| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| Устройство для высокочастотной сварки изделий | 1989 |
|
SU1648685A1 |
| Устройство для измерения полезной мощности индуктора | 1978 |
|
SU781706A1 |
| Устройство для контроля сварки | 1975 |
|
SU593861A1 |
| Способ управления процессом высокочастотной сварки труб | 1980 |
|
SU986680A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU835679A1 |
| МОДУЛЬНЫЙ ИСТОЧНИК ТОКА | 2023 |
|
RU2812960C1 |
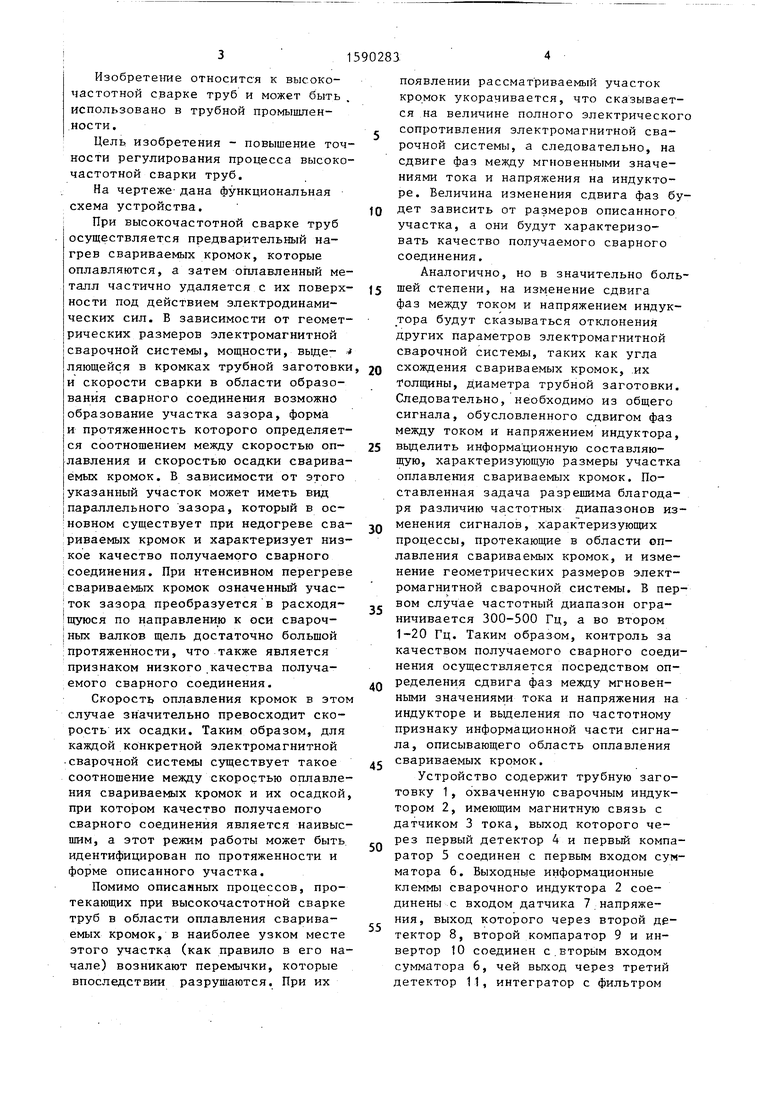
Изобретение относится к высокочастотной сварке труб и может быть использовано в трубной промышленности. Цель изобретения - повышение точности регулирования процесса высокочастотной сварки труб. При оплавлении свариваемых кромок возникают перемычки, которые изменяют полное сопротивление электромагнитной сварочной системы. Устройство позволяет учесть эти изменения путем определения сдвига фаз между током и напряжением индуктора в определенном частотном диапазоне. В зависимости от полученного сигнала меняется мощность источника нагрева. Устройство включает датчики тока 3 и напряжения 5, детекторы 4, 7 и 11, компараторы 5 и 8, сумматор 6, интегратор 12 с фильтром высоких частот и фильтр 13, подключенный к устройству управления 14 мощностью источника нагрева. Устройство позволяет повысить механические свойства соединения и точность стабилизации процесса. 1 ил.