(21)4443744/31-27 (22)17.05.88
(46)07.09.90. Бюл. №33
т)Институт сверхтвердых материалов АН
(72) О.А. Розенберг, Ю.Н. Даллакян А л КрицкиДС.Е,Ше.кин,А.А.1маров иг1(53)621.735(088.8)
(56) Комплект документов на технологический ц, восстановления 150.41.110 4
ЦОК ПтГвт Гр - СССР, цимпь ВНПО Ремдеталь, 1985
.1Т.То1.
|ГвГо в ° иТт г 1, ;;™%ОСУЩЕСТВЛЕНИЯ Н Г ДЛЯ ЕГО
(57) Изобретение относится к машиностооР иию и может быть использовано приХа Ьотке наружных поверхностей тел вращения сложного профиля. Цель изобре
;o: :rzrr .-г„;-™ге™:::
™ наружкой ци„„„лр„неской поверхно ™
еГ:гг ггг .
по расчетной зависимости. Затем Тице- щТй Г деформируюГп е7ен;оГоГемам Гвмирующие вставки закреплены поок ужно1opi: --,-
ис::; :ооаГ ° 2с пТлГ4°г -ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления шлицевой втулки | 2015 |
|
RU2608860C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления изношенной поверхности шлицов каретки синхронизатора | 2015 |
|
RU2622551C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| Способ восстановления изношенной поверхности зубьев каретки синхронизатора | 2015 |
|
RU2621942C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОСА БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2015 |
|
RU2611000C2 |
| Способ наплавки | 1991 |
|
SU1834760A3 |
Изобретение относится к машиностроению и может быть использовано при обработке наружных поверхностей тел вращения сложного профиля. Цель изобретения - повышение производительности процесса восстановления шлицевых валов и экономия металла. Способ восстановления шлицевых валов включает наплавку металла по наружной цилиндрической поверхности шлицев. Ось симметрии наплавленного объема металла смещена от оси симметрии шлица в сторону изношенной боковой поверхности. Величину смещения определяют по расчетной зависимости. Затем шлицевый вал протягивают через деформирующий инструмент с распределением наплавленного объема металла по всей поверхности шлица. Инструмент содержит корпус с центральным цилиндрическим отверстием и с пазами, в которых установлены деформирующие вставки. При этом деформирующие вставки закреплены по окружности отверстия корпуса. Ось симметрии деформирующей вставки совпадает с осью симметрии шлицы. Деформирующие вставки смонтированы в пазах корпуса с натягом. 2 с.п.ф-лы, 4 ил.
оотке наружных поверхностей теп вращения сложного профиля
НИР «бретения является повышение производительности процесса восг
ГГлГ - вало в иТкоГГя
нГ.°е-;„т.:г„°:1-гг
sSeZ-™rpr- r;irния определяют из зависимости
Л ч 2((1)
гдедн - ширина полосы наплавленного ме- д ° появления износа; О величина износа боковой повеох§Р Е Ь
.
