сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ И АВАРИЙНЫХ ПОСТЕЛЕЙ РАЗЪЕМНЫХ КОРПУСОВ ПОДШИПНИКОВ | 2008 |
|
RU2395378C2 |
| Способ восстановления разъемных корпусов подшипников | 1984 |
|
SU1189634A1 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| Способ восстановления разъемных корпусов подшипников | 1991 |
|
SU1821324A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1991 |
|
RU2082579C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВОМ БИМЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ КОРПУСОВ | 1987 |
|
SU1466132A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ВКЛАДЫШЕЙ ОПОРНО-УПОРНОГО ПОДШИПНИКА РОТОРА НАГНЕТАТЕЛЯ ГЦ-2-420 | 2021 |
|
RU2792832C2 |
Изобретение относится к ремонтному производству и может быть использовано для восстановления разъемных подшипников с вкладышами. Цель изобретения - расширение технологических возможностей путем многократного восстановления разъемных подшипников с зазором по поверхностям разъема. В плоскостях разъема подшипника снимают фаски по образующим цилиндрических поверхностей. Плакируют, например сваркой взрывом, внешнюю поверхность вкладыша дополнительным материалом, свариваемым с материалом подшипника. Затем по фаскам приваривают вкладыш к подшипнику. Приваривание вкладыша обеспечивает его жесткое крепление к обойме, что предохраняет подшипник от износа и деформации. 1 з.п. ф-лы, 2 ил.
Изобретение относится к ремонтному производству и может быть использовано для восстановления разьемных подшипников с вкладышами.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности многократного восстановления разъемных подшипников с зазором по поверхности разъема.
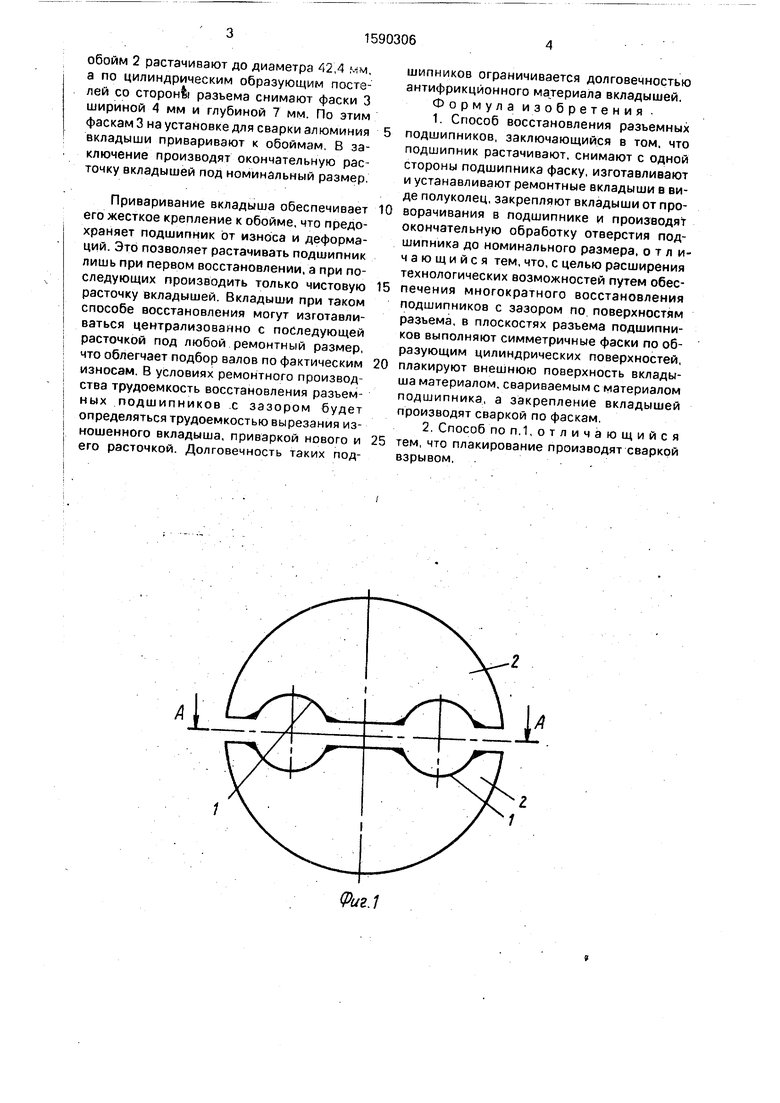
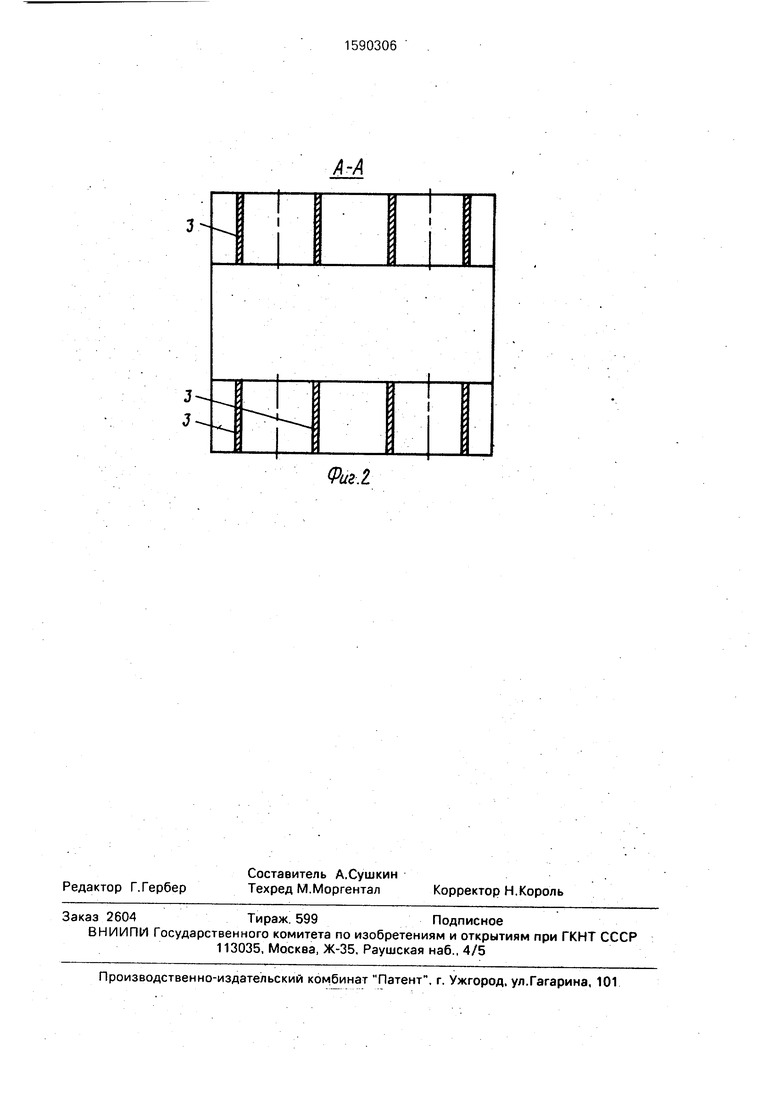
На фиг. 1 представлен фрагмент варианта реализации способа на примере шестеренчатого гидронасоса; на фиг.2 - сечение А-А на фиг.1.
