1
(21)4434456/27
(22) 30.05.88
(46) 15.08.91. Бюл. МгЗО
(72) В. П. Кирьянов и Ю. Ф. Ещенко
(53)621.791.039(088.8)
(56)Авторское свидетельство СССР № 933343, кл. В 23 К 37/04, 1980.
(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ
(57)Изобретение относится к сварочному производству и касается технологического оборудования для поточного производства сварных траков для гусеничной транспортной техники. Цель изобретения - расширение технологических возможностей путем обеспечения изготовления траков и повышение производительности. Поточная линия содержит установленные по ходу технологического потока шаговое передаточное устройство 2, сварочную установку 3 для прихватки пары звеньев трака 4. Установка 3 имеет пальцевые базирующие элементы 5. Далее линия содержит установку 6 для наплавки грунтозацепов трака, выполненную в виде кареток 7 и 8. несущих напла- вочные мундштуки, и вращатель 10 с пальцевыми базирующими элементами 11, сварочную установку 12 с пальцевыми базирующими элементами 13,вращателем 14 со сварочным мундштуком 15 и разгрузочное устройство. На выходных валах позиционирующих вращателей 16 и 17 закреплены соответственно пальцевые базирующие элементы 5 и 13. Компановка линии способствует повышению производительности за счет автоматизации передачи деталей с одной технологической позиции на другую 10 ил
(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической наплавки | 1988 |
|
SU1542763A1 |
| Установка для электродуговой наплавки | 1989 |
|
SU1646736A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для изготовления металлических конструкций | 1977 |
|
SU716760A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
