Изобретение относится к автоматизации металлообработки, а более конкретно к конструкциям накопителей для станков с числовым программным управлением, обслуживаемьис роботами.
Известны накопители и лотки для загрузочных устройств к металлорежущим станкам, имеющие расположенные внутри корпуса ориентирующие-элементы При изменении геометрии и размеров деталей данные элементы перенастраиваются и фиксируются в необходимом положении ClU
Недостатком таких накопителей является большая трудоемкость их перен стройки на изменившиеся размеры деталей.
Известны также загрузочные устройС51ГВД для металлорежущих станков, где даны коробчатые регулируемые лотки, которые состоят из корпуса, боковых стенок/ распорок и соединительных болтов. Перенастройка здесь происходит за счет раздвижки боковых стенок и фиксация их за счет распорок или наборов шайб.
Цель изобретения - сокращение времени на переналадку накопителя при изменении размеров деталей и, кроме
того, образование равномерного зазора между планкой и деталью, что осо-бенно необходимо для установки и извлечения деталей из ячеек захватной головкой промышленного робота. Указанная цель достигается тем, что в предлагаемом накопителе планки выполнены раздельно с корпусом, с возможностью их фиксирования в любых точках горизонтальных направляющих, расположенных на боковых сторонах корпуса накопителя и тем, что ряды взаимоперпендикулярных планок расположены один над другим. Кроме того, планки, выполненные из нескольких подвижных относительно друг друга пластин, позволяет получить зазоры между ячейками и деталями при зафиксированном положении планок на направляющих.
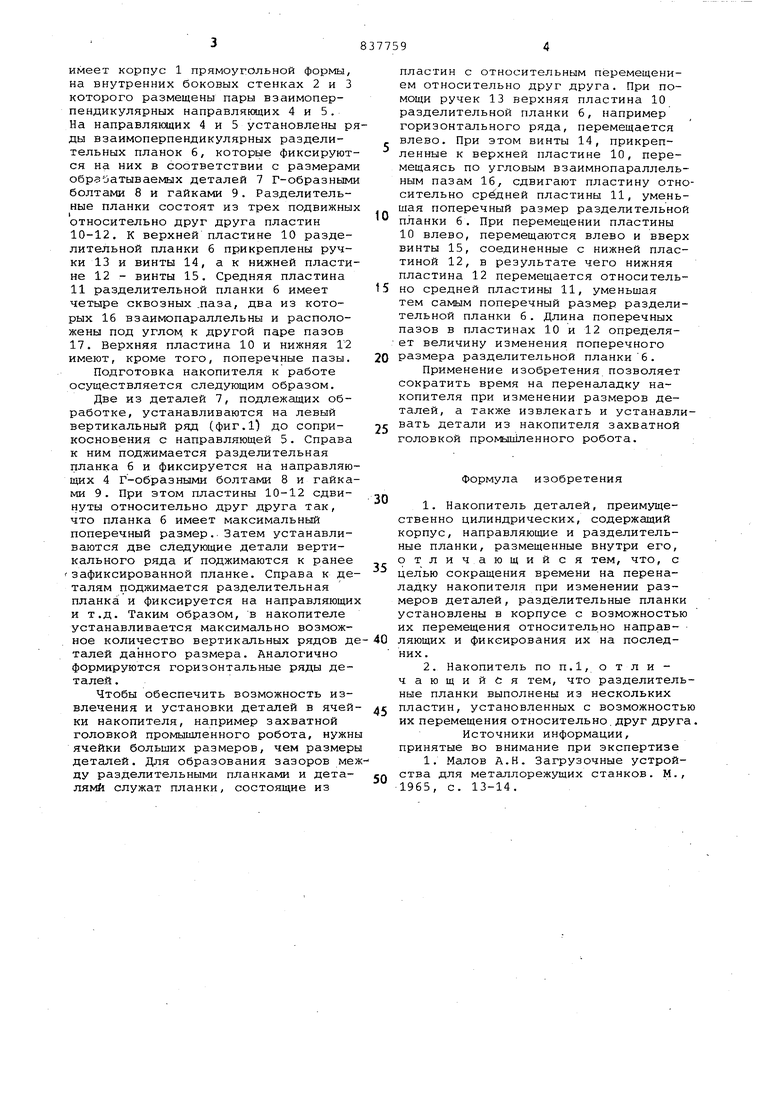
На фиг. 1 схематически показан накопитель с ячейками, сформированньми по обрабатываемым деталям, вид в плане; на фиг. 2 - разрез А-А на фиг. i; на фиг. 3 - накопитель с относительным расположением деталей и разделительных планок, вид в плане,
Накопитель деталей для автоматизированных технологических единиц
имеет корпус 1 прямоугольной формы, на внутренних боковых стенках 2 и 3 которого размещены пары взаимоперпендикулярных направляющих 4 и 5. На направлягацих 4 и 5 установлены ряды взаимоперпендикулярных разделительных планок 6, которые фиксируются на них в соответствии с размерами обрзоатываемых деталей 7 Г-образными болтами 8 и гайками 9. Разделительные планки состоят из трех подвижных относительно друг друга пластин 10-12, К верхней пластине 10 разделительной планки 6 прикреплены ручки 13 и винты 14, а к нижней пластине 12 - винты 15, Средняя пластина 11 разделительной планки 6 имеет четыре сквозных ,паза, два из которых 16 взаимопараллельны и расположены под углом, к другой паре пазов 17, Верхняя пластина 10 и нижняя 12 имеют, кроме того, поперечные пазы.
