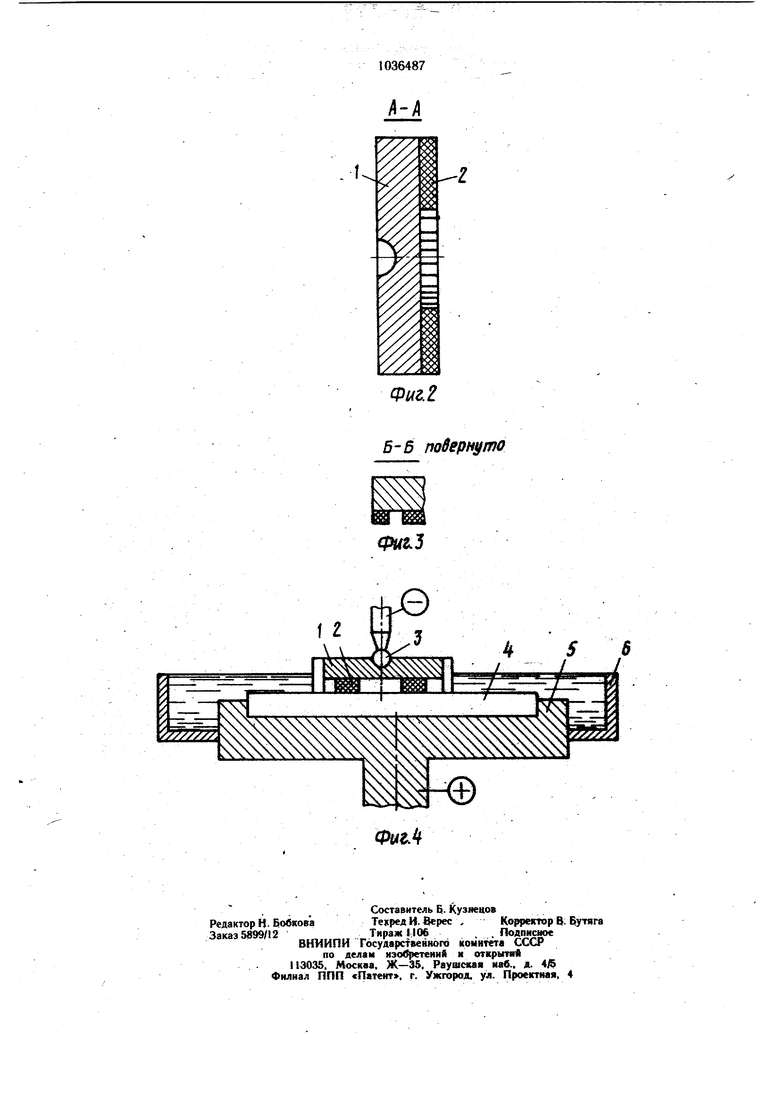
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электрода-инструмента для электрохимикомёханической обработки, и может быть использовано в технологин финишной обработки металлов и сплавов. Известен электрод:инструмент для элёкТрохимикомеханического полирования, выполненный в виде плоского металлического диска с абразивным покрытием на рабочей поверхности, разделенным сходящимися к центру пазами I. Недостатками известного электрода-инструмента являются низкие точность и производительность процесса из-за неравномерной подачи электролито-абразивной смеси в рабочий зазор вследствие появлейня отрицательных гидродинамических явлений (завихрение электролита, образование застойных зон). Цель изобретения - повышение точности и производительности процесса за счет улучшения подачи электрол№то-абразивной смеси в зону обработки. Указанная цель достигается тем, что в электроде-инструменте для электрохимикомеханического полирования, выполненном в виде плоского металлического диска с абразивным покрытием, на торцовой рабочей поверхности разделенным сходящимися к центру криволинейными пазами, последние выполнены зеркально симметричными относительно плоскости, проходящей через ось вращения электрода-инструмента.. На фиг. t изображен электрод-инструмент для электрохимикомеханического полирования, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. -3 - сеЦение Б-Б иа фиг. 1; на фиг. 4 - схема электрохимикомеханического полирования. Электрод-инструмент содержит металлический диск 1 с нанесенными на его поверхность секциями полировочной смолы 2, шаржированной абразивом, и разделенными друг от друга криволинейными пазами, поводок 3 для прижима к обрабатываемой детали 4, закрепленной на столе б. На наружной цилиндрической поверхности электрода-инструмента расположе.ны лопасти, рабочие поверхности которых образованы продолжением вогнутых боковых поверхностей -криволинейных пазов и предназначены для захвата и направления потока электролита. Для полного заполиения электролито-абразивной смесью межэле.ктродного промежутка на столе 5 закреплен кожух 6. В процессе обработки электрод-инструмент подсоединяют к отрицательному полюсу источника технологического напряжения и прижимают с необходимым усилием поводком 3, служащим одновременно токоподводом, к обрабатываемой детали 4. Электрод-инструмент совершает возвратнопоступательное перемещение по обрабатываемой поверхности. Обрабатываемую деталь 4 закрепляют на столе 5, подсоединяют к положительному полюсу источника технологического напряжения и вращают вместе