Изобретение относится к металлообработке, в частности к обработке деталей с фасонным профилем накатыванием.
Целью изобретения является расширение технологических возможностей за счет уменьшения нагрузки на шпиндель станка.
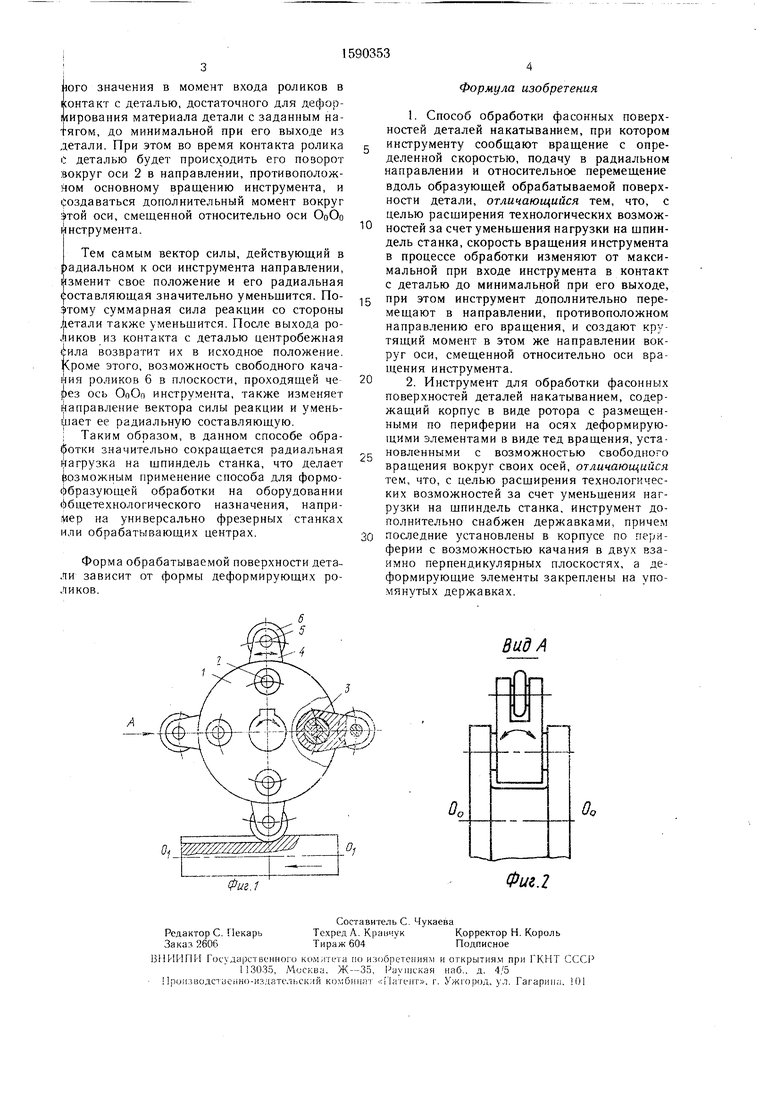
На фиг. 1 представлена схема осушествле- ния способа; на фиг. 2 - вид А на фиг. 1.
Способ осуществляют следуюш,им образом.
Инструменту сообщают вращение с номинальной скоростью вокруг своей оси ОоОо и подачу в радиальном направлении с постоянным натягом, определяемым глубиной профиля обрабатываемой поверхности. Детали сообщают перемещение вдоль образующей обрабатываемой поверхности.
Способ осуществляют инструментом, содержащим корпус 1, в котором по периферии расположены оси 2. На этих осях установлены шарообразные подшипники 3, имеющие сферическую наружную часть, свободно перемещающуюся по сфере во всех направлениях. На подшипниках плотно закреплены одним концом вилки-державки 4, на другом конце которых на осях 5 установлены деформирующие элементы-ролики 6 с возможностью свободного вращения. Таким образом, ролики б имеют возможность вращаться вокруг своей оси 5, качаться вместе с вилками 4 в двух взаимно перпендикулярных плоскостях вокруг оси 2 и вместе с корпусом 1 инструмента вращаться вокруг оси О оО.э инструмента.
В исходном положении при невращающемся шпинделе деформирующие ролики 6 вместе с вилками 4 находятся в опущенном положении под действием силы их тяжести.
После осуществления указанных движений при вращении инструмента вокруг своей оси ОоОо номинальной скоростью V за счет действия центробежной силы F ролики займут положение, наиболее удаленное от оси doOfl. При этом величина F, должна превышать силу тяжести Р.
Номинальная скорость V в процессе осуществления способа обработки будет изменяться от своего максимального номинальсд со о оо
СП
со
иого значения в момент входа роликов в контакт с деталью, достаточного для дефор- нирования материала детали с заданным натягом, до минимальной при его выходе из детали. При этом во время контакта ролика С деталью будет происх одить его поворот вокруг оси 2 в направлении, противоположном основному вращению инструмента, и создаваться дополнительный момент вокруг $той оси, смещенной относительно оси ОоОо ill нстру мента.
Тем самым вектор силы, действующий в радиальном к оси инструмента направлении, изменит свое положение и его радиальная (оставляющая значительно уменьщится. По- $тому суммарная сила реакции со стороны Летали также уменьшится. После выхода ро- Ликов из контакта с деталью центробежная |:;ила возвратит их в исходное положение. этого, возможность свободного качания роликов 6 в плоскости, проходящей че рез ось ОоОо инструмента, также изменяет Направление вектора силы реакции и умень- 1ает ее радиальную составляющую. I Таким образом, в данном способе обра- фотки значительно сокращается радиальная i-iaгрузка на шпиндель станка, что делает возможным применение способа для формо- Фбразующей обработки на оборудовании (Ьбщетехнологического назначения, напри- .мер на универсально фрезерных станках или обрабатывающих центрах.
