(54) ОПРАВКА ДЛЯ КРЕПЛЕНИЯ PEЖУUJEГO ИНСТРУМЕНТА НА УПРУГО УСТАНОВЛЕННОМ ШПИНДЕЛЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для динамической балансировки шпинделя деревообрабатывающего станка | 1987 |
|
SU1489986A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2001 |
|
RU2212311C2 |
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ КОЛЕБАНИЙ ПИЛЬНОГО ДИСКА | 1991 |
|
RU2009886C1 |
| Устройство для компенсации дисбаланса вращающейся сборочной единицы | 2019 |
|
RU2710399C1 |
| Резцовая головка | 1986 |
|
SU1496934A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| Отрезное устройство | 1987 |
|
SU1585097A1 |
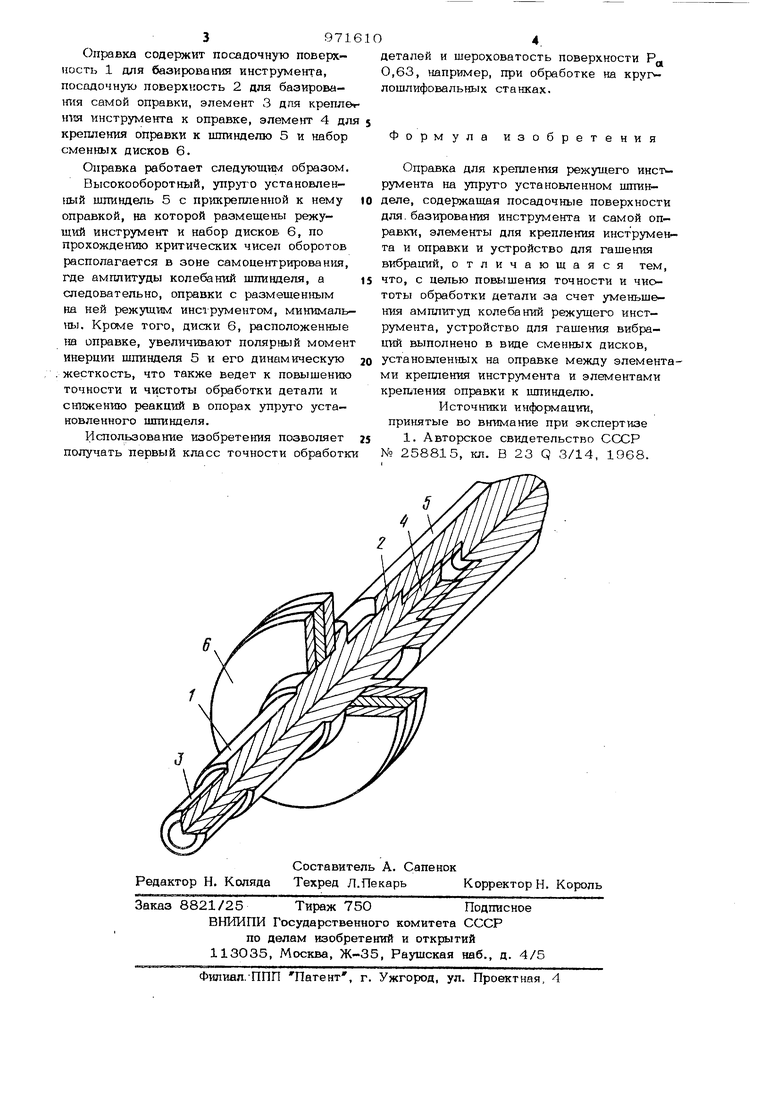
Изобретение относится к области ма-, иганостроения, в частности, к вспомогательным приспособлениям для установки и и крепления инструмента на высокооборот ных металлорежущих станках. Известна оправка для крепления р&жущего инструмента на шпинделе металлЪ режущего станка,содержащая посадочные поверхности для базирования инструмента и самой оправки, элементы крепления инструмента и оправки и устройство для гашения вибра1анй 1 . Недостатком известной оправки является то, что при ее. использовании имеет место значительное нагружение опор шпи деля, пропорциональное дисбалансу вращаюшихся частей. Целью изобретения является снижение реакций в опорах шпинделя и повышение точности и чистоты обработки дегалей за счет уменьшения амплитуд колебаний режущего инструмента. Поставленная Ц€шь достигается тем, что устройство для гашения вибраций выполнено в виде набрра сменных дисков, монтируемых на опррвке между элементами, крепления инструмента и элементами крепления оправки к упруго установленному шпинделю. Наличие набора сменных дисков позволяет менять массово-геометрические параметры оправки, увеличивая полярный момент инерции шпинделя таким образом, чтобы рабочую частоту вращения упруго установленного шпинделя расположить в зоне самоцентрирования упруго установленного шпинделя и увеличить динамичеокую жесткость его, что ведет к снижению реакций в опорах шпинделя и к уменьшению дсмптггуа. колебания режущего инстру. мента, а следовательно, и повышению точности и частоты обработки деталей. Количество сменных дисков и ик осевые моменты инерции определяются из расчета динамики шпинделя. На чертеже изображена оправка для крепления режущего инстру ента на упр го установленном шпинделе.
