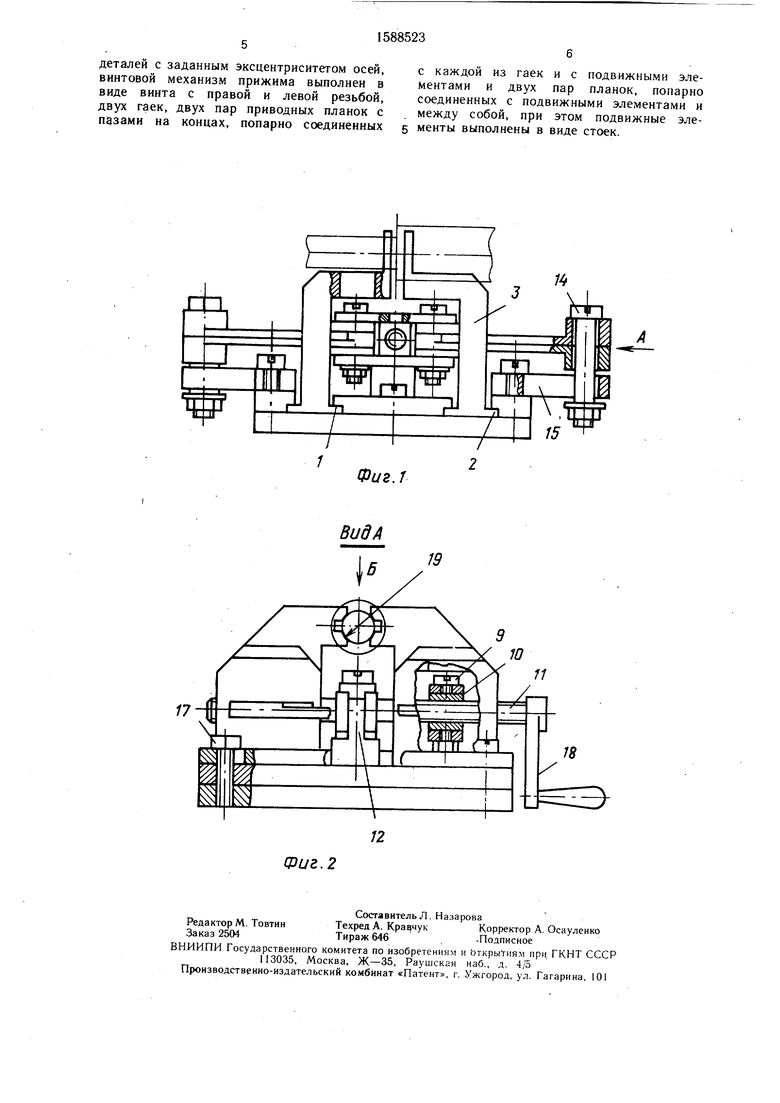
в которых перемещаются четыре подвижных элемента - 3-б, соединенных между собой попарно 3-5, 4-6 приводными планками 7, имеющими на своих концах пазы 8 и соединенными с подвижными элементами 3-6 винтами 9. Приводные планкой 7 соединены с гайками 10, имеющими возможность перемещаться при вращении ходового винта 11, установленного в вилке 12 и имеющего на одном конце правую резьбу на другом конце левую резьбу. Кроме того, для синхронного попарного перемещения подвижные элементы 3-6 соединены между собой попарно 3-4, 5-6 планками 13, которые между собой попарно соединены виндеталей зависит от длины приводных планок 7 и от длины прорезанных в них пазов 8. Чем больще длина тех и других, тем больщий ход будет иметь вторая
15 пара подвижных элементов после остановки первой пары, которая зажала деталь боль- щего диаметра, тем больще разность диаметров зажимаемых при центрировании деталей.
Устройство позволяет собирать изделия с
20 заранее заданным эксцентриситетом осей деталей, составляющих изделие. Это осуществляется следующим образом.
Направляющие планки 16 открепляют, перемещают параллельно оси приводного
теми 14, установленными с возможностью 25 взаимно противоположных наперемещения в пазах 15 направляюидих планок 16, закрепленных винтами 17 на направляющих 1, 2.
Ходовой винт приводится во вращение ручкой 18. Подвижные элементы 3-6 имеют зажимные губки, выполненные в виде призм 19, зажимающих трубы 20, 21 или элементы трубопроводов. Кроме того, устройство может работать, если ходовой винт 11 и гайки 10 заменить пневмо-, гидро- или иным приводом.
Данное устройство для сборки труб и трубопроводов под сварку работает следующим образом.
Вращением ходового винта 11 перемещаются гайки 10, соединенные с подвижными элементами 3-6 приводными план- ками 7. Подвижные элементы будут пере- мещаться в направляющих 1-2 попарно 3-4, 5-6. Равномерность попарного перемещения подвижных элементов обеспечивается за счет связи их между собой
правлениях и вновь закрепляют винтами 17. После этого подвижные элементы будут соединяться попарно 3-4 и 5-6 на определенном расстоянии от общей оси их предварительной настройки, чем и достигается
30 необходимый эксцентриситет, величина которого равна сумме расстояний, на которые были сдвинуты направляющие планки 16. Диапазон диаметров деталей, зажимаемых при центрировании каждым конкретным устройством, зависит от величины хода
35 раздвижения подвижных элементов и от расстояния между осью зажимных призм 19 и головками винтов 14, соединяющих планки 13.
