Изобретение относится к обработке материалов давлением, а именно к конструкции штампов для штамповки ступенчатых деталей.
Целью изобретения является расширение технологических возможностей.
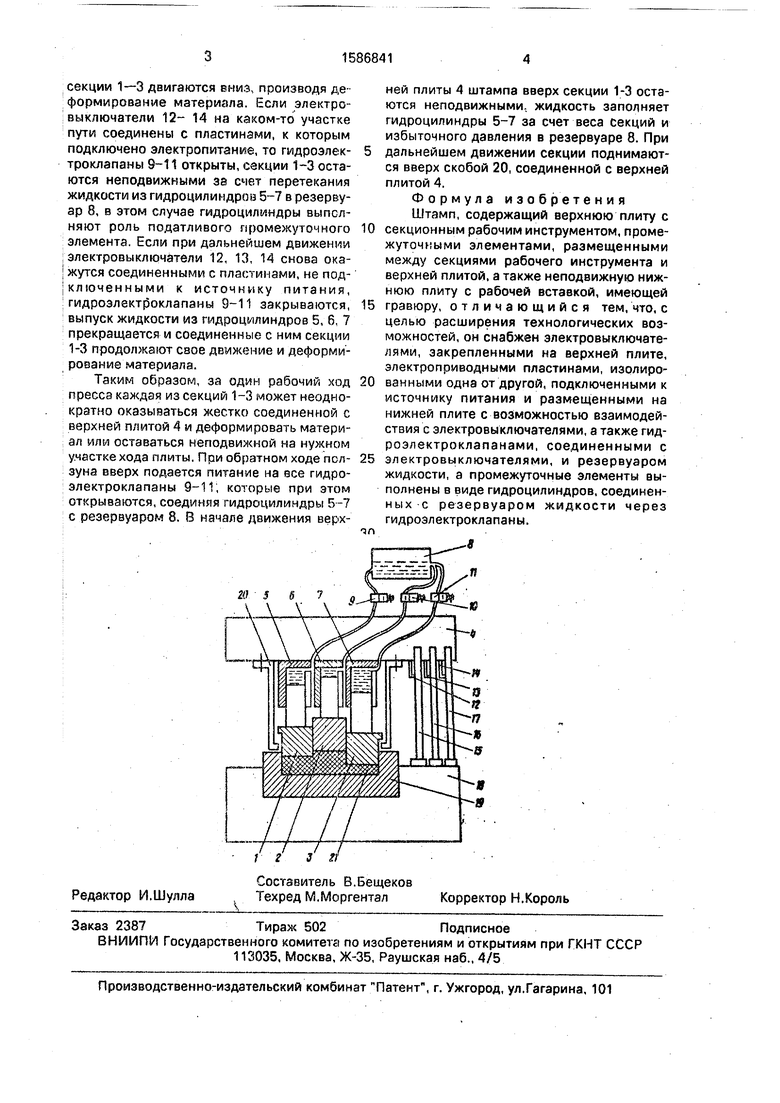
На чертеже представлен штамп.
Штамп содержит верхнюю составную рабочую вставку с ручьем, выполненную в виде установленных соосно с возможностью относительного перемещения одна от другой секций 1-3 и расположенных между ними и верхней подвижной опорной плитой 4 гидроцилиндров 5-7, соединенных с резервуаром 8 жидкости через гидроэлектрок- лапаны 9-11, которые соединены с злектровыключателями 12-14, контактирующих с наборами изолированных одна от другой электропроводных пластин 15-17, к любой из которых может быть подключен источник питания. На нижней опорной плите 18 расположена нижняя рабочая вставка
19. Кроме того, к верхней плите 4 прикреплена скоба 20.
Штамп работает следующим образом.
