ел
со оо 00 оо
Изобретение относится к автоматизации производственных процессов, преимущестбенно к системам путевого управления оборудованием для точеч- ной сварки листовых конструкций большой протяженностио
Цель изобретения - повьшение точности позиционирования технологического оборудования о
На чертеже показана система дуте- вого управления оборудованием для точечной сварки, общий видо
Система содержит основание 1,- в направляющих 2 которого установлены каретки 3 с технологическим оборудованием в виде сварочного инструмента 4 и трансформаторов 5 и 6, привод 7 р состоящий из электрического двигателя 8(, редуктора 9 и ходового винта 10, вращакяцегося на подшипниковых опрах 11J корпус 12, в котором в подшипниках 13 установлена гайка 14 с тормозным устройством 15, поводок 16, жестко связывающий корпус 12 с каре 1:ками 3, которые соединены: между собой регулируемой штангой 17, шаговую линейку 18, закрепленную на каретке 3 и проходящую вцутри фотодатг- чика 19, концевые выключатели 20, ус тановленные на корпусе 1 и служащие для ограничения крайних положений кареток 3, регулятор 21, свариваемое изделие 22о
Устройство работает следующш- об-
I
с пос-педнего снимается электрический сигнал и подается в регулятор 2, ко торьй выдает электрический сигнал на растормаживание гайки 14, опуска ние сварочных инструментов 4 и осуществление сваркИо После окончания сварки регулятор 21 подает электрические сигналы на подъем сварочных инструментов 4 и на зажатие гайки 14 тормоным устройством 15 с, Вновь происходит перемещение кареток 3 на расстояние, равное шагу отверстий в шаговой линейке 18, Цикл повторяется в автоматическом до положения II, в котором концевой выключатель 20 дает команду на отключение электродвигателя 8„ Устройство перемещают на следующий сварной шов над изделием 22 Цикл, сварки повторяется из положения II в положение 1
Получение на изделии неравномерного шага сварных точек обеспечивается выбором соответствующих расстояний между отверстиями в шаговой линейке с,
Система путевого управления технологическим оборудованием с описанным приводом конструктивно проста и обеспечивает высокую точность позиционирования сварочного оборудования по отношению к изделию, что по- вьш1ает качество изделия /
Формула изобретения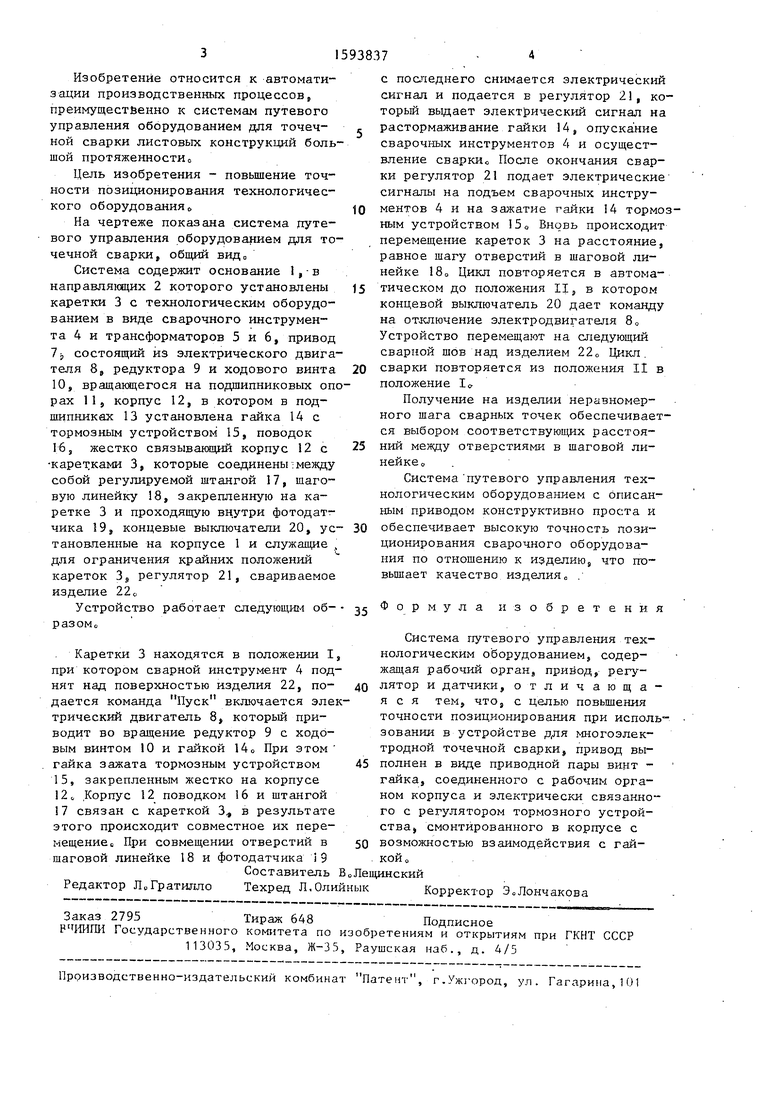
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| Устройство для контактной точечной сварки | 1990 |
|
SU1738549A2 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Манипулятор для контактной точечной сварки | 1982 |
|
SU1055610A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1988 |
|
SU1669642A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
Изобретение относится к автоматизации производственных процессов и может быть использовано в системах путевого управления оборудованием для точечной сварки листовых конструкций большой протяженности. Цель изобретения - повышение точности позиционирования технологического оборудования. Электрический двигатель 6 приводит во вращение ходовой винт 10 с гайкой 14. Гайка зажата тормозным устройством 15, жестко закрепленным на корпусе 12, связанном поводком 16 с кареткой 3, несущей сварочный инструмент 4. Перемещение кареток 3 с инструментом 4 происходит до совмещения отверстий в шаговой линейке 18 и фотодатчике 19. Сигнал с фотодатчика 19 вызывает растормаживание гайки 14, приводящее к остановке кареток 3 и опусканию сварочных инструментов 4. Система путевого управления обеспечивает точную остановку сварочного инструмента по отношению к изделию, что повышает качество изделия. 1 ил.
40
разомо. .
Система путевого управления технологическим оборудованием, содержащая рабочий орган, привод, регулятор и датчики, отличающа- я ся тем, что, с целью повышения точности позиционирования при использовании в устройстве Р/1Я многоэлектродной точечной сварки, привод выполнен в виде приводной пары винт - гайка, соединенного с рабочим органом корпуса и электрически связанного с регулятором тормозного устройства, смонтированного в корпусе с возможностью взаимодействия с гайкой
Составитель ВоЛещинский
Техред Л.Олийнык Корректор Э.Лончакова
. Каретки 3 находятся в положении I, при котором сварной инструмент 4 поднят над поверхностью изделия 22, подается команда Пуск включается электрический двигатель 8, который приводит во вращение редуктор 9 с ходовым винтом 10 и гайкой 14о При этом гайка зажата тормозным устройством 15, закрепленным жестко на корпусе 12 Корпус 12 поводком 16 и штангой 17 связан с кареткой 3 в результате этого происходит совместное их перемещение о При совмещении отверстий в шаговой линейке 18 и фотодатчика 19
Редактор Л„Гратилло
45
50
| Малов АсНо, Иванов Юо.Во Основы автоматики и автоматизации производственных процессов о Mot Машиностроение, 1974, со33-34 а |
