ными отверстиями в виде колец 9 в торцовых стенках5 электроды, систему подвода тока в виде пин 10, контур циркуляции электролита и механизм пере- мегцения изделий в виде транспортных роликов 14. Электроды выполнены в виде гибкой сборки из тросов 5 с электродными втулками 7 и дистанотгониру- ющими втулками-изоляторами 8, равно- jg мерно расположенных по окружности проходных отверстий. Яламетр втулок-изоляторов 8 превьпаает диаметр электродных втулок 7 на удвоенную величину
15
межэлектродного зазора. Гибкий сбор- Hbrfi электрод может быть установлен с закручиванием тросов 5 по винтовой линии с шагом на больше длины рабочей части электрода, умноженной на число тросов„ Втулки-изоляторы 8 имеют длину, равную удвоенному межэлектродному расстоянию, и выполняются со сферической наружной поверхностью по радиусу, равному межэлектродному расстоянию. По длине электрода установлены фиксирующие кольца 9. 1 з.п, ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 1992 |
|
RU2042639C1 |
| ПРОТОЧНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ МОДУЛЬНЫЙ ЭЛЕМЕНТ "ПЭМ-4" ДЛЯ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2145940C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ И/ИЛИ ВОДНЫХ РАСТВОРОВ | 1998 |
|
RU2141454C1 |
| РЕАКТОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2153474C2 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ ВОДНЫХ РАСТВОРОВ, УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ РАСТВОРА ХЛОРИДОВ ЩЕЛОЧНЫХ ИЛИ ЩЕЛОЧНОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2000 |
|
RU2176989C1 |
| ПЛАЗМАТРОН | 2003 |
|
RU2225084C1 |
| ВОДОРОДНО-КИСЛОРОДНАЯ ТОПЛИВНАЯ БАТАРЕЯ | 1967 |
|
SU196140A1 |
| ЭЛЕКТРОЛИЗEР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ МЕДИ | 2001 |
|
RU2213165C2 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| Плазмотрон для сварки и наплавки | 2023 |
|
RU2826506C1 |
Изобретение относится к гальванотехнике. Цель изобретения - повышение производительности и качества обработки искривленных изделий круглого сечения путем обеспечения постоянного межэлектродного расстояния и исключения короткого замыкания и заклинивания изделий. Устройство содержит технологическую ванну 1 с проходными отверстиями в виде колец 9 в торцовых стенках, электроды, систему подвода тока в виде шин 10, контур циркуляции электролита и механизм перемещения изделий в виде транспортных роликов 14. Электроды выполнены в виде гибкой сборки из тросов 5 с электродными втулками 7 и дистанционирующими втулками-изоляторами 8, равномерно расположенных по окружности проходных отверстий. Диаметр втулок-изоляторов 8 превышает диаметр электродных втулок 7 на удвоенную величину межэлектродного зазора. Гибкий сборный электрод может быть