Q.SIL Фиг.1
Изобретение относится к обработке ме- Галлов резанием и может быть использовано при расточных, шлифовальных и дру- их операциях при обработке отверстий. Целью изобретения является повышение 1очности и качества обработки за счет умень- шения амплитуд изгибных колебаний оправки, передаваемых на режущий инструмент. На фиг. 1 показана оправка, общий вид; на фиг. 2 - схема возникновения первой
да находится на расстоянии 0,87 длины L консоли постоянного поперечного сечения от места ее заделки и не зависит от диаметра поперечного сечения.
Усиление именно третьей формы изгиб- ных колебаний консольной части дает возможность максимально рассеять колебательную энергию в материале оправки. Считая, что рассеяние энергии на отдельных фор мах пропорционально собственн ым часlljHJ I/1V1 С1 л 11 L/ iv 1
Г, фор-„-„з™.„.х ко.е5а„„й .ор- ,0 ™--™,Г кЕГейсГГ
Оппавка содержит хвостовую часть вформе (III) (как это показано на фиг. 2)
I радиально расположенное гнездо под режу- I щий инструмент 3.
ботки.
Узловая точка третьей формы находится
ь:;:;:г.-,;.,....™. „,..;;:;
. т -
та увеличиваются почти в два раза в том случае, когда он расположен в точках 0,8L или 1,OL.
зец 3.
По прохождении критического числа ооо- ротов консольная часть 2 располагается в зоне самоцентрирования, где амплитуды крутильных колебаний шпинделя, а следо вательно, этой части с размещенным на ней режущим инструментом - минимальные.
В процессе резания на режущий инструмент действует переменная сила резания, зависящая от скорости резания, толщины снимаемой стружки и многих других факторов. Можно считать, что сила резания возбуждает вынужденные изгибные колебания консольной части в широком частотном диапазоне. При воздействии на консольную меха1, rill III 1 ,чу 1-- .
Использование указанной оправки позволяет получить 5 квалитет точности и Ra 0,5 мм.
Формула изобретения
30
Оправка для крепления режущего инструмента на шпинделе, содержащая предназначенную для соединения со шпинделем хвостовую часть и жестко связанную с ней консольную часть длиной L и постоянного
, -.
особой точкой является узловая точка треть- 40 инструмент, вУ от Гвост овТчГсТи ей формы изгибных колебаний, которая всег-на расстоянии 0,87L от хвостовой части.
