СП
с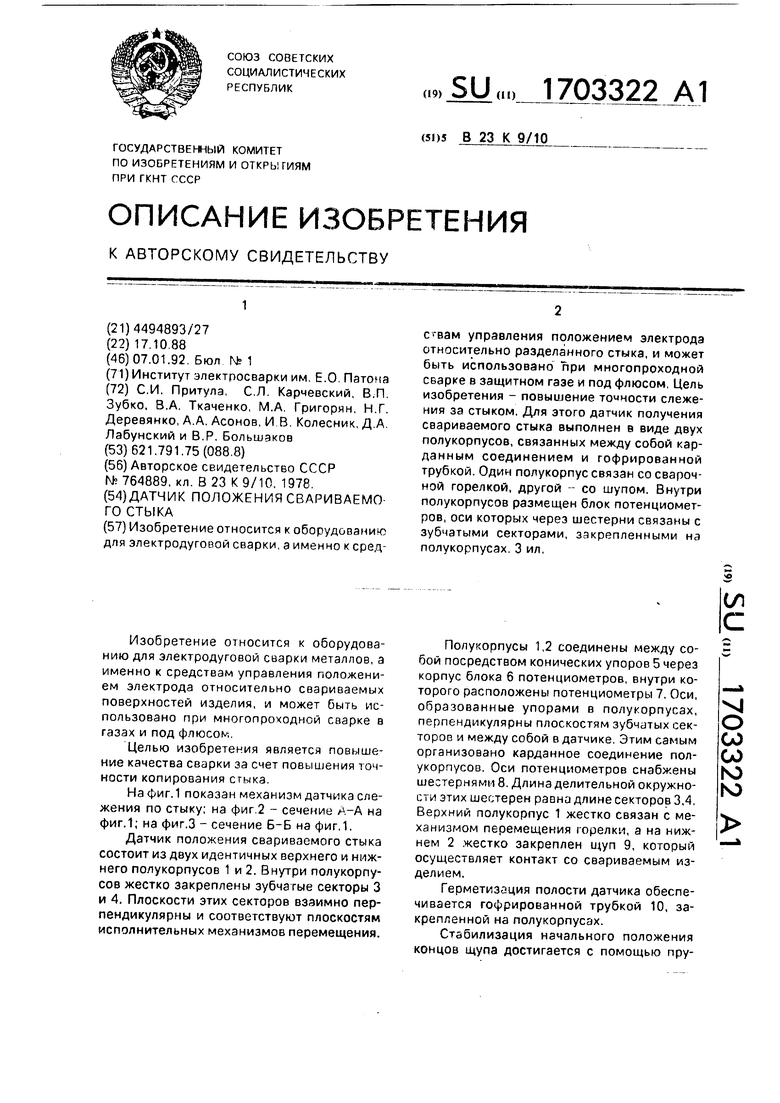

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с колебаниями электрода | 1990 |
|
SU1759580A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1980 |
|
SU912460A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для ориентации сварочной горелки при сварке незамкнутых швов | 1975 |
|
SU559788A1 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
Изобретение относится к оборудованию для электродуговой сварки, а именно к средс вам управления положением электрода относительно разделанного стыка, и может быть использовано при многопроходной сварке в защитном газе и под флюсом, Цель изобретения - повышение точности слежения за стыком, Для этого датчик получения сеариваемого стыка выполнен в виде двух полукорпусов, связанных между собой карданным соединением и гофрированной трубкой. Один полукорпус связан со сварочной горелкой, другой - со шупом. Внутри полукорпусов размещен блок потенциометров, оси которых через шестерни связаны с зубчатыми секторами, закрепленными на полукорпусах. 3 ил.
Изобретение относится к оборудованию для электродуговой сварки металлов, а именно к средствам управления положением электрода относительно свариваемых поверхностей изделия, и может быть использовано при многопроходной сварке в газах и под флюсом.
Целью изобретения является повышение качества сварки за счет повышения точности копирования стыка.
