| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТРУБОПРОВОДОВ | 2003 |
|
RU2229968C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
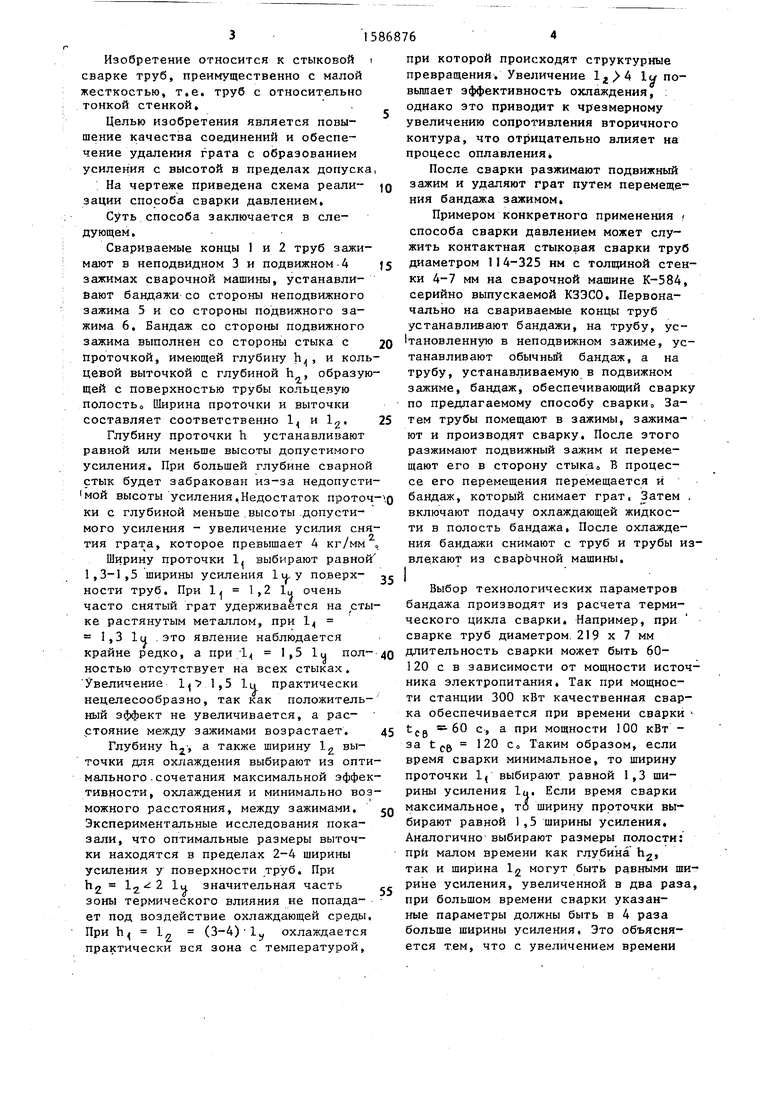
Изобретение относится к способам сварки давлением и может быть использовано при сварке труб с малой жесткостью, т.е. труб с относительно тонкой стенкой. Цель изобретения - повышение качества соединений и обеспечение удаления грата с образованием усиления с высотой в пределах допуска. Способ сварки давлением труб 1 и 2 включает установку на их свариваемых концах бандажей 5 и 6. Концы труб зажимают в подвижном 4 и неподвижном 3 зажимах сварочной машины и сваривают с нагревом свариваемых кромок. Причем на внутренней поверхности бандажа 6, устанавливаемого со стороны подвижного зажима сварочной машины, со стороны стыка выполняют проточку и кольцевую выточку. Проточка и выточка соединены одна с другой. Глубина проточки H 1 равна допустимой высоте усиления. Ширина проточки T 1 в 1,3...1,5 раза больше ширины усиления и поверхности труб. Глубина H 2 и ширина T 2 выточки в бандаже в 2-4 раза превышают ширину усиления у поверхности труб. Грат удаляют с помощью бандажа 6 после разжатия подвижного зажима 4. Бандаж 6 перемещают подвижным зажимом 4. В случае сварки давлением с оплавлением свариваемых кромок после удаления грата производят ускоренное охлаждение стыка. Стык охлаждают путем подачи охлаждающей жидкости в полость, образованную выточкой в бандаже и поверхностью труб. Ускоренное охлаждение стыка способствует образованию мелкозернистой структуры, что повышает его пластичность и тем самым качество сварного соединения. 1 ил.