Изобретение относите;: к литейному производству и может быть использовано для армирования отливок центробежным способом.
Цель изобретения - повышение технологических возможностей и качества армирования.
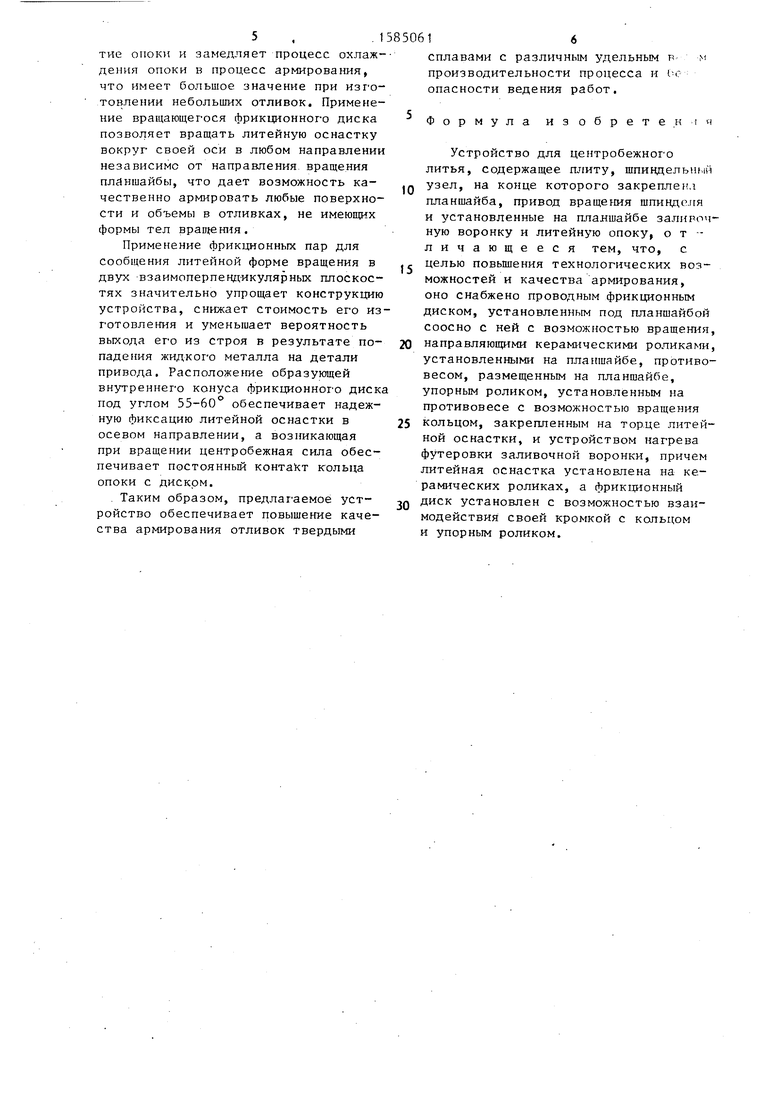
На фиг.1 показано устройство, вид сбоку| на фиг.2 - то же, вид сверху. JQ
Предлагаемое устройство содержит цилиндрический корпус 1, в котором на роликовых радиально-упорных подшипниках 2 и 3 вращаются концентрично расположенный стакан 4 и пустотелый |$ вал, состоящий из гильзы 5 и шлицевой втулки б, в которой скользит свободно шлицевая вставка 7. Последняя сое- динена резьбой со стержнем 8, на которой надета пружина 9 таким образом, 20 что своим верхним концом упирается в нижний торец шлицевой втулки 6 и стремится отжать вставку 7 в крайнее нижнее положение. От осевого переме- щения в корпусе 1 и стакане 4 подшип- 25 ники удерживаются крышками 10-12. К верхней части вставки 7 с помощью штифтов 13 крепится планшайба 14 с приваренными ребрами жесткости 15. На ней установлены противовес 16 с упорным роликом 17, заливная воронка 18 и контактная стойка 19. Воронка имеет внутри керамическую футеровку 20 с нагревательным элементом 21, выводы 22 которого соединены с разъемными контактами 23 и 24.