установлен с закручиванием тросов 5 по винтовой линии с шагом не больше длины рабочей части электрода, умноженной на число тросов. Втулки-изоляторы 8 имеют длину, равную удвоенному межэлектродному расстоянию, и выполняются со сферической наружной поверхностью по радиусу, равному межэлектродному расстоянию. По длине электрода установлены фиксирующие кольца 9. 1 з.п.ф-лы, 2 ил.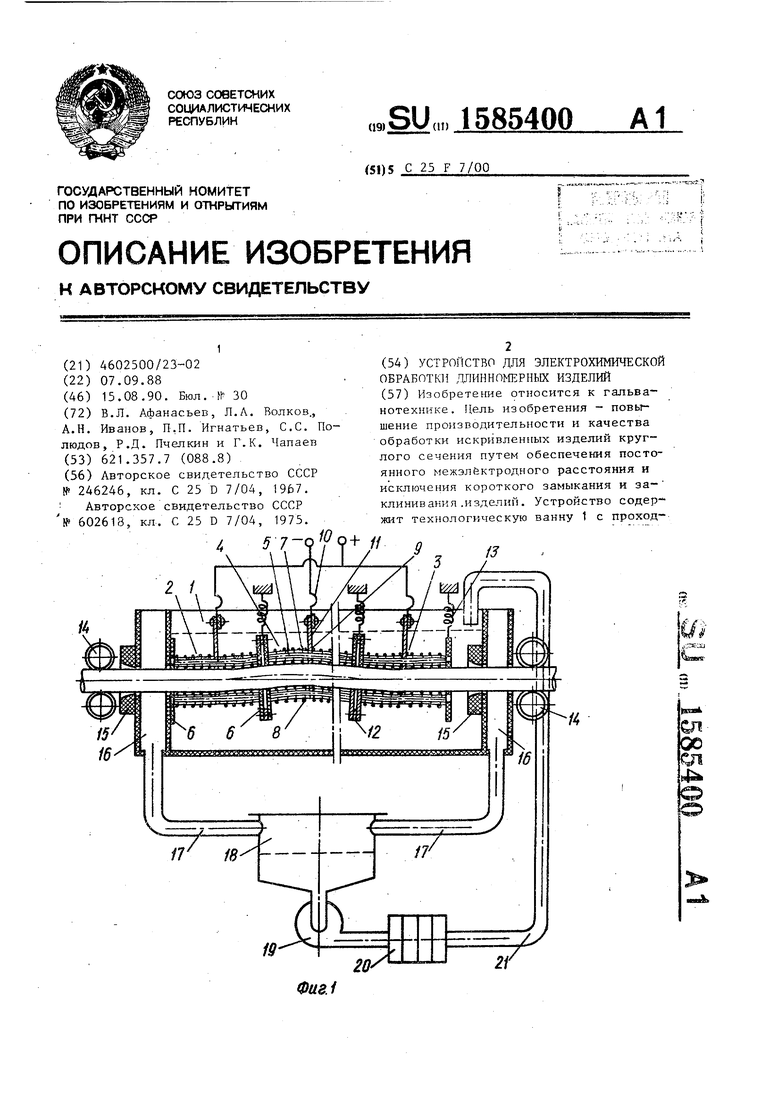
Изобретение относится к гальванотехника, и может найти применение при ка- несении покрытий, анодировании, трохимическом полиро.вании и других видах электрохимической обработки.
Цель изобретения - повышение производительности и качества обработки искривленных изделий круглого сечения путем обеспечения постоянного межэлектродного рассто5 ния и исключения короткого замьжания и заюшнивания изделий.
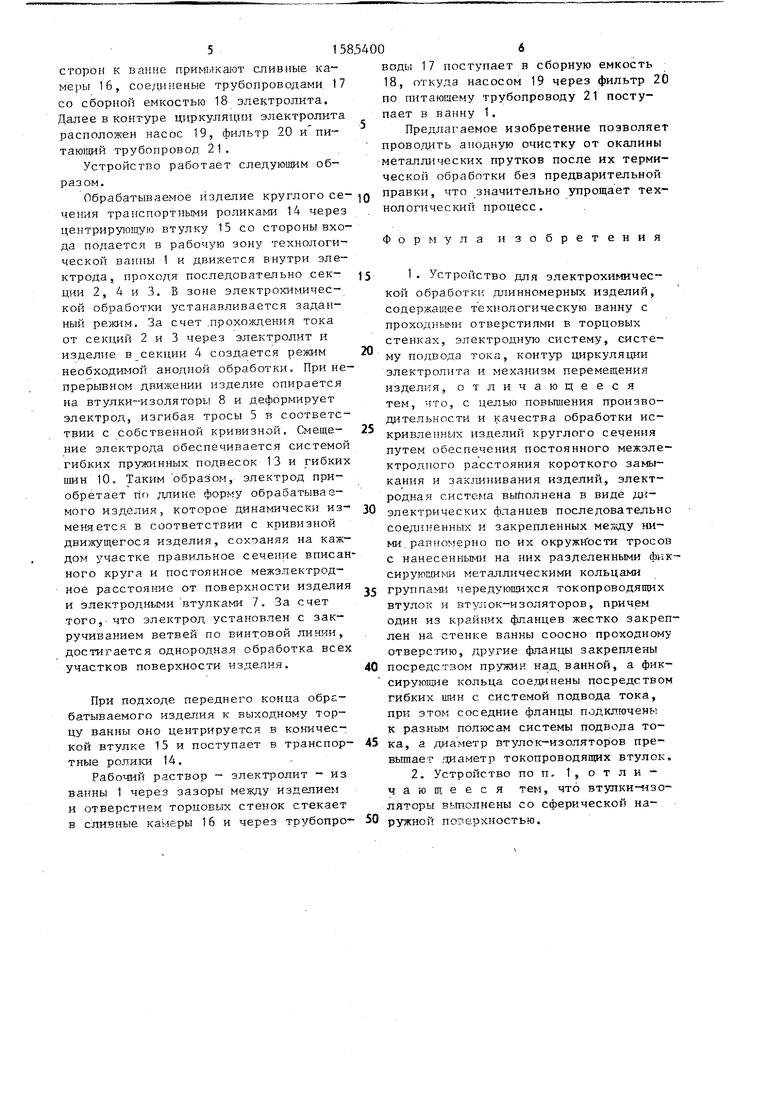
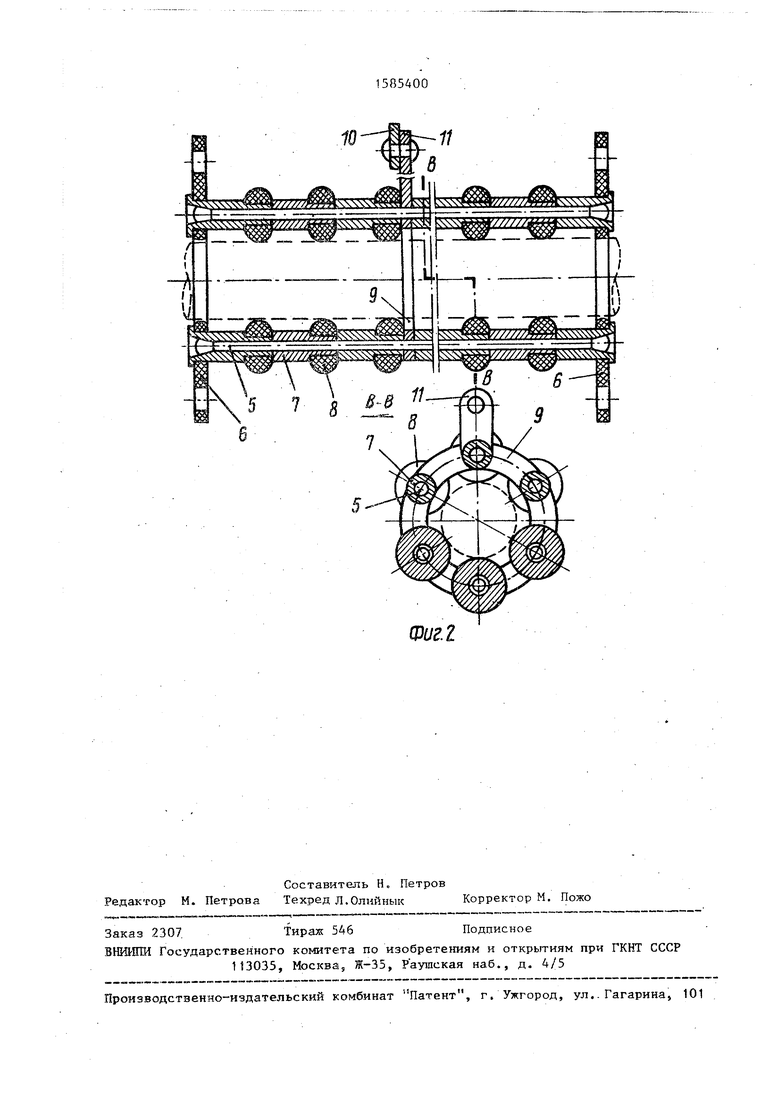
На фиг 1 приведена схема устройства | на фиг. 2 секции электрода.
Устройство состоит из технологической ванны 1 с установленньп.1 в ней по оси движения обрабатываемых изделий гибким электродом. Электрод состоит из трех последовательных секций, со- единеных механически в единую сборку и разобщенн.1х электрически. Секции 2 и 3 соединены с положительным полюсом источника постоянного тока, а средняя секция 4 подключена к отрицательному полюсу источника тока.