Способ включает следующую последовательность операций: изготовление ремонтного вкладыша; плакирование взрывом вкладыша (или листа для штамповки вкладыша) дополнительным материалом,свариваемым с материалом подшипника; расточка подшипника; снятие фасок в плоскостях разъема по образующим постелей подшипника; .приваривание вкладыша к подшипнику по фаскам; окончательная обработка отверстия подшипника до номинального размера, В. зависимости от конкретной реализации способа возможно 2 варианта; согласно первого сначала изготавливают ремонтный вкладыш, а затем плакируют вкладыш или.по второму варианту лист Для штамповки вкладыша плакируют дополнительным материалом, свариваемым с материалом подшипника, а затем изготавливают вкладыш.
Пример, В насосах типа НШ-К,НШ-50, НШ-100 и др. Взрывом изготавливают три- металлический лист толщиной 4 мм (алюминий 1 мм, сталь 1,5 мм, бронза 1,5 мм), режут его на заготовки 45 х 65 мм и из них алюминием наружу штампуют вкладыши 1 (фиг.1) с внутренним диаметром 38.4 мм. Постели
СЛ
ю о со о
ON
обоим 2 растачивают до диаметра 42 4 -м а по цилиндрическим образующим постелей со CTopoHfei разьема снимают фаски 3 шириной 4 мм и глубиной 7 мм. По этим
фаскам 3 на установке для сварки алюминия вкладыши приваривают к обоймам В заключение производят окончательную оас- точку вкладышей под номинальный размер.
Приваривание вкладыша обеспечивает его жесткое крепление к обойме, что предохраняет подшипник от износа и деформации. Это позволяет растачивать подшипник лишь при первом восстановлении, а при последующих производить только чистовую расточку вкладышей. Вкладыши при таком способе восстановления могут изготавливаться централизованно с последующей расточкой под любой ремонтный размер что облегчает подбор валов по фактическим износам. В условиях ремонтного производства трудоемкость восстановления разьем- ных подшипников с зазором будет определяться трудоемкостью вырезания изношенного вкладыша, приваркой нового и его расточкой. Долговечность таких подшипников ограничивается долговечностью антифрикционного материала вкладышей
Формула изобретения .
2, Способ по п.1. о т л и ч а ю щ и и с я производят сваркой
ВОМ, ,
(Риг2
| Способ восстановления разъемных корпусов подшипников | 1984 |
|
SU1189634A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