Литейная оснастка 25 с керамической формой 26 устанавливается между четырьмя керамическими роликами 27 и фиксируется быстродействующим зажи- мом 28. Ролики смонтированы на осях 29 посредством подшипников 30. Оси 29 параллельны и попарно закреплены в сегментных рычагах 31. Две нижние оси закреплены в гнездах 32, установ- ленных на планшайбе 14.
Кольцо 33, приваренное к литейной оснастке 25, контактирует с внутренней конической поверхностью фрикционного диска 34. К наружному конусу фрикционного диска пружиной 35 прижимается ролик 36, вращаемый приводом 37. Угль: между образующими внутреннего и наружного конусов и вертикальной осью вращения находятся в пределах 30-36° и 55-60° соответственно.
Вращение планшайбе 14 передается посредством клинового ремня 38 и шкива 39, зафиксированного на гильзе 5
30
50
55
Q
$ 0 5
0
50
55
шпонкой 40 и чашечной гайкой 41. Осевое положение шлицежш вставки 7 устанавливается штоком 42. Вытекание смазки предотвращается сальником 43. Все узлы монтируются на плите 44.
Устройство работает следующим образом.
К нагревательным элементам 21 через контакты 23 и 24 подводят электрический ток и футеровку 20 прогревают до 500-800°С, благодаря чему жидкий металл меньше охлаждается. Штоком 42 поднимают планшайбу 14 в верхнее крайнее положение, определяемое длиной сжатой пружины 9, на нижние ролики 27 устанавливают литейную оснастку 25, зажимают двумя верхними роликами и фиксируют в этом положении зажимом 28. Шток 42 опускают и кольцо 33 соприкасается с внутренней поверхностью фрикционного диска 34, а упорный ролик 17 прижимается к ди- диаметрально противоположной стороне диска. Это гарантирует надежность контакта кольца 33 и диска 34, а наличие противовеса 16 снижает динамические нагрузки на детали привода вертикального вращения. Через клино- ременную передачу планшайбе 14 сообщают вращение в горизонтальной плоскости, литейную оснастку 25, кроме того, вращают вокруг горизонтальной оси, так как она является деталью фрикционной пары. При этом контакты
23и 24 размыкаются, причем контакты
24автоматически отходят в сторону, не мешая вращению. Одновременно включают привод 37 и через ролик 36 сообщается дополнительно вращение фрикционному диску 34. Пружина 9 обеспечивает надежный контакт деталей верхней фрикционной пары, способствует повышению плавности работы устройства и снижает динамические нагрузки на опоры. Через воронку 18 в керамическую форму 26 вводится необходимое количество твердого сплава и заливается жидкий металл. После окончания кристаллизации металла отливки вращение останавливается, ролики разводятся в стороны и опока вынимается из устройства.
Контакты 24 приводятся в соприкосновение с контактами 23 и цикл повторяется .
Применение узла вращения опоки с раздвижными керамическими роликами упрощает и ускоряет установку и сня
5 , 1 тие опоки и замедляет процесс охлаждения опоки в процесс армирования, что имеет большое значение при изготовлении небольших отливок. Применение вращающегося фрикционного диска позволяет вращать литейную оснастку вокруг своей оси в любом направлении независимо от направления вращения планшайбы, что дает возможность качественно армировать любые поверхности и объемы в отливках, не имеющих формы тел вращения.
Применение Лрикционных пар для сообщения литейной форме вращения в двух взаимоперпендикулярных плоскостях значительно упрощает конструкцию устройства, снижает стоимость его изготовления и уменьшает вероятность выхода его из строя в результате по- падения жидкого металла на детали привода. Расположение образующей внутреннего конуса Лрикционного диск под углом 55-60 обеспечивает надежную фиксацию литейной оснастки в осевом направлении, а возникающая при вращении центробежная сила обеспечивает постоянный контакт кольца опоки с диском.
Таким образом, предлагаемое устройство обеспечивает повышение качества армирования отливок твердыми
1
сплавами с различным удельным в производительности процесса и i опасности ведения работ.
Формула изобретен
1
Устройство для центробежного литья, содержащее плиту, шпиндельнми узел, на конце которого закреплен планшайба, привод вращения шпиндепя и установленные на планшайбе залироч- ную воронку и литейную опоку, о т - личающееся тем, что, с целью повышения технологических возможностей и качества армирования, оно снабжено проводным фрикционным диском, установленным под планшайбой соосно с ней с возможностью вращения, направляющими керамическими роликами, установленными на планшайбе, противовесом, размещенным на планшайбе, упорным роликом, установленным на противовесе с возможностью вращения кольцом, закрепленным на торце литейной оснастки, и устройством нагрева футеровки заливочной воронки, причем литейная оснастка установлена на керамических роликах, а фрикционный диск установлен с возможностью взаимодействия своей кромкой с кольцом и упорным роликом.