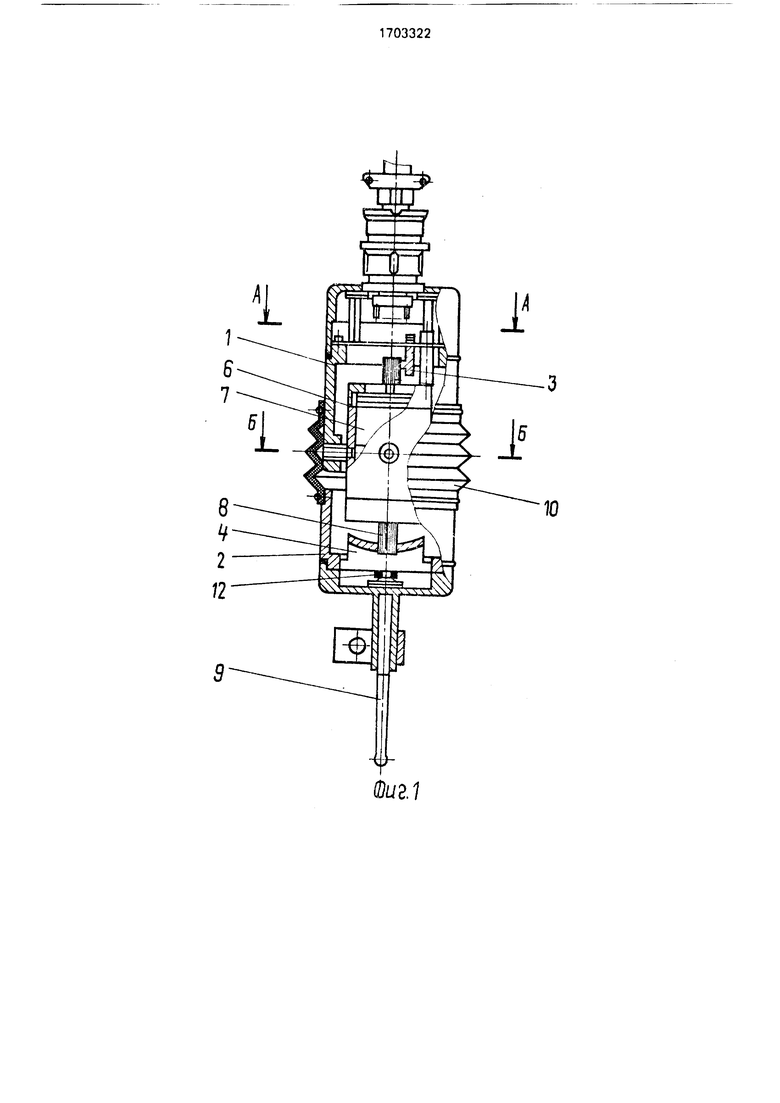
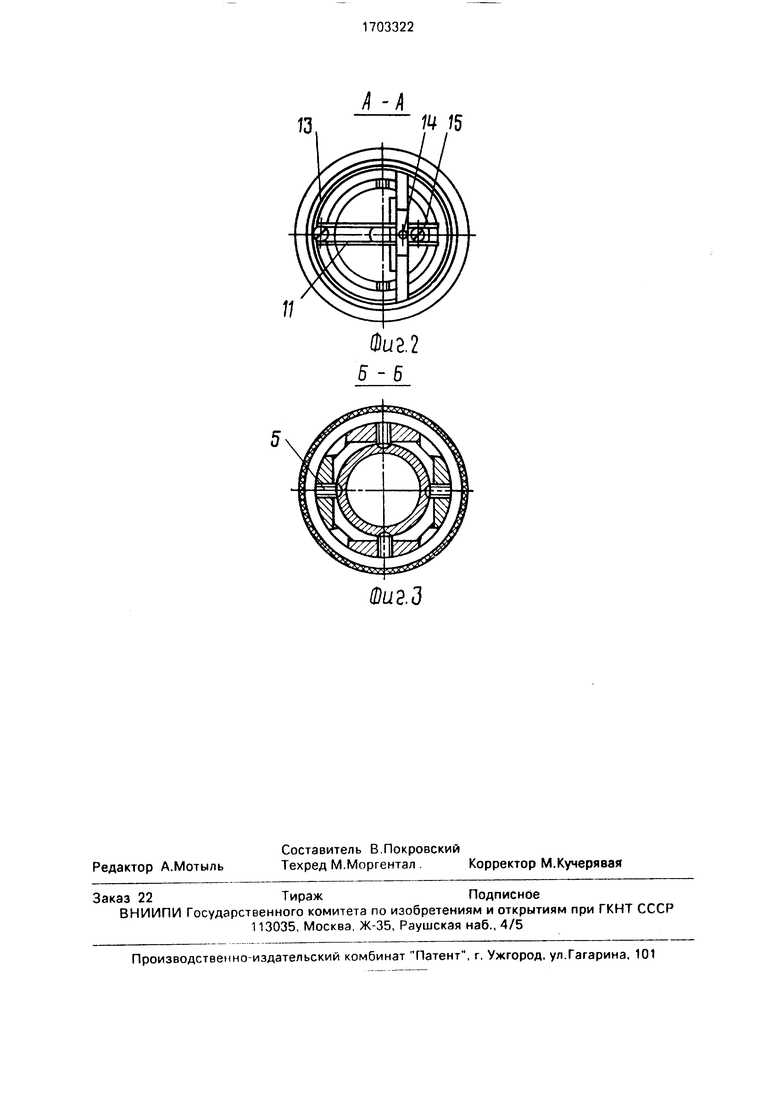
На фиг.1 показан механизм датчика слежения по стыку; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1.