Подготовка накопителя к работе осуществляется следующим образом.
Две из деталей 7, подлежащих обработке, устанавливаются на левый вертикальный ряд (фиг,1) до соприкосновения с направляющей 5, Справа к ним поджимается разделительная планка 6 и фиксируется на направляющих 4 Г-образными болтами 8 и гайками 9, При этом пластины 10-12 сдвинуты относительно друг друга так, что планка б имеет максимальный поперечный размер,. Затем устанавливаются две следующие детали вертикального ряда И поджимаются к ранее зафиксированной планке. Справа к деталям поджимается разделительная планка и фиксируется на направляющих и т,д. Таким образом, в накопителе устанавливается максимально возможное количество вертикальных рядов деталей данного размера. Аналогично формируются горизонтальные ряды деталей ,
Чтобы обеспечить возможность извлечения и установки деталей в ячейки накопителя, например захватной головкой промышленного робота, нужны ячейки больших размеров, чем размеры деталей. Для образования зазоров между разделительными планками и деталями служат планки, состоящие из
пластин с относительным перемещением относительно друг друга. При помощи ручек 13 верхняя пластина 10 разделительной планки 6, например горизонтального ряда, перемещается влево. При этом винты 14, прикрепленные к верхней пластине 10, перемещаясь по угловым взаимнопараллельным пазам 16, сдвигают пластину относительно средней пластины 11, уменьшая поперечный размер разделительной планки 6, При перемещении пластины 10 влево, перемещаются влево и вверх винты 15, соединенные с нижней пластиной 12, в результате чего нижняя пластина 12 перемещается относительно средней пластины 11, уменьшая тем самым поперечный размер разделительной планки 6, Длина поперечных пазов в пластинах 10 и 12 определяет величину изменения поперечного размера разделительной планки6,
Применение изобретения позволяет сократить время на переналадку накопителя при изменении размеров деталей, а также извлекать и устанавливать детали из накопителя захватной головкой проьФлиленного робота.
Формула изобретения
1,Накопитель деталей, преимущественно цилиндрических, содержащий корпус, направляющие и разделительные планки, размещенные внутри его, отличающийся тем, что, с целью сокращения времени на переналадку накопителя при изменении размеров деталей, разделительные планки установлены в корпусе с возможностью их перемещения относительно направляющих и фиксирования их на последних,
2,Накопитель по п,1,отличающийся тем, что разделительные планки выполнены из нескольких пластин, установленных с возможность их перемещения относительно, друг друга
Источники информации, принятые во внимание при экспертизе
1, Малов А,Н, Загрузочные устройства для металлорежущих станков, М,, 1965, с, 13-14,
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин-накопитель деталей | 1987 |
|
SU1407759A2 |
| Автоматизированный технологический комплекс | 1984 |
|
SU1178029A1 |
| Устройство для зажима деталей | 1986 |
|
SU1399051A1 |
| Головка манипулятора | 1990 |
|
SU1811485A3 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| ОТРЕЗНОЙ РЕЗЕЦ | 1994 |
|
RU2065800C1 |
| Загрузочное устройство | 1985 |
|
SU1423349A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |

Фиг.1 .
