Изобретение относится У M(таллооб э- ботке и может быть испгльзовано пои двусторонней обработке линемныл поверхностей деталей н катнвчниеч
Цель изобретения повышение ва поверхности путем снижена уде;чных давлений
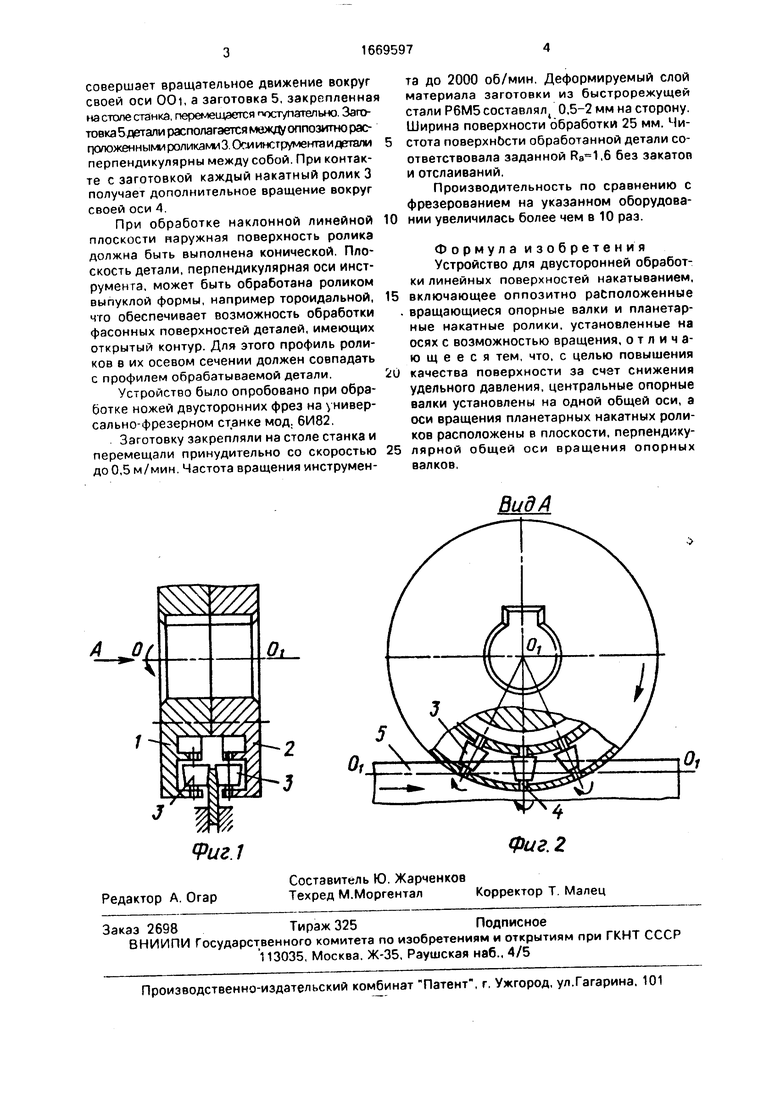
На фиг 1 покачано устройство общий вид на фиг 2 - вид А на Фи i
УСТРОЙСТВО ДЛЯ Двусторонней обр GOT
ки линейных поверхносгг и накатыванием состоит из двух опорнпх вапов 1 и 2 расположенных на одной OLH и жестко сорпи ненных между собой Дчя крепления инструмента наприме па уш.ч ергально фрезерном станке в корпусе поса дочное отверстие со ijn HI ним пазом На
КаЖДОМ ИЗ ОПЭрНЫХ Bdil- MI 1 П , ПППОЗИТНО
оси разъема установлены н пагныо ролики 3, которые расположены a ta , ряда мерно по окружности вой руг с бщей иси 001 Ролики 3 закреплены на осях 4 с возможно стью свободного вртцония относительно
них Двустороннее крепление осей 4 роликов 1 позволяет инструменту воспринимав большие усилия при незначительных уде if ных давлениях на ось Форму роликов 3 выбирают в зависимости от обрабатываемой поверхности детали 5
Устройство для двусторонней обработки линейных поверхностей накатыванием рабгтаег следующим образом
Заготовку детали 5 устанавливают на столе станка между двумя рядами вращающихся в параллельных плоскостях вокруг общей оси OOi в одну сторону роликов 3 Контакт роликов 3 с заготовкой 5 осуществляется с противоположных сторон ni IPM одновременно с каждой стороны за готовки в контакте участвует несколько роликов Это позволяет уменьшить давление на единицу площади контакта и направить усилие деформации в направлении враще пня ротиков
В процессе работы устройство закреп ленное на шпинделе станка (не показан),
сл
о о ю ел ю -ч
совершает вращательное движение вокруг своей оси 001, а заготовка 5, закрепленна на столе станка, перемещается поступательно. Заготовка 5 детали располагается между оппозитно расположенными роликами 3 Осиинструментаидетали перпендикулярны между собой. При контакте с заготовкой каждый накатный ролик 3 получает дополнительное вращение вокруг своей оси 4.
При обработке наклонной линейной плоскости наружная поверхность ролика должна быть выполнена конической. Плоскость детали, перпендикулярная оси инструмента, может быть обработана роликом выпуклой формы, например тороидальной, что обеспечивает возможность обработки фасонных поверхностей деталей, имеющих открытый контур. Для этого профиль роликов в их осевом сечении должен совпадать с профилем обрабатываемой детали.