Датчик положения свариваемого стыка состоит из двух идентичных верхнего и нижнего полукорпусов 1 и 2. Внутри полукорпусов жестко закреплены зубчатые секторы 3 и 4. Плоскости этих секторов взаимно перпендикулярны и соответствуют плоскостям исполнительных механизмов перемещения.
Полукорпусы 1,2 соединены между собой посредством конических упоров 5 через корпус блока 6 потенциометров, внутри которого расположены потенциометры 7. Оси, образованные упорами в полукорпусах, перпендикулярны плоскостям зубчатых секторов и между собой в датчике. Этим самым организовано карданное соединение полукорпусов. Оси потенциометров снабжены шестернями 8. Длина делительной окружности этих шестерен равна длине секторов 3,4. Верхний полукорпус 1 жестко связан с механизмом перемещения горелки, а на нижнем 2 жестко закреплен щуп 9, который осуществляет контакт со свариваемым изделием.
Герметизация полости датчика обеспечивается гофрированной трубкой 10, закрепленной на полукорпусах.
Стабилизация начального положения концов щупа достигается с помощью пруVI о
со со ю ю
жин 11, 12, опирающихся каждая на три штифта 13-15. Два штифта 13, 14 закреплены на корпусе, а штифт 15 - на блоке 6 потенциометров, Каждая из пружин 11, 12 стабилизирует положение полукорпуса относительно блока б потенциометров, т.е. положения полукорпусов оказываются стабилизированными друг относительно друга и тем самым обеспечивается стабилизация начального положения конца щупа относительно исполнительных механизмов.
Датчик работает следующим образом.
При работе ось упоров 5 верхнего полукорпуса 1 ориентирована вертикально, при этом ось упоров 5 нижнего полукорпуса 2 окажется ориентированной горизонтально. В этом случае блок 6 потенциометров может поворачиваться относительно верхнего полукорпуса в горизонтальной плоскости и через шестерню 8 этот поворот передается на вал потенциометра, выходящий в верхний полукорпус 1.
Нижний полукорпус 2 соответственно может поворачиваться относительно блока потенциометров в вертикальной плоскости и этот поворот посредством сектора 4 через шестерню 8 будет передаваться на вал потенциометра 7, выходящий в нижний полукорпус 2. Этим осуществляется разложение перемещения конца узла на вертикальную и горизонтальную составляющие, а посредством потенциометров 7 эти составляющие могут быть преобразованы в электрический сигнал.
При подаче опорного напряжения на потенциометры 7 на них формируются напряжения, определяемые положением их движков, при этом конец щупа 9 датчика слежения при отсутствии изделия занимает положение, обусловленное пружинами 11, 12 и расположением штифтов 13-15. Полученные напряжения, обработанные в системе управления, поступают на привод.
Привод приводит во вращение электродвигатель, который приводит в движение механизмы перемещения с закрепленным на нем датчиком слежения и сварочной горелкой к изделию. При нажатии щупом 9 на изделие, его положение относительно механизмов перемещения определяется взаимным положением изделия и механизмов. При этом сигнал датчика уменьшается и при
достижении им нулевого значения движение прекращается. При этом конец щупа 9 оказывается прижатым к изделию посредством усилия пружины 11. При этом сигнал датчика связан с взаимным расположением
концов щупа 9 относительно исполнительных механизмов, жестко связанных с ними горелкой.
Формула изобретения
Датчик положения свариваемого стыка, содержащий корпус, жестко связанный со сварочной горелкой, преобразователь механического перемещения в электрический сигнал и щуп, отличающийся тем, что,
с целью повышения точности регистрации положения, датчик дополнительно содержит гофрированную трубку, конические упоры, две шестерни и два взаимно перпендикулярных зубчатых сектора, при
этом корпус датчика выполнен в виде верхнего и нижнего полукорпусов, соединенных посредством гофрированной трубки, преобразователь механического перемещения в электрический сигнал выполнен в виде блока из двух потенциометров, смонтированных на полукорпусе посредством конических упоров, а каждая шестерня установлена на оси соответствующего потенциометра с возможностью взаимодействия с зубчатыми секторами, закрепленными на полукорпусах, из которых верхний жестко связан со сварочной горелкой, а нижний со щупом.
r-o -t CD
/I -A
W 15
ФигЗ
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