Форма обрабатываемой поверхности детали зависит от формы деформирующих роликов.
0
Формула изобретения
1.Способ обработки фасонных поверхностей деталей накатыванием, при котором
инструменту сообщают вращение с определенной скоростью, подачу в радиальном направлении и относительное перемещение вдоль образующей обрабатываемой поверхности детали, отличающийся тем, что, с целью расширения технологических возможностей за счет уменьщения нагрузки на щпин- дель станка, скорость вращения инструмента в процессе обработки изменяют от максимальной при входе инструмента в контакт с деталью до минимальной при его выходе, при этом инструмент дополнительно перемещают в направлении, противоположном направлению его вращения, и создают крутящий момент в этом же направлении вокруг оси, смещенной относительно оси вращения инструмента.
2.Инструмент для обработки фасонных поверхностей деталей накатыванием, содержащий корпус в виде ротора с размещенными по периферии на осях деформирующими элементами в виде тед вращения, установленными с возможностью свободного вращения вокруг своих осей, отличающийся тем, что, с целью расщирения технологических возможностей за счет уменьщения нагрузки на щпиндель станка, инструмент дополнительно снабжен державками, причем последние установлены в корпусе по периферии с возможностью качания в двух взаимно перпендикулярных плоскостях, а деформирующие элементы закреплены на упомянутых державках.
0
5
0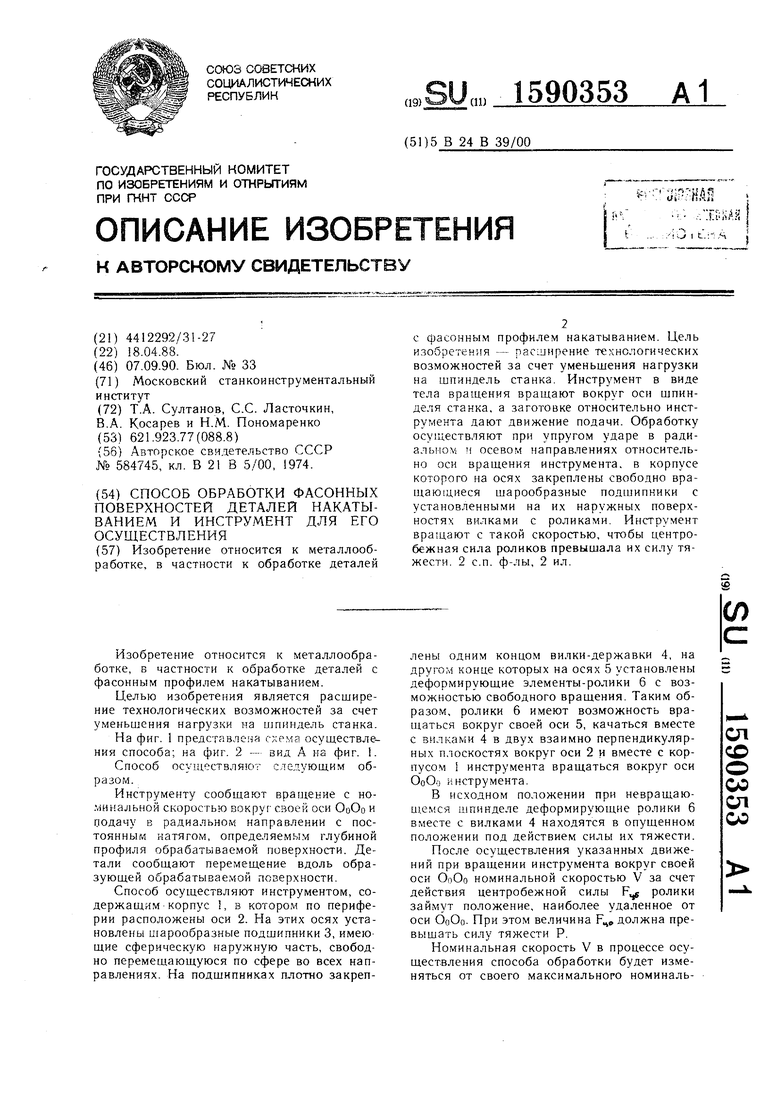
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Устройство для накатывания наружных поверхностей вращения | 1987 |
|
SU1511090A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| Устройство для чистовой обработки поверхностей | 1986 |
|
SU1386433A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| Инструмент для обработки глубоких фасонных профилей деталей | 1988 |
|
SU1660818A1 |
| Устройство для двусторонней обработки линейных поверхностей накатыванием | 1987 |
|
SU1669597A1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
Изобретение относится к металлообработке, в частности к обработке деталей с фасонным профилем накатыванием. Цель изобретения - расширение технологических возможностей за счет уменьшения нагрузки на шпиндель станка. Инструмент в виде тела вращения вращают вокруг оси шпинделя станка, а заготовке относительно инструмента дают движение подачи. Обработку осуществляют при упругом ударе в радиальном и осевом направлениях относительно оси вращения инструмента, в корпусе которого на осях закреплены свободно вращающиеся шарообразные подшипники с установленными на их наружных поверхностях вилками с роликами. Инструмент вращают с такой скоростью, чтобы центробежная сила роликов превышала их силу тяжести. 2 ил.
Фиг.1
Вид А
Фие.2