Устройство было опробовано при обработке ножей двусторонних фрез на универсально-фрезерном станке мод. 6И82.
Заготовку закрепляли на столе станка и перемещали принудительно со скоростью до 0,5 м/мин. Частота вращения инструмента до 2000 об/мин. Деформируемый слой материала заготовки из быстрорежущей стали Р6М5 составлял4 0,5-2 мм на сторону. Ширина поверхности обработки 25 мм. Чистота поверхности обработанной детали соответствовала заданной ,6 без закатов и отслаиваний.
Производительность по сравнению с фрезерованием на указанном оборудовании увеличилась более чем в 10 раз.
Формула изобретения Устройство для двусторонней обработки линейных поверхностей накатыванием, включающее оппозитно расположенные вращающиеся опорные валки и планетарные накатные ролики, установленные на осях с возможностью вращения, отличающееся тем, что, с целью повышения качества поверхности за счет снижения удельного давления, центральные опорные валки установлены на одной общей оси, а оси вращения планетарных накатных роликов расположены в плоскости, перпендикулярной общей оси вращения опорных валков,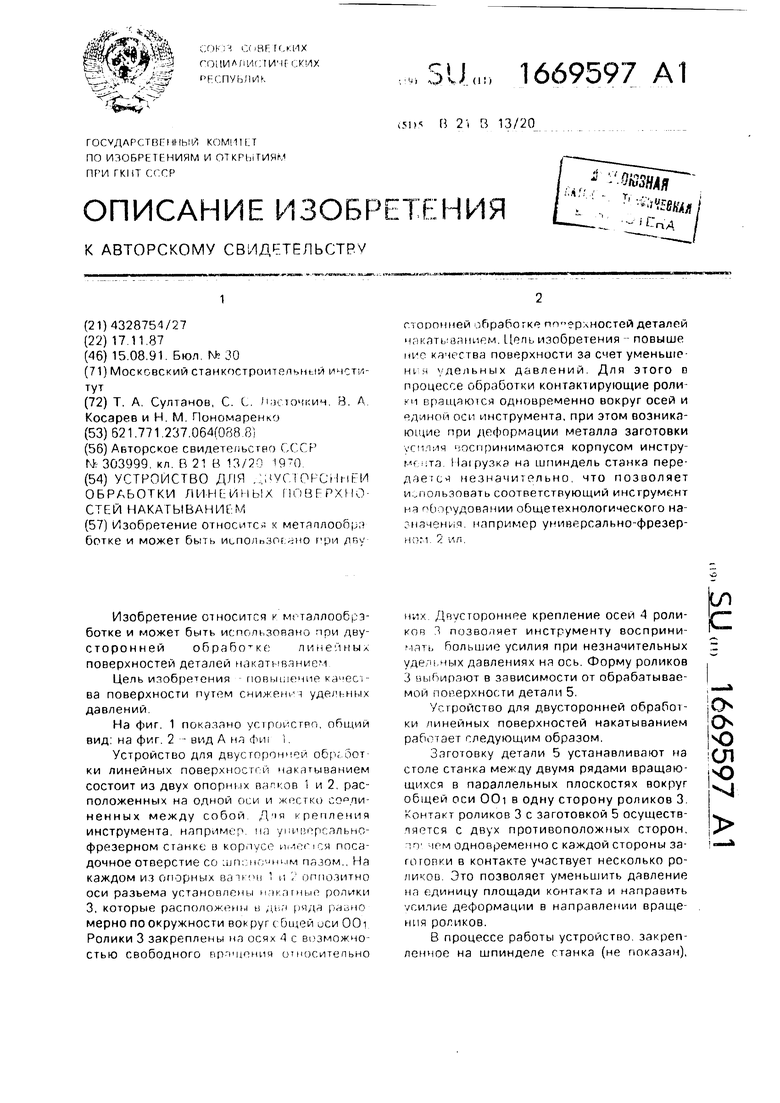
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| Способ многопроходного формирования резьб | 1988 |
|
SU1648614A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Устройство для накатывания направляющих лифта | 1980 |
|
SU944901A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Способ обработки фасонных поверхностей деталей накатыванием и инструмент для его осуществления | 1988 |
|
SU1590353A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1981 |
|
SU988434A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Инструмент для обработки глубоких фасонных профилей деталей | 1988 |
|
SU1660818A1 |
Изобретение относится к металлообработке и может быть использовано при двусторонней обработке поверхностей деталей накатыванием. Цель изобретения - повышение качества поверхности за счет уменьшения удельных давлений. Для этого в процессе обработки контактирующие ролики вращаются одновременно вокруг осей и единой оси инструмента, при этом возникающие при деформации металла заготовки усилия воспринимаются корпусом инструмента. Нагрузка на шпиндель станка передается незначительно, что позволяет использовать соответствующий инструмент на оборудовании общетехнологического назначения, например универсально-фрезерном. 2 ил.
жт
А О,
Qt
-Шш
xvCs/T/v7;
{К-У
т/,
Фиг.1
Редактор А. Огар
Составитель Ю. Жарченков
Техред М.МоргенталКорректор Т. Малец
ВидА
| ПЛАНЕТАРНЫЙ ПРОКАТНЫЙ СТАН | 0 |
|
SU303999A1 |
