(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки инструментов из быстрорежущей стали | 1987 |
|
SU1603784A1 |
| Способ термической обработки инструмента из быстрорежущих сталей | 1989 |
|
SU1708885A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УЛУЧШЕНИЯ ИНСТРУМЕНТА | 2014 |
|
RU2547978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1979 |
|
SU933750A1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ восстановительной термообработки быстрорежущего инструмента | 1990 |
|
SU1730181A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1990 |
|
RU2015181C1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1989 |
|
SU1765211A1 |
Изобретение относится к инструментальному производству, в частности к термической обработке резцов из быстрорежущей стали. Цель изобретения - повышение ударной вязкости, эксплуа- тационной стойкости и ускорение процесса термообработки. Строгальные резцы из стали Р6М5ФЗ подвергали нагреву под закалку до 1230°С, выдержке, охлаждению в масле до 80-140°С, выдержке и нагреву до 620±10°С с регламентированной скоростью 60-180°С/м, выдержке и охлаждению на воздухе. Отпуск проводили 1 раз при 560°С 1 ч. Стоимость резцов при строгании сплава 36HXTIO возросла в 1,5 разя при снижении времени на термообработку в 2,5 раза. 1 табл.
Изобретение относится к инструмен- ,тальному производству, в частности к .термической обработке резцов из быстрорежущей стали.
Цель изобретения - повышение ударной вязкости, эксплуатационной стойкости и ускорение процесса термообра- ботки.
Изобретение иллюстрируется примерами, приведенными в таблице.
Из стали Р6М5ФЗ изготавливали строгальные резцы и подвергали термообработке по режиму:
Подогрев до, С 850 Время, мин3
Окончательный нагрев под закалку до, °С . 1230 выдержка 10 с на 1 мм толщины, охлаждение в масле до 80-l40ftC, выдержка
2 мин, нагрев до отпуска 620+10°С со скоростью 60-180 С/мин проводили как в соли, так и на воздухе, выдержка 30 мин и охлаждение на воздухе. Отпуск 1 раз при 560°С, 1 ч, охлаждение на воздухе
Резцы изготавливали и испытывали при строгании сплава 36НХТЮ с при глубине строгания 1,5 мм, подаче 0,3 им, длине пути резца 120 мм.
Внедрение изобретения позволяет существенно повысить производительность процесса, при этом количество инструмента значительно возрастает.
Формула изобретения
Способ термической обработки инструментов из быстрорежущей стали, включающий нагрев до температуры заел
00 ГчЭ
оэ
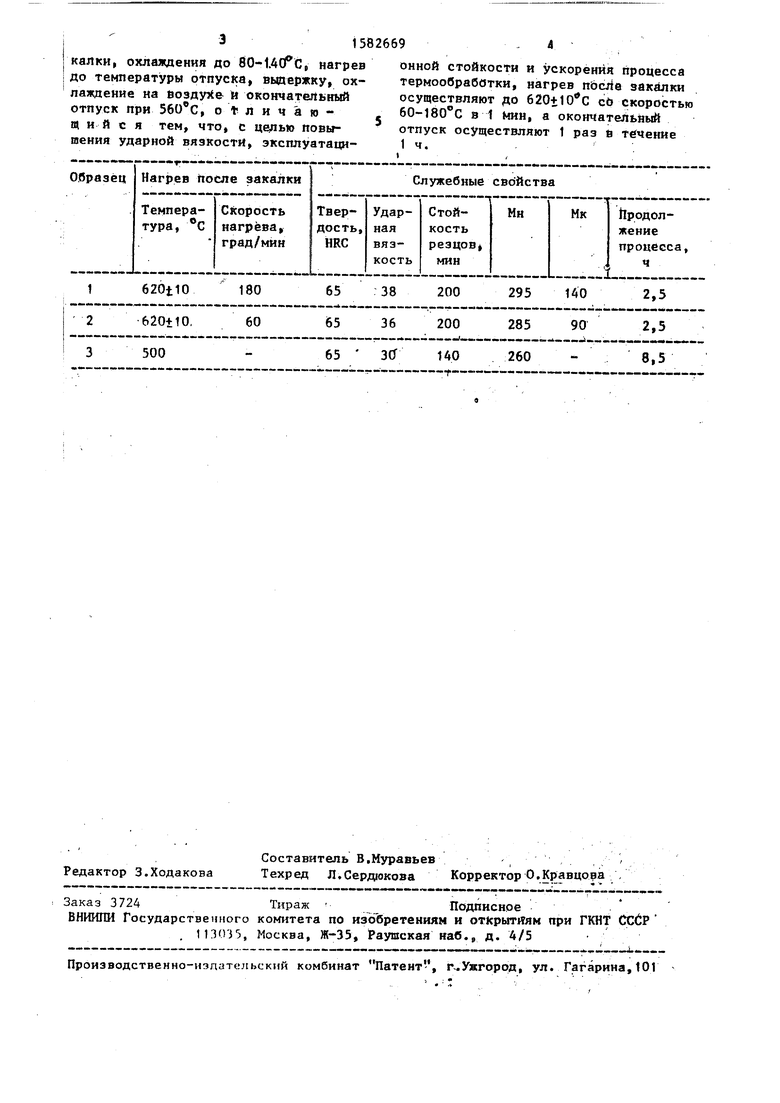
калки, охлаждения до 80-1. нагрев до температуры отпуска, выдержку, охлаждение на воздухе и окончатеПьный отпуск при 560°С, отличающийся тем, что, с целью повышения ударной вязкости, эксплуатаци
620t10 620+10, 500
180 60
65 65
65
онной стойкости и ускорения процесса термообработки, нагрев nocrie закалки осуществляют до 620+10 С со скоростью 60-180°С в 1 мин, а окончательный отпуск осуществляют 1 раз в течение 1 ч.
200 200
295 285 260
140
2,5 2,5 в,5
90
.;.
140
| Геллер Ю.А | |||
| Инструментальные стали | |||
| П.: Металлургия, 1983, с.272- 276 | |||
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