со столом 5. Электролито-абразивная смесь подается свободным поливом в зону обработки. При вращении электрода-инструмента под действием сил трения вокруг оси поводка 3, электролито-абразивная смесь захватывается лопастями одной половины электродинструмента и направляется по криволинейным пазам к центру. Противоположное направление лопастей на другой половине электрода-инструмента, при его вращении создает условия для образования гидродинамического разрежения у выхода криволинейных пазов. Таки.м образом, в процессе обработки предлагаемым электродом-инструментом электролито-абразивная смесь циркулирует по криволинейным пазам с постоянным расходом за счет разности давленийна входе и выходе криволинейных пазов. Обеспечение стабильных гидродинамических параметров обработки позволяет повысить точность и производительность анодной составляюШей процесса, а следовательно, более равномерное удаление припуска с обрабатываемой поверхности. Стабильная циркуляция электролито-абразивной смеси в зоне обработки, а также предварительное шаржирование рабочей поверхности полировочной смолы абразивными зернами обеспечивают доставку и постоянную замену абразивных зерен и удаление продуктов обработки. Постоянная доставка абразивных зерен в зону обработки приводит к увеличению их режущей способности за счет обновления режущих граней, что также позволяет повысить производительность процесса.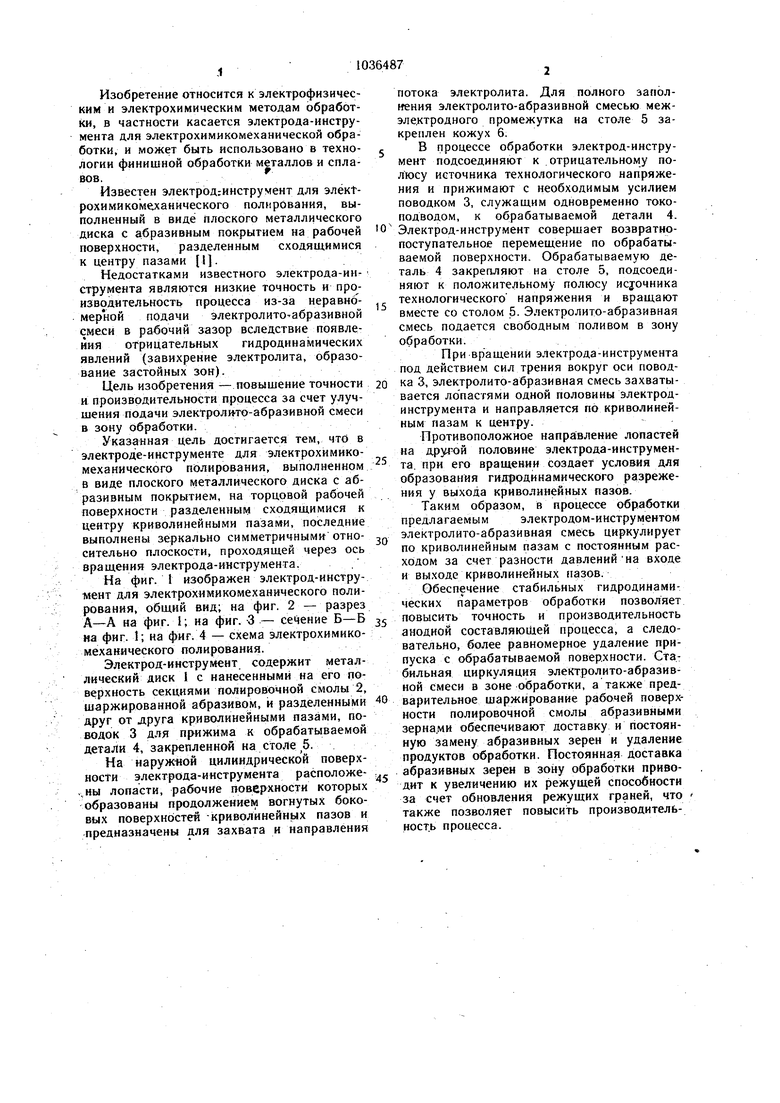
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Способ электрохимикомеханического полирования | 1985 |
|
SU1333488A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1338987A1 |
| Электрод-инструмент для электрохимикомеханической обработки | 1986 |
|
SU1371814A1 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
| Способ электрохимикомеханического полирования | 1983 |
|
SU1279765A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1247203A1 |
| Способ электрохимикомеханической обработки | 1976 |
|
SU719848A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ, выполненный в виде плоо кого металлического диска с абразивным покрытием на торцовой рабочей поверхности разделенным сходящимися к центру криволинейными пазами, отличающийся тем, что, с целью повышения точности и производительности процесса за счет улучшения подачн электролито-абразианой смеси в зону обработки, пазы выполнены зеркально снмметричными относнтелык плоскостн, проходящей через ось вращения электрода-инструмента. СО О) 4i СХ) 
| I | |||
| Алмазно-абразивная доводка | |||
| М., НИИМАШ, 1972, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
