SU1516368A1 |
| Установка для непрерывной высокочастотной сварки длинномерных изделий из полимерных материалов | 1987 |
|
SU1581594A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| СТЕНД МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС | 2015 |
|
RU2601295C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Станок для бандажирования | 1984 |
|
SU1277304A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| Пневмогидропривод установки для наполнения баллонов сжиженным газом | 1985 |
|
SU1346902A1 |
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки изделий из термопластичных материалов токами высокой частоты. Цель - улучшение качества изготовления изделий. Для этого установка для непрерывной высокочастотной сварки полимерных материалов снабжена устройством автоматического поддержания заданного усилия сжатия, включающим натяжной механизм, пневмопривод, регулятор усилия сжатия и блок управления. Натяжной механизм устройства автоматического поддержания сжатия выполнен в виде шарнирно закрепленного двуплечего рычажного усилителя, одно плечо которого снабжено роликом, взаимодействующим с гибким электродом, другое плечо кинематически связано с приводом. Привод механизма выполнен в виде пневмоцилиндра, напорного и силового электромагнитных пневмораспределителей, при этом в пневмоцилиндре шток шарнирно соединен с натяжным механизмом. Блок управления дополнительно снабжен третьим и четвертым элементами И, вторым и третьим элементами ИЛИ, вторым и третьим элементами НЕ, причем третий элемент И через второй элемент ИЛИ и второй элемент НЕ соединен с шестым входом блока и первым входом третьего элемента ИЛИ, четвертый элемент И через третий элемент НЕ соединен с пятым входом блока, второй вход третьего элемента И соединен с выходом первого элемента ИЛИ и с первым входом четвертого элемента И, а выход третьего элемента И - с первым входом второго элемента ИЛИ и третьим входом первого элемента И, третий вход четвертого элемента И соединен с выходом третьего элемента ИЛИ, а выход четвертого элемента И - с вторым входом третьего элемента ИЛИ, четвертым входом третьего элемента ИЛИ и четвертым выходом блока. 3 з.п. ф-лы, 3 ил.
и задатчиков минимального и максималь-|5 тьим элементами ИЛИ, вторым и третьим ного значений, а блок управления элементами НЕ, причём третий элемент
снабжен дополнительно четвертым выходом, при этом штоковая полость привода соединена с третьим выходом блока управления, управляющий вход порш- Q невой полости привода соединен с четвертым выходом блока управления, а шток привода кинематически связан с на- тяжным механизмом, а выход задатчикамак-
сималъного значения соединен с пятым входом блока управления, а выход за- датчика минимального значения соединен с шестым входом блока управления. 2. Установка по п,1, о т л и ч аю щ а я с я тем, что натяжной меха-30 третьего элемента ИЛИ, а выход четвер- низм выполнен в виде шарнирно закреп- того элемента И - с вторым входом
ленного двуплечего рычажного усилите-. третьего элемента ИЛИ и четвертым вы- ля, конец короткого плеча которого ходом блока.
1S
И через второй элемент ИЛИ и второй элемент НЕ соединен с шестым входом блока и первым входом третьего элемента ИЛИ, четвертый элемент И через третий элемент НЕ соединен с пятым входом блока, второй вход третьего элемента И соединен с выходом первого элемента ИЛИ и с первым входом четвертого элемента И, а выход третьего элемента И - с первым входом второго элемента ИЛИ и третьим входом первого элемента И, третий вход четвертого элемента И соединен с выходом
Фиг.1
Фиг. 2
гг гз я
Фиг.З
| Способ получения заменителей кожи | 1950 |
|
SU93376A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Патент США № 3329341, кл.156-380, опублик, 1974 | |||
| Установка для непрерывной высокочастотной сварки полимерных материалов | 1987 |
|
SU1516368A1 |
| Солесос | 1922 |
|
SU29A1 |