Все секции идентичны по конструкции и состоят из ряда гибких металлических тросов 5, расположенных равномерно по окружности проходных отверстий ванны и закрепленных конца1-1И з установочшлх диэлектрических фланцах
0
5
0
5
0
с проходнЕ.1ми отверстиями для тросов. Кольца соединены с гибкими шинами 10 электропитания через хвостовики 11.
Основные размерные характеристики деталей гибкого электрода связаны с диаметром обрабатываемых изделий и межэлектродным расстоянием.
Число гибких ветвей и .диаметр электродных втулок рассчитывается таким образом, чтобы расстояние от. поверх- нострг двух втулок соседних ветвей до наиболее удаленной точки поверхности обрабатываемого изделия бьшо- не больше двух межэлектродных расстояний. Внешний диаметр втулок-изоляторов превышает диаметр электродных втулок на удвоенное межэлектродное расстояние. Диаметр окружности крепления тросов равен сумме диаметра обрабатьгоаемого изделия и внешнего диаметра втулки- изолятора.
Втулки-изолятора выполняются с тороидальной внешней поверхностью с радиусом, равным половине толшины втулки. Длина электродных втулок принимается равной 3-5 толщинам втулки-изо- .лятора. Все три секции электрода соединены последовательно через диэлектрические вставки-подвески 12. По длине электрод подвешен в горизонтальном положении на гибких подвесках 13 в за- крученном состоянии относительно начала кажд,ой секции с шагом не больше длины рабочей секции 4, умноженной на число тросов.
Со стороны входа и выхода обрабаты- - ваёмых изделий ванна снабжена тоанспо - ртными родиками 14 и коническими цен- тpиpyющи IИ втулками 15, С торцовых
сторон к ванне прим1)1кают сливные камеры 16, соединеные трубопроводами 17 со сборной емкостью 18 электролита. Далее в контуре циркуляции электролита расположен насос 19, фильтр 20 и питающий трубопровод 21.. Устройство работает следующим образом.
Обрабатываемое изделие круглого се- чения транспортными роликами 14 через центрирующую втулку 15 со стороны входа подается в рабочую зону технологической ванны 1 и движется внутри электрода, проходя последовательно сек- ции 2, 4 и 3. В зоне электрохимической обработки устанавливается заданный режим. За счет .прохождения тока от секций 2 и 3 через электролит и изделие в секции 4 создается режим
необходимой анодной обработки. При непрерывном движении изделие опирается на втулки-изоляторы В и деформирует электрод, изгибая тросы 5 в соответствии с собственной кривизной, Смеще- ние электрода обеспечивается системой .гибких пружинных подвесок 13 и гибких шин 10, Таким образом, электрод приобретает по длине форму обрабатываемого изделия, которое динамически из- меняется в соответствии с кривизной движущегося изделия, сокпаняя на каждом участке правильное сече-лие вписанного круга и постоянное межэлектродное расстояние от поверхности изделия и электродными втулками 7. За счет того,-что электрод установлен с закручиванием ветвей по винтовой линии, достигается однородная обработка всех участков поверхности изделия.
При подходе переднего конца обрабатываемого издагшя к выходному торцу ванны оно центрируется в конической втулке 15 и поступает в транспор- тные ролики 14,
Рабочий раствор - электролит - из ванны 1 через зазоры между изделием и отверстием торцовых стенок стекает в сливные камеры 16 и через трубопро-
воды 17 поступает в сборную емкость 18, откуда насосом 19 через фильтр 20 по питающему трубопроводу 21 поступает в ванну 1.
Предлагаемое изобретение позволяет проводить анодную очистку от окалины металлических прутков после их термической обработки без предварительной правки, что значительно упрощает технологический процесс.
изобретения
2, Устройство поп, 1, отличающееся тем, что втулки-изоляторы вьтолнены со сферической наружной поверхностью.
| ПАТЕНТНО- ^« ПХНИЧЕСКАЯ '" БИБЛИОТЕКА | 0 |
|
SU246246A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
