Изобретение относится к прокатному производству и мТэжет быть использовано при создании новых мощностей по производству, а также при реконструкции сортовых станов.
Цель изобретения - увеличение ресурса непрьгоной работы готовых групп клетей за счет повышения равномерности их загрузки.
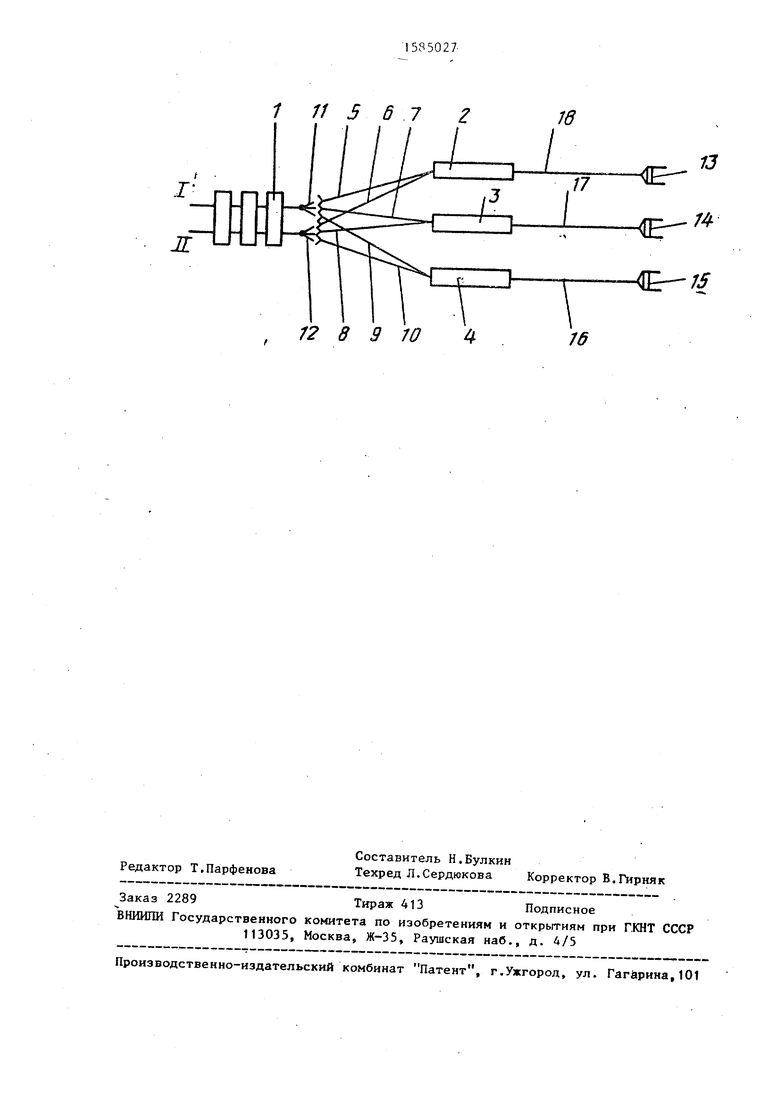
На чертеже схематически изображен участок двухниточного непрерывного стана от последних клетей промежуточной группы до моталок.
Непрерывный прокатный стан включает n-ниточные черновую (на чертеже не
показана) и промежуточную 1 и п+1 однониточных чистовых групп клетей 2-4. Каждая однониточная чистовая группа клетей 2-4 соединена с каждым калибром последней клети промежуточной группы 1 проводками 5-10 через п+1 позиционную стрелку 11 и 12. Кроме п имеющихся моталок 13 и 14 стан включает дополнительную n+1-ю моталку 15, соединенную проводкой 16 с n+1-й чистовой группой клетей 4. Таким образом, количество чистовых групп клетей 2-4 соответствует количеству моталок 13-15 и равно п+1, причем каждая чистовая группа клетей
ЈЛ
00 СП
2-4 связана проводкой 16-18 с какой- либо одной моталкой 13-15.