В соответствии с геометрией штампуемых деталей производится настройка программы движения каждой секции 1-3, которая заключается в подключении источника питания к соответствующим наборам пластин 15-17. На нижнюю рабочую вставку 19 укладывается заготовка 21 и пресс включается на рабочий ход. Совместно с ползуном пресса движется верхняя опорная плита 4 и электровыключатели 12-14, которые при своем движении поочередно подключаются к последовательно расположенным наборам пластин 15-17. Если при движении электровыключатели 12-14 соединены с пластинами, к которым не подключен источник питания, то гидрозлектроклапаны 9 -11 соответствующих гидроцилиндров 5-7 закрыты, объем жидкости в гидроцилиндрах 5-7 при этом постоянен, гидроцилиндры 5-7 ведут себя как жесткое и соединенные с ним
сл
ел с о оэ
4i
секции 1-3 двигаются вниз, производя деформирование материала. Если электро- : выключатели 12- 14 на каком-то участке пути соединены с пластинами, к которым подключено электропитание, то гидроэлек- троклапаны 9-11 открыты, секции 1-3 остаются неподвижными за счет перетекания жидкости из гидроцилиндров 5-7 в резерв1у- ар 8, в этом случае гидроцилиндры выполняют роль податливого промежуточного элемента. Если при дальнейшем движении электровыключатели 12, 13, 14 снова ока- I жутся соединенными с пластинами, не под- |ключенными к источнику питания, ; гидроэлектроклапаны 9-11 закрываются, выпуск жидкости из гидроцмлиндров 5, 6, 7 прекращается и соединенные с ним секции 1-3 продолжают свое движение и деформирование материала.
Таким образам, за один рабочий ход пресса каждая из секций 1-3 может неоднократно оказываться жестко соединенной с верхней плитой 4 и деформировать материал или оставаться неподвижной на нужном участке хода плиты. При обратном ходе ползуна вверх подается питание на все гидро- злектроклапаны 9-11, которые при этом открываются, соединяя гидроцилиндры 5-7 с резервуаром 8. В начале движения верхней плиты 4 штампа вверх секции 1-3 остаются неподвижными, жидкость заполняет гидроцилиндры 5-7 за счет веса секций и избыточного давления в резервуаре 8. При
дальнейшем движении секции поднимаются вверх скобой 20, соединенной с верхней плитой 4.
Формула изобретения Штамп, содержащий верхнюю плиту с
секционным рабочим инструментом, промежуточными элементами, размещенными между секциями рабочего инструмента и верхней плитой, а также неподвижную нижнюю плиту с рабочей вставкой, имеющей
гравюру, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен электровыключателями, закрепленными на верхней плите, электроприводными пластинами, изрлированными одна от другой, подключенными к источнику питания и размещенными на нижней плите с возможностью взаимодействия с злектровыключателями, а также гид- роэлектроклапанами, соединенными с
электровыключателями, и резервуаром жидкости, а промежуточные элементы выполнены в виде гидроцилиндров, соединен- ных с резервуаром жидкости через
гидроэлектроклапаны, 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| ШТАМП ДЛЯ ДИФФЕРЕНЦИАЛЬНОЙ ШТАМПОВКИ УДЛИНЕННЫХ ПОКОВОК | 1996 |
|
RU2108190C1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| Пресс с пневмосетью и выключателем аварийного останова | 1979 |
|
SU854749A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| ШАТМП ДЛЯ ДИФФЕРЕНЦИАЛЬНОЙ ШТАМПОВКИ | 1992 |
|
RU2056967C1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
Изобретение относится к обработке металлов давлением, в частности к штампам для объемной штамповки деталей. Цель изобретения - расширение технологических возможностей штампа. Штамп содержит верхнюю плиту с секционными рабочими элементами и промежуточными элементами в виде гидроциклонов, соединенных через гидроэлектроклапаны со сливным баком, а также нижнюю плиту с рабочей вставкой. При перемещении вниз верхней плиты штампа происходит поочередное включение гидроэлектроклапанов, которые посредством гидроцилиндров вводят в работу секции рабочих элементов по заданной программе, производя деформирование заготовки. 1 ил.
20 S
| Семенов Е.И | |||
| Ковка и объемная штамповка | |||
| - М.; Высшая школа, 1972, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