29
30
31
34
16
18
Ч.У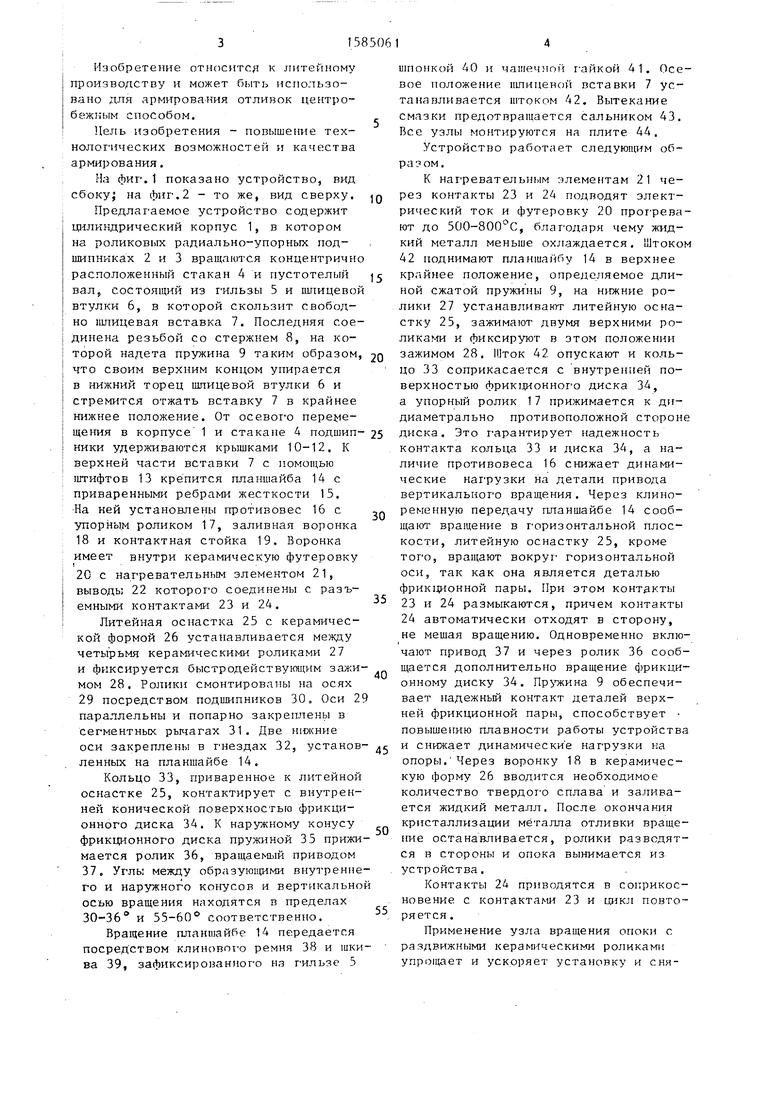
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированных отливок | 1981 |
|
SU1013080A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Способ производства литейных прутковых заготовок малого сечения и устройство для его реализации | 2020 |
|
RU2741044C1 |
| ВЕНТИЛИРУЕМЫЙ ДИСК ДЛЯ ДИСКОВОГО ТОРМОЗА | 2001 |
|
RU2253057C2 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| Стенд для испытания режущих элементов породоразрушающих инструментов на ударно-абразивное изнашивание | 1990 |
|
SU1772685A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
Изобретение относится к литейному производству и может быть использовано для армирования отливок. Цель изобретения - расширение технологических возможностей и повышение качества армирования. Устройство снабжено дополнительно фрикционным диском 34 с его приводом 37, позволяющим через кольцо 33, закрепленное на торце литейной оснастки 25, придать литейной опоке дополнительное вращение вокруг горизонтальной оси, а футеровка литейной воронки 18 снабжена нагревательным элементом 21. 2 ил.
Фиг. г
| Литейное производство, 1978, № 6, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