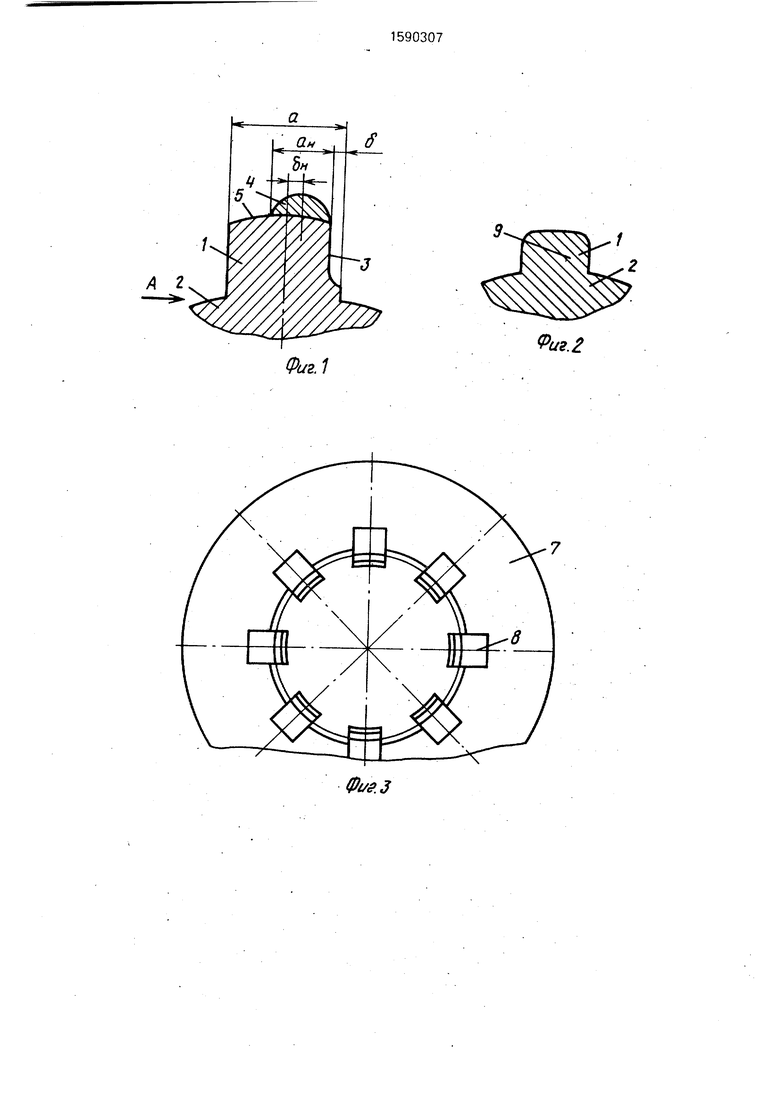
На фиг.1 изображен шлиц шлицезсго
вала; на фиг.2 - восстановленный шлиц; на
фиг.З - дефо)мирующий инструмент; на
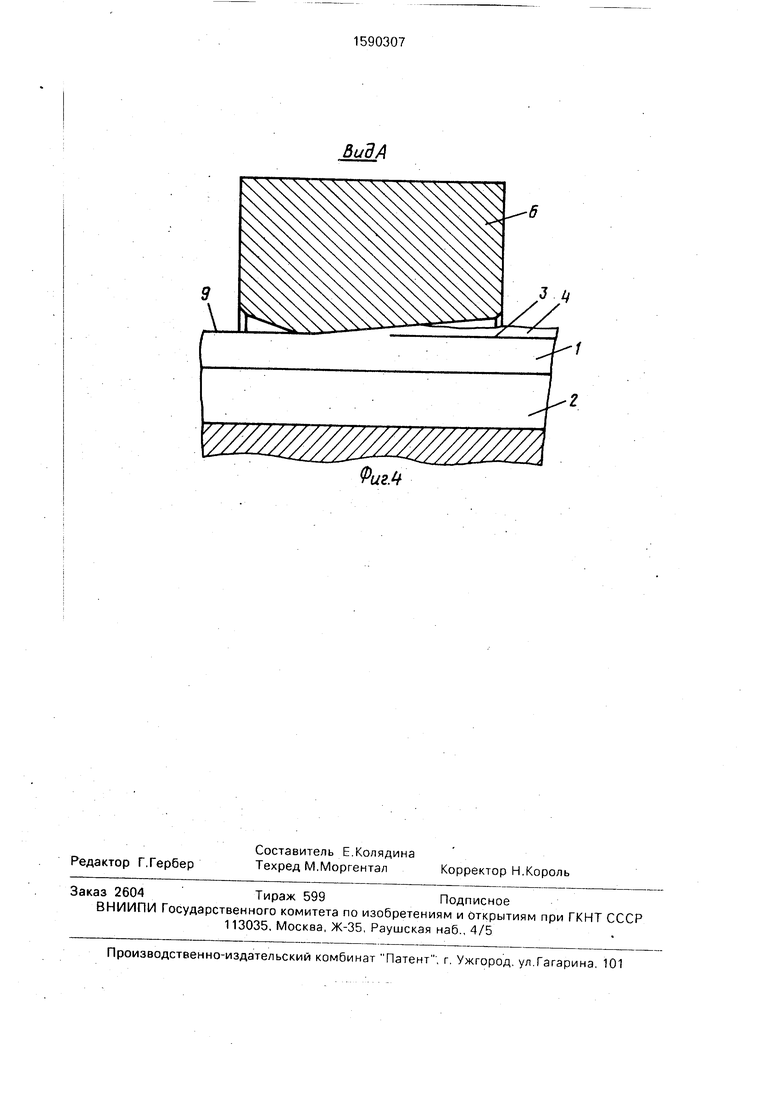
фиг.4 - процесс протяжки шлицевого вала
через деформирующий инструмент.
