: Изобретение .относится к литейном производству, а именно к приспособ- |лениям для испытания формовочным и |стержневь х смесей.
: Цель изобретения - повышение точности и производительности экспериментальных работ.
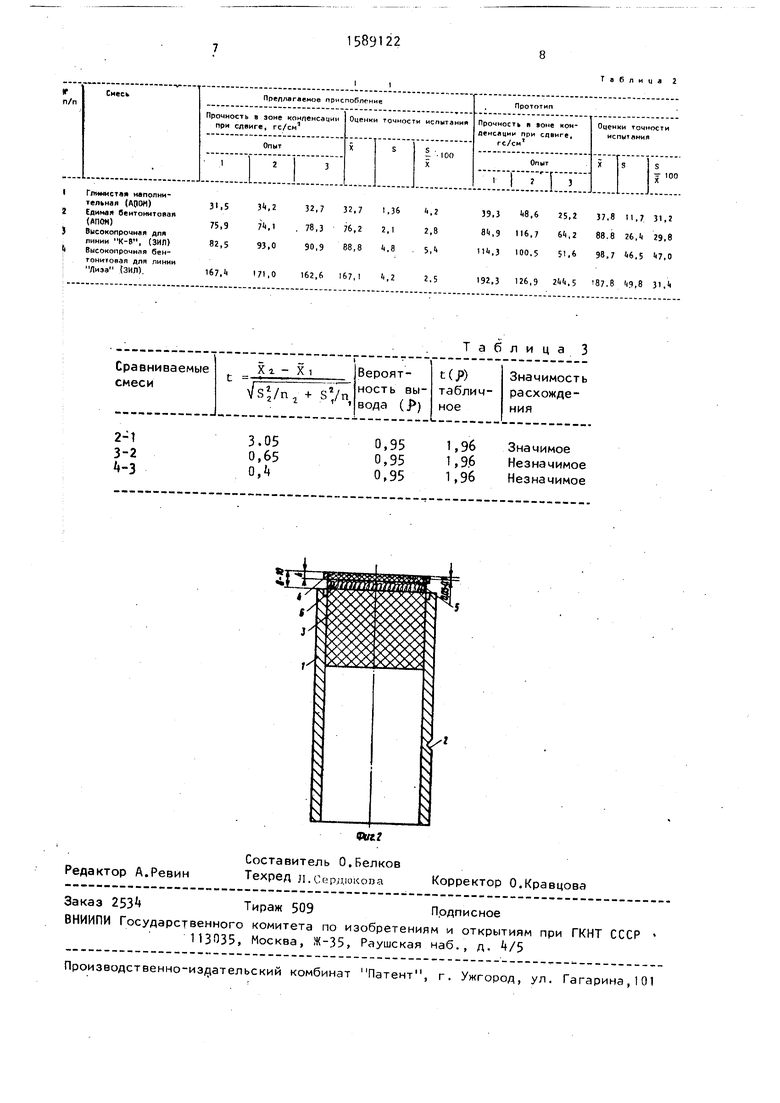
; . 1 изображено предлагаемое приспособление; на фиг. 2 - то же, в момент проведения испытания на прочность.
: Приспособление состоит из гильзы :1 с фиксатором 2 для закрепления ее в устройстве для проведения испь1та- ния. В верхней части гильзы 1 выполнена расточка, в которую при уплотнении образца 3 вставляют кольцо k с заплечиками, обеспечивающими удержание высушенной корочки 5 смеси при испытании. Нижний торец кольца k опирается о торцовую поверхность расточки гильзы, а между верхними торцами кольца и гильзы 1 имеется гарантированный зазор, равный 0,05-0,1 мм. Зысота кольца t, равная 3-5% высоты гильзы, соответствует средней толщине отслаивающейся при образовании ужимины корочки смеси.
Приспособление работает следующим образом.
Гильзу 1 с расположенным в ней кольцом k и образцом 3 смеси, уплотненным на стандартном лабораторном копре, устанавливают в устройство для проведения испытания и фиксируют в нем. На торцовую поверхность гильзы опускают печь, предварительно нагретую до 300-350°С.
Наличие гарантированного зазора между верхним торцом гильзы и кольца в процессе нагрева смеси и формирования зоны конденсации влаги предотвращает надрывы и смещения зоны конденсации влаги образца при соприкосновении плоскости нагревателя с кольцевой крышкой.
По истечении времени нагрева, обеспечиваюьцего образование высушенной корочки 5, по толщине приблизительно равной высоте кольца k (25- 35 с), печь снимают с образца и он 15 выдвигается из гильзы на 8-10 мм для освобождения зоны 6 конденсации влаги. К выдвинутому из гильзы кольцу 4 с высушенной корочкой 5 смеси прикладывают сдвигаюи1ую нагрузку и 0 определяют ее величину в момент разрушения образца. Кроме того, при установке датчика перемещения предлагаемое приспособление может быть использовано для измерения деформаций зоны 6 конденсации влаги при сдвиге. Освобождение зоны конденсации влаги перед приложением нагрузки предотвращает необходимость выполнять предварительные испытания с целью под- 0 бора времени, нагрева образца, обеспечивающего точное расположение зоны конденсации влаги в зазоре между двумя кольцами гильзы к моменту окончания приложения разрушающей 5 нагрузки.