От использования данного устройства для сборки труб и трубопроводов под сварку ожидается сокращение времени на совмещение кромок свариваемых деталей, обеспечение возможности стыковки двух деталей, имеющих разные диаметры, сборка деталей с заданным эксцентриситетом осей;
От использования данного устройства для сборки труб и трубопроводов под сварку ожидается сокращение времени на совмещение кромок свариваемых деталей, обеспечение возможности стыковки двух деталей, имеющих разные диаметры, сборка деталей с заданным эксцентриситетом осей;
планками 13, которые соединены щарнирно 5 повыщение производительности труда в 2 ра- винтами 14, перемещаемыми в пазах 15 направляющих планок 16.
за за счет применения в приводе перемещения и зажима только одного ходового винта.
Перемещаясь к центру, подвижные элементы зажмут изделие своими зажимными губками, выполненными в виде призм 19. Та пара подвижных элементов 3-4 или 5-6, которая зажмет изделие больщего диаметра, остановится первой. Вторая пара подвижных элементов будет продолжать перемещение до тех пор, пока также не зажмет изделие меньщего диаметра.
Каждая пара подвижных элементов 3-4 или 5-6 сойдется и зажмет стыкуемые детали изделия так, что ось их совдеталей зависит от длины приводных планок 7 и от длины прорезанных в них пазов 8. Чем больще длина тех и других, тем больщий ход будет иметь вторая
15 пара подвижных элементов после остановки первой пары, которая зажала деталь боль- щего диаметра, тем больще разность диаметров зажимаемых при центрировании деталей.
Устройство позволяет собирать изделия с
20 заранее заданным эксцентриситетом осей деталей, составляющих изделие. Это осуществляется следующим образом.
Направляющие планки 16 открепляют, перемещают параллельно оси приводного
25 взаимно противоположных на5 взаимно противоположных на
правлениях и вновь закрепляют винтами 17. После этого подвижные элементы будут соединяться попарно 3-4 и 5-6 на определенном расстоянии от общей оси их предварительной настройки, чем и достигается
0 необходимый эксцентриситет, величина которого равна сумме расстояний, на которые были сдвинуты направляющие планки 16. Диапазон диаметров деталей, зажимаемых при центрировании каждым конкретным устройством, зависит от величины хода
5 раздвижения подвижных элементов и от расстояния между осью зажимных призм 19 и головками винтов 14, соединяющих планки 13.
От использования данного устройства для сборки труб и трубопроводов под сварку ожидается сокращение времени на совмещение кромок свариваемых деталей, обеспечение возможности стыковки двух деталей, имеющих разные диаметры, сборка деталей с заданным эксцентриситетом осей;
5 повыщение производительности труда в 2 ра-
повыщение производительности труда в 2 ра-
за за счет применения в приводе перемещения и зажима только одного ходового винта.
Формула изобретения
Устройство для сборки труб и трубопроводов под сварку, содержащее направляющие, зажимные губки в виде призм, установленных на подвижных элементах, закрепленных на направляющих, винтовой механизм прижима, отличающееся тем, что, с целью сокращения времени на совмещение кромок свариваемых деталей, в том числе деталей разного диаметра и сборки
деталей с заданным эксцентриситетом осей, винтовой механизм прижима выполнен в виде винта с правой и левой резьбой двух гаек, двух пар приводных планок с п$зами на концах, попарно соединенных
с каждой из гаек и с подвижными элементами и двух пар планок, попарно соединенных с подвижными элементами и между собой, при этом подвижные эле- менты выполнены в виде стоек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки труб различного диаметра под сварку | 1989 |
|
SU1764917A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сварки полимерныхплЕНОК | 1979 |
|
SU835790A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для зажима рулона длинномерного материала | 1976 |
|
SU578249A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
Изобретение относится к сварке, а именно к оснастке, используемой при сборке труб и трубопроводов под сварку. Цель изобретения - сокращение времени на совмещение кромок свариваемых деталей разного диаметра и сборки деталей с заданным эксцентриситетом осей. Устройство снабжено направляющими, зажимными губками в виде призм, подвижными элементами в виде стоек, винтовым механизмом прижима в виде винта с правой и левой резьбами и двух гаек. Имеются также две пары приводных планок с пазами на концах, попарно соединенных шарнирно с каждой из гаек и с подвижными элементами, и две пары планок, попарно соединенных шарнирно между собой и с подвижными элементами. Единый винтовой механизм прижима и объединение подвижных элементов шарнирно установленными планками позволяет повысить производительность. 3 ил.
ВидА
Фиг. Г
19
11
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И СТЯГИВАНИЯ ТРУБ ПРИ ИХ СТЫКОВКЕ | 1972 |
|
SU415122A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