Пример. В рассматриваемом случае непрерывный прокатный стан выполнен двухниточным, т.е. п - 2. Из этого следует, что он содержит три однониточных чистовых группы клетей 2-4, каждая из которых, с од- нсй стороны, соединена проводками 16-18 с соответствующей моталкой 13- 15, ас другой стороны, - с каждой ниткой I, II (с каждым калибром последней клети промежуточной группы) через трехпозиционную стрелку.
Стан работает следующим образом.
Заготовки, нагретые в методической печи,, выдаются выталкивателем и поочередно направляются специальным устройством в каждый рабочий калибр первой клети черновой группы (на чертеже не показаны)е Полосы, прокатанные в черновой группе, направляются в двухниточную промежуточную группу рабочих клетей.
В зависимости от готовности одно- ниточных чистовых групп клетей 2-4 возможно четыре режима работы стана один основной и три аварийных. Для пояснения работы стана при различных режимах работы условимся, что первая позиция трехпозициокных стрелок 11 и 12 направляет прокатываемую полосу в группу чистовых клетей 2; вторая - в группу 3; третья - в группу 4.
Основной режим.
Все однониточные чистовые группы клетей 2-4 готовы к приему металла. Трсхпозиционная стрелка 11 устанавливается в первую позицию, а стрелка 12 во вторую. Это означает, что полоса, поступающая по нитке I прокатывается в группе чистовых клетей 2 и далее по проводке 18 поступает к моталке 13, а полоса II прокатывается в группе чистовых клетей 3 и далее по проводке 17 поступает к моталке 14. Группа чистовых клетей 4 и соединенная с нею проводкой 16 моталка 15 не работают.
1
После выхода заднего конца полосы, поступающей по нитке I, из зоны трехпозиционной стрелки 119 последня устанавливается-в третью позицию, а после выхода заднего конца полосы, поступающей по нитке II9 из зоны стрелки 125 последняя устанавливает ся в первую позицию. Это означает что следующая полоса, поступающая
5
0
5
0
5
5
0
5
по нитке I, обрабатывается в группе чистовых клетей 4 и связанной с нею проводкой 16 моталки 15, а следующая полоса, поступающая по нитке II, проходит группу чистовых клетей 2, проводку 18 и моталку 13. Группа чистовых клетей 3 и соединенная с нею проводкой 17 моталка 14 не работает.
После того, как задний конец второй полосы, поступающей по нитке I, минует зону трехпозиционной стрелки 115 а задний конец второй полосы, поступающей по нитке II - зону стрелки 12, стрелки 11 и 12 устанавливаются соответственно во вторую и в третью позиции. В этом случае группа чистовых клетей 3 и соединенная с нею проводкой 17 моталка 4 обрабатывают полосу, поступающую по нитке I, так же агрегаты и механизмы обрабатывают полосу, поступающую по нитке II, а группа чистовых клетей 2 проводка 18 и моталка 13 не работают.
После окончания обработки третьей пары полос, поступающих по ниткам I и II трехпозиционные стрелки 11 и 12 устанавливаются. стрелка 11 - в пер- вую позицию, а стрелка 12 - во вторую, и цикл повторяется по описанной схеме.
При работе в основном режиме достигается поочередная равномерная загрузка чистовых групп рабочих клетей и вспомогательного оборудования стана при повышенном коэффициенте его использования, а следовательно, увеличивается ресурс непрерывной работы и растет производительность.