На чертежах изображен шлиц 1 шлицевого вала 2 с изношенной боковой поверхностью 3. Наплавку металла 4 производят на наружной цилиндрической поверхности 5, при этом объем наплавленного металла 4 смещен в сторону изношенной боковой поверхности 3. Формирование исходного профиля шлицев осуществляют протяжкой вала через деформирующий инструмент 6. Деформирующий инструмент 6 состоит из корпуса 7, в пазы которого установлены деформирующие вставки 8. После протяжки шлицевого вала 2 через деформирующий инструмент 7 наплавленный металл 4 распределяется по всей поверхности шлица 1. образуя исходную форму шлица 9. Пример,
На изношенные шлицы (износ 10-15%) шириной 10 мм шлицевого вала наружным диаметром D 60 мм произведена наплавка стали ЗОХГСА со смещением относительно оси симметрии шлица дн 0.5 мм. Величина смещения определялась по зависимости (1). Ширина наплавки 8 мм. Усилие протяжки данного вала с натягом 2,5 мм составило 20 т. В пазы корпуса инструмента (сталь 35ХГСА, НРС 40 -.45) запрессованы деформирующие вставки, изготовленные из твердого сплава ВК 15 с натягом 0,05 мм. Натяг рассчитывался по зависимости л - Q..
2nEf(sina + tcosal ТБ .
Ниже приведены значения величин, входящих в зависимость (2) в конкретном случае реализации способа.
Q 20 т; п 8; а 12 мм; I 35 мм; b 10 мм; а 6°.
Значение коэффициента трения принималось равным f 0,07; Е 600 ГПа.
В результате обжатия вала в деформирующем инструменте ширина шлицев в среднем составила 11,2 мм, что вполне достаточно для получения окончательного(чистового) размера шлицев. Протяжку вала производили со скоростью 2 м/мин. Машинное время операции протяжки вала длиной 450 мм составило 0,25 мин при расходе проволоки около 0,400 кг, время наплавки около ЗЬ мин. тогда как по ранее применяемой технолх)гии машинное время операции фрезерования составляло 12 мин, время наплавки 1 ч 40 мин, расход проволоки состав лял около 1,8 кг.
Наплавление компенсирующего металла на цилиндрическую поверхность шлицы шлицевого вала со смещением объема наплавленного металла в сторону изношенной 5 поверхности и последующая протяжка вала через деформирующий инструмент позволяет повысить производительность процесса восстановления шлицевых валов и экономить наплавочный металл. 10Формулаизобретения
Зн 6 .
)
дн
где ан ширина полосы наплавленного ме0 талла;
а - ширина шлица до появления износа,
б - величина износа боковой поверхности шлица;
5 а формирование исходного профиля шлицев осуществляют протяжкой вала через деформирующий инструмент с распределением наплавленного объема металла по всей поверхности шлица.
5 заднюю конические поверхности, разделенные цилиндрической поверхностью, о т- личающийся тем. что. с целью повышения производительности процесса восстановления шлицевых валов и экономии металла, деформирующие вставки закреплены на внутренней поверхности центрального цилиндрического отверстия корпуса по 5 окружности, при этом каждая деформирующая вставка обрабатывает одну шлицу вала и ось симметрии деформирующей вставки совпадает с осью симметрии шлицы вала, причем деформирующие вставки смонтиро- 10 ваны в пазах корпуса с натягом.
Фиг.1
0f/f.J
иг.г
Вид/1
222 ШШ22т
иг.