да находится на расстоянии 0,87 длины L консоли постоянного поперечного сечения от места ее заделки и не зависит от диаметра поперечного сечения.
Усиление именно третьей формы изгиб- ных колебаний консольной части дает возможность максимально рассеять колебательную энергию в материале оправки. Считая, что рассеяние энергии на отдельных фор мах пропорционально собственн ым часlljHJ I/1V1 С1 л 11 L/ iv 1
™--™,Г кЕГейсГГ
та увеличиваются почти в два раза в том случае, когда он расположен в точках 0,8L или 1,OL.
1, rill III 1 ,чу 1-- .
Использование указанной оправки позволяет получить 5 квалитет точности и Ra 0,5 мм.
Формула изобретения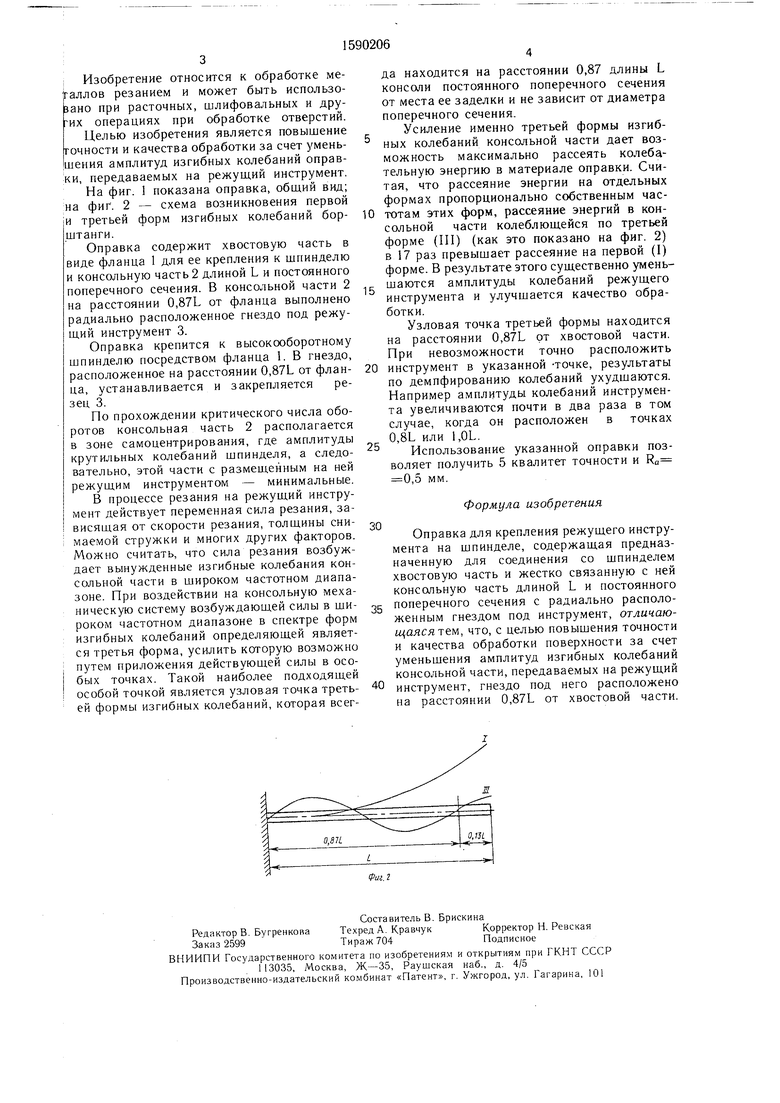
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения и устройство для его осуществления | 1974 |
|
SU603501A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИРОВАНИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА | 1992 |
|
RU2069122C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2169058C1 |
| УСТРОЙСТВО для МЕХАНИЗИРОВАННОГО КОНЦЕВОГО ИНСТРУМЕНТА | 1973 |
|
SU405666A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2001 |
|
RU2212311C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при расточных, шлифовальных и других операциях при обработке отверстий. Целью изобретения является повышение точности и качества обработки за счет уменьшения амплитуд изгибных колебаний оправки, передаваемых на режущий инструмент. Оправка содержит хвостовую часть в виде фланца 1 для ее крепления к шпинделю и консольную часть 2 длиной L и постоянного поперечного сечения. В консольной части 2 на расстоянии 0,87 .L от фланца в радиально расположенном гнезде устанавливается резец 3. В процессе обработки на инструмент действует переменная сила резания, возбуждающая вынужденные изгибные колебания консольной части. Благодаря закреплению инструмента на расстоянии 0,87 L рассеяние энергии в консольной части, колеблющейся по третьей форме, значительно превышает рассеяние на первой форме. В результате этого существенно уменьшаются амплитуды колебаний режущего инструмента, что повышает точность и качество обработки. 2 ил.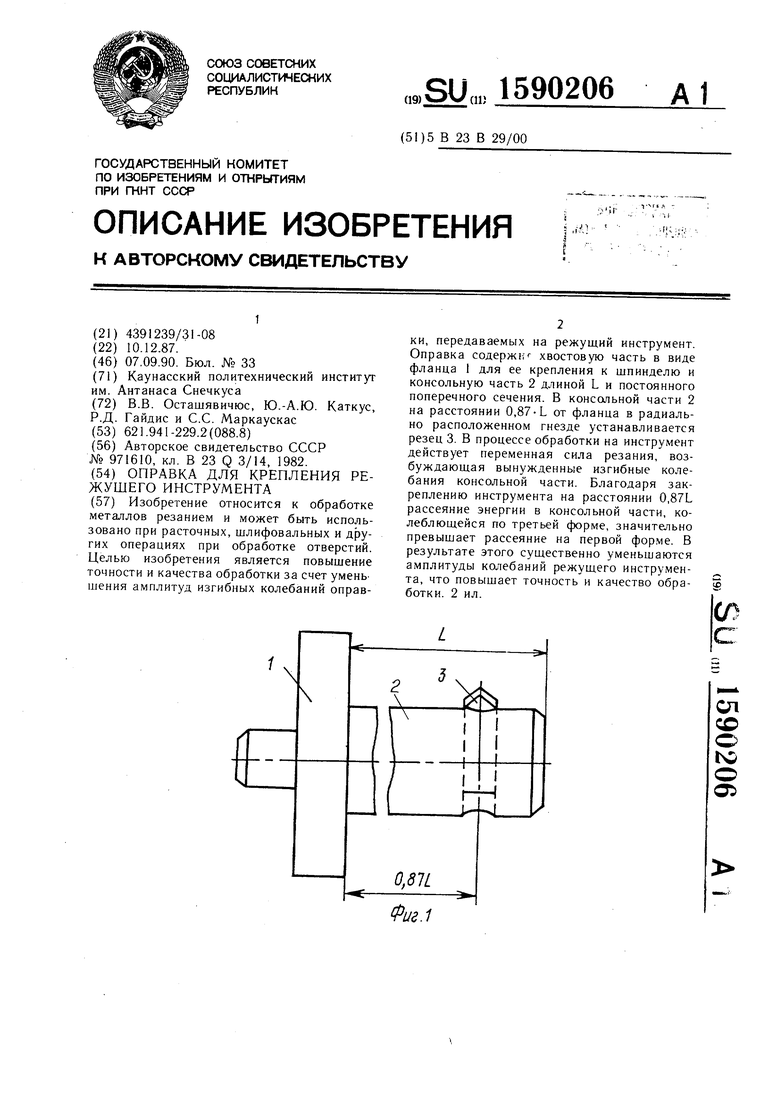
Фиг.2
| Оправка для крепления режущего инструмента на упруго установленном шпинделе | 1981 |
|
SU971610A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