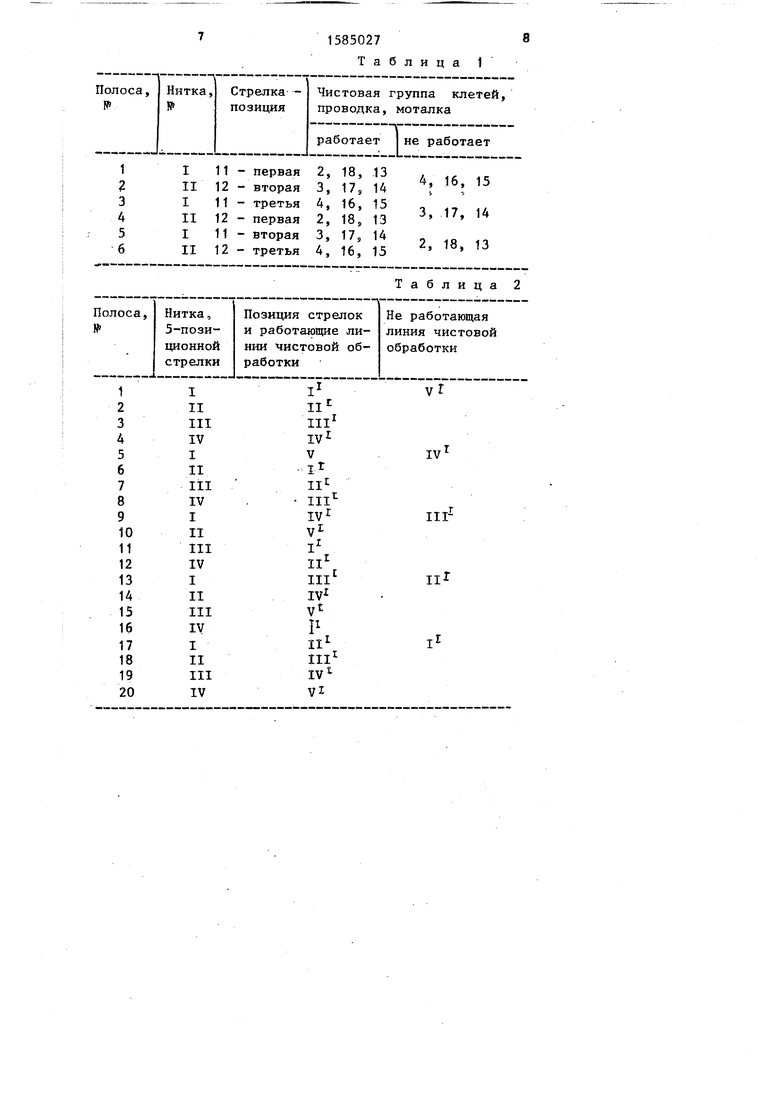
В табл. 1 приведен основной режим работы стана.
В табл. 2 приведен основной режим работы четырехниточного стана.
Введем следующие обозначения. Каждую из 4 ниток черновой и промежуточной группы клетей и соответствующие им п+1 5-позиционные стрелки обозначим через I-IV, а каждую позицию этих стрелок и соответствующие этим позициям однониточные чистовые группы и связанныеками моталки - через
После этого цикл повторяется.
Необходимость обеспечения строгой периодичности работы п+1 позиционных стрелок позволяет широко использовать средства автоматики для управления режимом работы участка чистовых групп и моталок стана.
с ними соответствующими провод- f-V г.
1-й аварийный режим работы.
Рассмотрим на примере двухниточ- ного стана, изображенного на чертеже
В случае, если одна из однониточ- ных чистовых групп клетей 2-4, напри мер группа 3, оставлена для смены чистового калибра, замены или настройки приводковой арматуры, извлечения застрявшей полосы или по какой- либо другой причине стан работает следующим образом.
Трехпозиционная стрелка 11 устанавливается в первую позицию, а стрелка 12 - в третью. При этом, полосы, поступающие по нитке I прокатываются в однониточной чистовой группе клетей 2, откуда по проводке 18 поступают к моталке 13, а полосы, поступающие по нитке II, обрабатываются в аналогичных агрегатах А, 16, 15. Этот режим соответствует режиму работы обычного двухниточного стана.
11-й аварийный режим работы.