Испытания предлагаемого приспособления показали, что точность получаемых при его применении результатов значительно выше по сравнению с ре- 0 зультатами, получаемыми на известном приспособлении. Для проведения сравнительных испытаний прочности формовочных смесей в зоне конденсации влаги при сдвиге в лаборатории НИИАТМ 5 испытывались смеси, отобранные с производственных участков изготовления чугунных отливок Андроповского производственного объединения моторостроения (АПОМ) и литейного цеха серого чугуна ЗИЛ.
Составы формовочных смесей представлены в табл. 1.
Результаты испытаний прочности смесей в зоне конденсации влаги при сдвиге с применением предлагаемого приспосо(5ления и прототипа представлены в табл. 2.
Каждое испытание повторялось три раза. По результатам испытаний вычислялись оценки математического ожидания X и дисперсии S. Точность испытания определялась вычислением коэффициента вариации, равным -
Л
100%.
Как следует из табл. 2, при использовании приспособления-прототипа наблюдается чрезвычайно большой разброс результатов испытаний, а коэффиgциент вариации, равный --100, на поЛ
рядок выше, чем при применении предлагаемого приспособления.
Для оценки чувствительности приспособления-прототипа при испытаниях формовочных смесей приведенного в табл. 1 состава был использован статистический метод сравнения средних при известных дисперсиях. Оценивалась неслучайность расхождений средних значений испытаний смесей 2 и 1, 3 и 2j i и 2 при использовании приспособления-прототипа. Результаты оценки приведены в табл. 3.
Различие в результатах испытаний смесей 2 и 1 с применением приспособления-прототипа с вероятностью вывода 0,95 значимо, поскольку абсолютная величина отношения t превосходит значение t(p). В остальных случаях это
расхождение незначимо. В то же время различие в результатах испытаний тех же смесей при использовании предлагаемого приспособления во всех случаях существенно.
Таким образом предлагаемое приспособление позволяет достаточно надежно, точно и быстро контролировать формовочные смеси по прочности в зоне конденсации влаги и тем самым способствовать сокращению брака по ужиминам в литейных цехах.
Формула из об р е т е н и я
Приспособление для испытания прочности формовочных и стержневых смесей в зоне конденсации влаги, содержащее гильзу для образца формовочной и стержневой смесей и кольцо для фиксации подсушенного слоя смеси, отличающееся тем, что, с целью повышения точности и производительности экспериментальных работ, гильза выполнена с внутренней кольцевой проточкой, а кольцо имеет в поперечном сечении Г-образную форму и размещено в упомянутой кольцевой проточке горизонтальной полкой вверх, при этом высота кольца равна 3-5 высоты гильзы, а высота проточки больше высоты кольца на 0,05 - 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 1997 |
|
RU2139769C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2001 |
|
RU2188094C1 |
| Устройство для определения предела прочности формовочных смесей на разрыв | 1981 |
|
SU972319A1 |
| Устройство для испытания формовочных смесей | 1978 |
|
SU711426A1 |
| Способ изготовления литейныхфОРМ | 1979 |
|
SU822974A1 |
| Способ определения индекса пластичности формовочных и стержневых смесей | 2018 |
|
RU2682262C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2393938C1 |
| Смесь для изготовления литейныхфОРМ | 1979 |
|
SU850251A1 |
| Смесь для изготовления литейных водорастворимых стержней | 1977 |
|
SU876252A1 |
Изобретение относится к литейному производству. Цель изобретения - повышение точности и производительности экспериментальных работ. Поставленная цель достигается тем, что в предлагаемом приспособлении гильза 1 для формирования образца 2 выполнена с внутренней проточкой, в которую установлено съемное кольцо 4 из нержавеющей стали с гарантированным зазором в 0,05-0,1 мм между верхними торцами гильзы 1 и кольца 4, при этом высота кольца равна 3-5% высоты гильзы 1 и соответствует средней толщине отслаивающейся при образовании ужимины корочки формовочной смеси. Для гарантированного разрушения образца по зоне конденсации влаги независимо от длительности испытания испытуемый образец 3 вместе с кольцом 4 должен быть установлен до начала приложения разрушающей нагрузки на 8-10 мм выше верхнего торца гильзы. 2 ил., 3 табл.
Глинистая наполнительная(АПОМ)
Единая бентонитовая (АПОМ) 2,5
Высокопрочная
для линии
К-В,(ЗИЛ) Высокопрочная
бентонитовая
для линии
Диза (ЗИЛ) 3,0
95, - 0, 32,80 0,45
1,5 S tJ 0,8
91,8 1,3
Таблица 1
0,15
4,2 4,1
3,2
3,5