Возможен в том случае, когда по каким-либо причинам остановлены две однониточные чистовые группы клетей 2-4, например группы 2 и 3. В этом случае обе трехпозиционные стрелки 11 и 12 устанавливаются в третью позицию. Поступление полос из черновой и промежуточной групп стана в этом случае возможно только поочередное из 1-й и 11-й ниток. Полосы, поступающие из этих ниток поочередно обрабатываются в однониточной чистовой группе 4 и моталке t5, связанной проводкой 16 с группой 4. Это режим работы соответствует режиму работы однониточного стана.
3-й аварийный режим работы.
Возможен в случае, когда остановлены из-за аварийной ситуации две моталки, например 13 и 14. В этом случае стан продолжает работать как однониточный за счет наличия п+1-и моталки. Работа стана не прекращается, как в случае стана, принятого за прототип.
0
5
0
5
0
5
0
5
Таким образом, предлагаемый непрерывный прокатный стан, реализуя отмеченные преимущества по сравнению с известными станами, обладает дополнительными качествами - высокой гибкостью и работоспособностью наиболее высокоскоростной хвостовой части (на которой происходит основная часть задержек в работе) и не только не допускает, даже в случае аварийных ситуаций на этом участке, полной остановки производства, но и обеспечивает равномерную загрузку ос- нов-ного и вспомогательного оборудования каждой нитки стана, повышая ресурс его непрерывной работы, т.е. увеличивая производительность.
Кроме того, при наличии п+1 одно- ниточной группы чистовых клетей и п+1 моталки, т.е. при наличии возможности маневра на аварийно опасном участке стана, снижаеися количество бурежек полос и уменьшается количество недокатков на стане, являющихся основной статьей потерь металла, что увеличивает выход годной продукции.
Формула изобретения
Непрерывный прокатный стан, содержащий n-ниточные черновую и промежуточную и п+1 однониточгых чистовых групп клетей,а такжепмоталок,при этом чистовые группы клетей связаны с калибрами промежуточной группы проводками со стрелками и с моталками - проводками, отличающийся тем, что, с целью увеличения ресурса непрерывной работы чистовых групп клетей за счет повышения равномерности их загрузки, он содержит дополнительную n+1-ю моталку, при этом каждая моталка соединена проводкой с одной соответствующей чистовой группой, а каждый калибр промежуточной группы соединен с каждой чистовой группой через n+1-ю позиционную стрелку.
/ // 5 б 7 г
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный прокатный стан | 1982 |
|
SU1066680A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Устройство для автоматического регулирования скорости двигателей клетей двухниточной группы непрерывного стана | 1988 |
|
SU1595601A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| МЕЛКОСОРТНЫЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU427504A3 |
| Способ прокатки круглых сортовых профилей и катанки | 1985 |
|
SU1382510A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
Изобретение относится к прокатному производству и может быть использовано при создании новых мощностей по производству каталки, а также при реконструкции сортовых станов. Цель изобретения - увеличение ресурса непрерывной работы чистовых групп клетей за счет повышения равномерности их загрузки. Непрерывный прокатный стан включает N - ниточные черновую и промежуточную и N+1 однониточных чистовых групп клетей. Каждая однониточная чистовая группа клетей соединена с каждым калибром последней клети промежуточной группы проводками через N+1 позиционную стрелку. Кроме N имеющихся , стан включает дополнительную (N+1)-ю моталку, соединенную проводкой с (N+1)-й чистовой группой клетей. Таким образом, количество чистовых групп клетей соответствует количеству моталок и равно N+1, причем каждая чистовая группа клетей связана проводками с какой-либо одной моталкой. Возможен один основной и три аварийных режима работы стана. 1 ил., 2 табл.
Г
ж
12 8 9 W 4
13
16
| Черные металлы | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Насос | 1917 |
|
SU13A1 |
| Непрерывный прокатный стан | 1982 |
|
SU1066680A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