Изобретение относится к сварочному производству и касается технологического оборудования для поточного производства сварных траков для гусеничной транспортной техники. Цель изобретения - расширение технологических возможностей путем обеспечения изготовления траков и повышение производительности. Поточная линия содержит установленные по ходу технологического потока шаговое передаточное устройство 2, сварочную установку 3 для прихватки пары звеньев трака 4. Установка 3 имеет пальцевые базирующие элементы 5. Далее линия содержит установку 6 для наплавки грунтозацепов трака, выполненную в виде кареток 7 и 8, несущих наплавочные мундштуки, и вращателя 10 с пальцевыми базирующими элементами 11, сварочную установку 12 с пальцевыми базирующими элементами 13, вращателем 14 со сварочным мундштуком 15 и разгрузочное устройство. На выходных валах позиционирующих вращателей 16 и 17 закреплены соответственно пальцевые базирующие элементы 5 и 13. Компановка линии способствует повышению производительности за счет автоматизации передачи деталей с одной технологической позиции на другую. 10 ил.
Ат
I21 22 i
/
о о
Ю
CS
ь
Ю
Изобретение относится к сварочному производству и касается автоматизированного технологического оборудования для поточного производства массовых машиностроительных деталей, преимущественно сварныхтраков, используемых в гусеничной транспортной технике, а также других аналогичных деталей.
Цель изобретения - расширение технологических возможностей и повышение производительности труда.
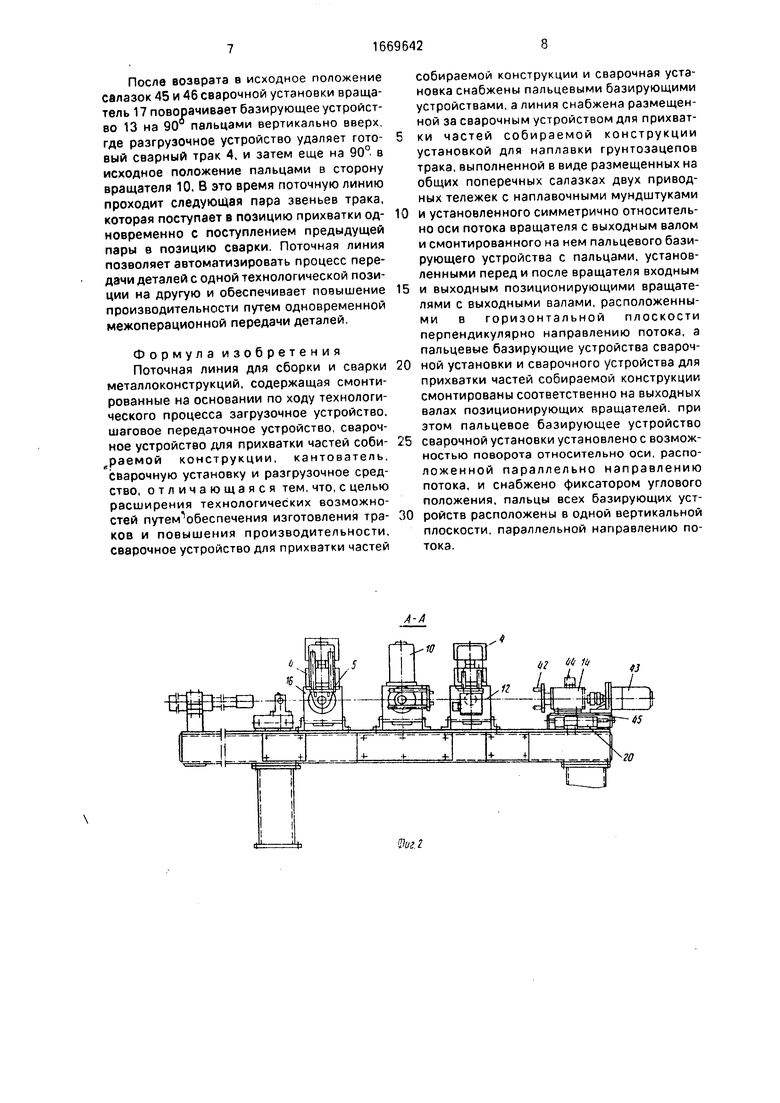
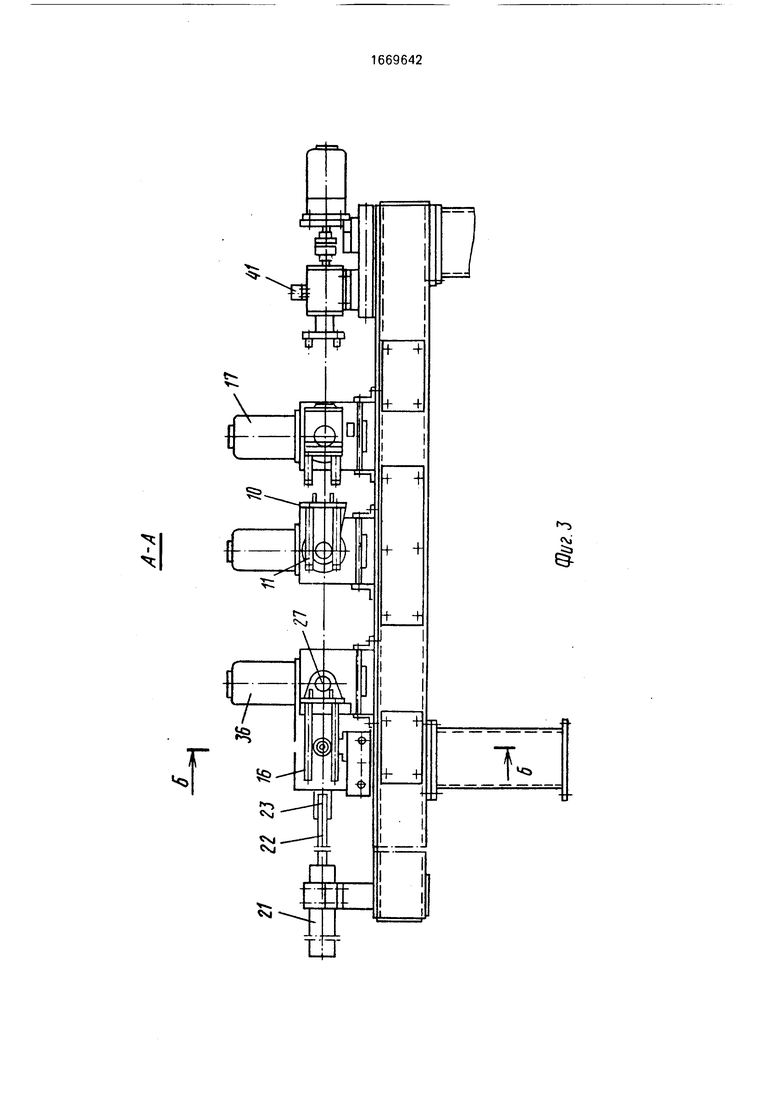
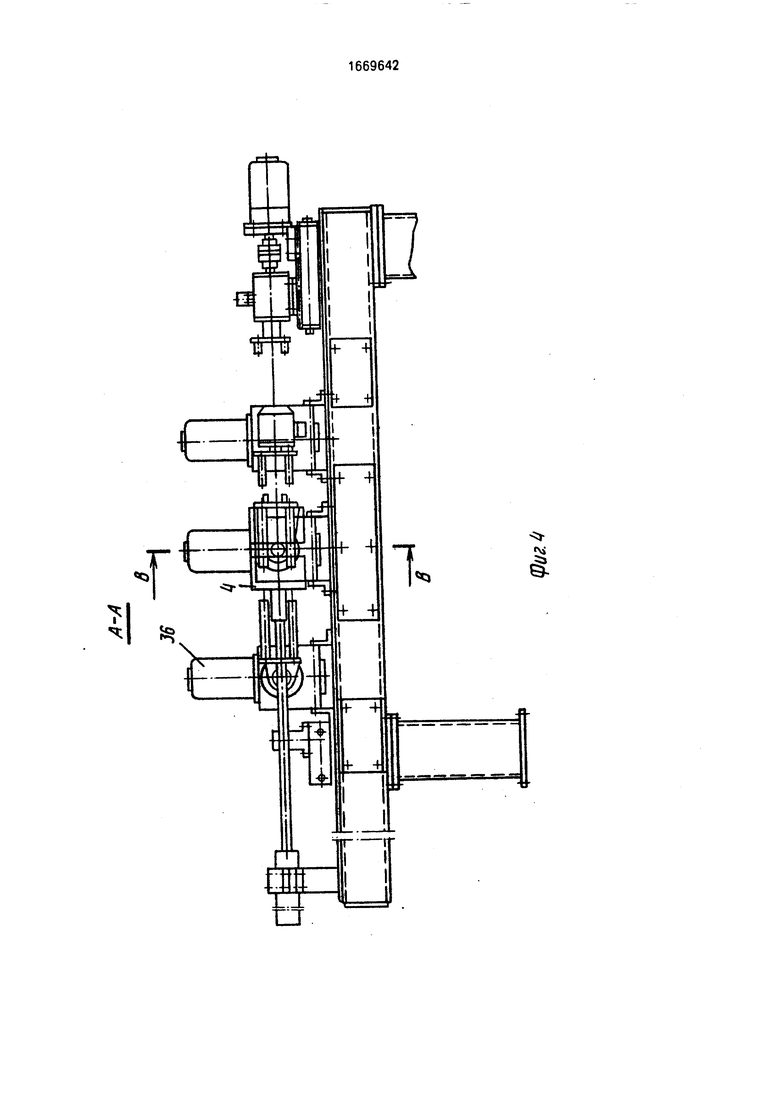
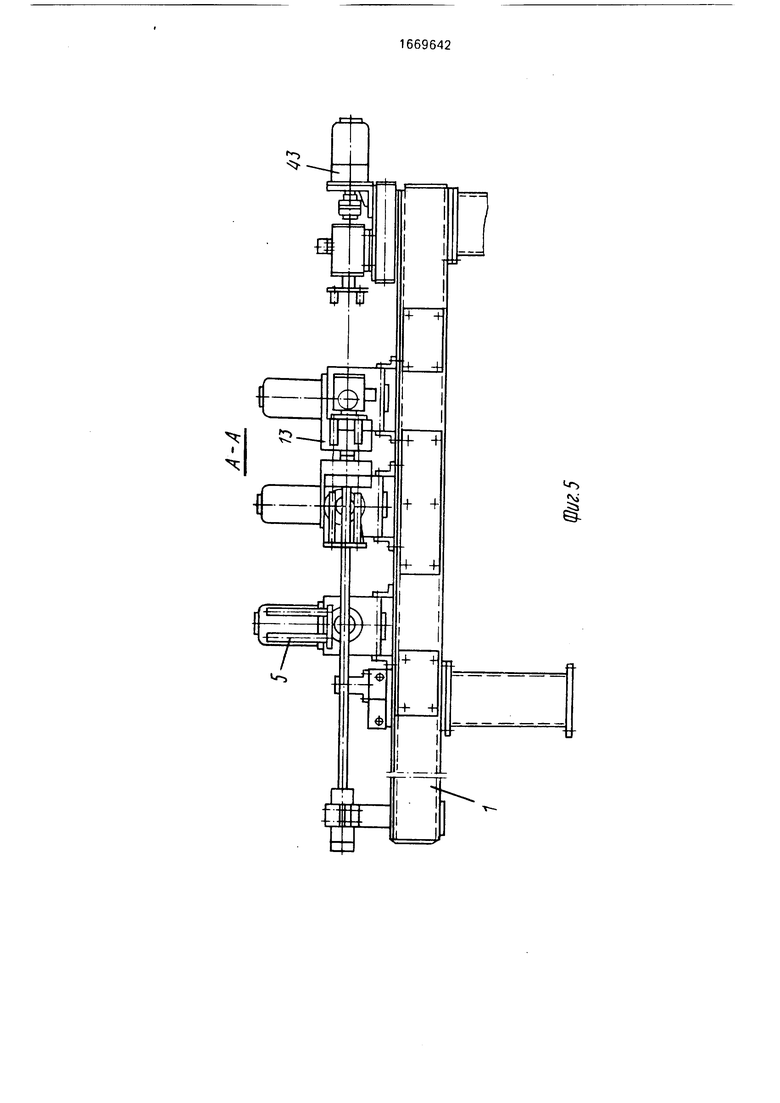
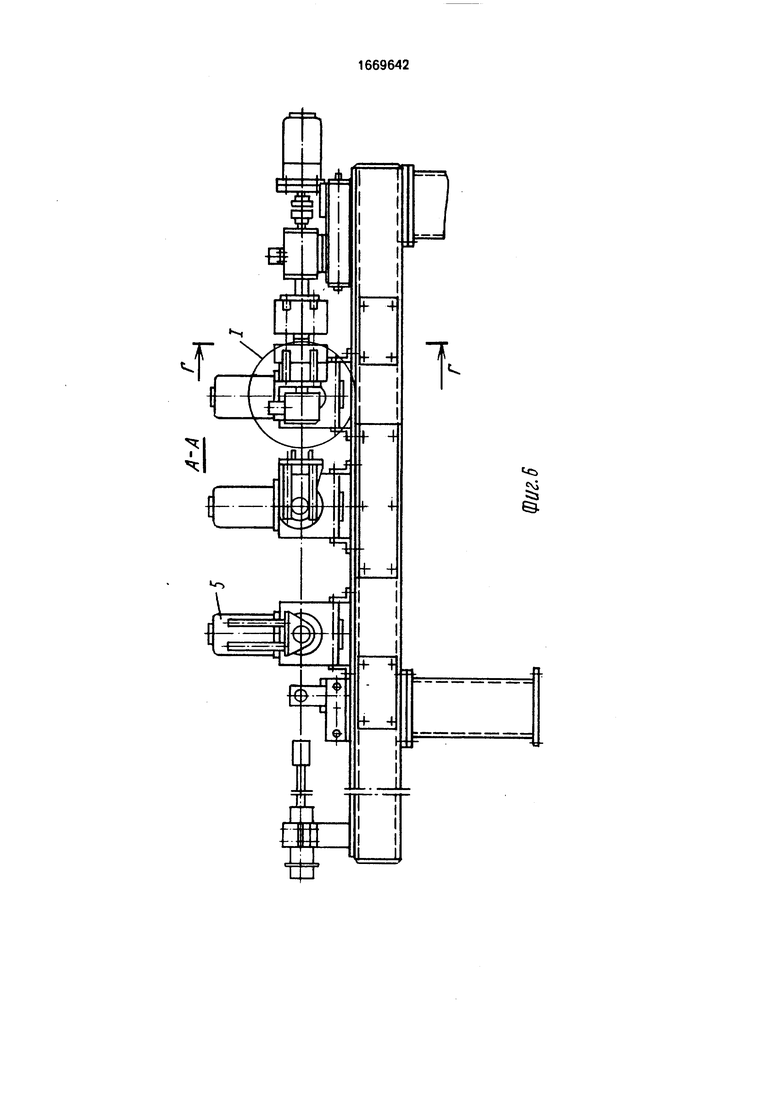
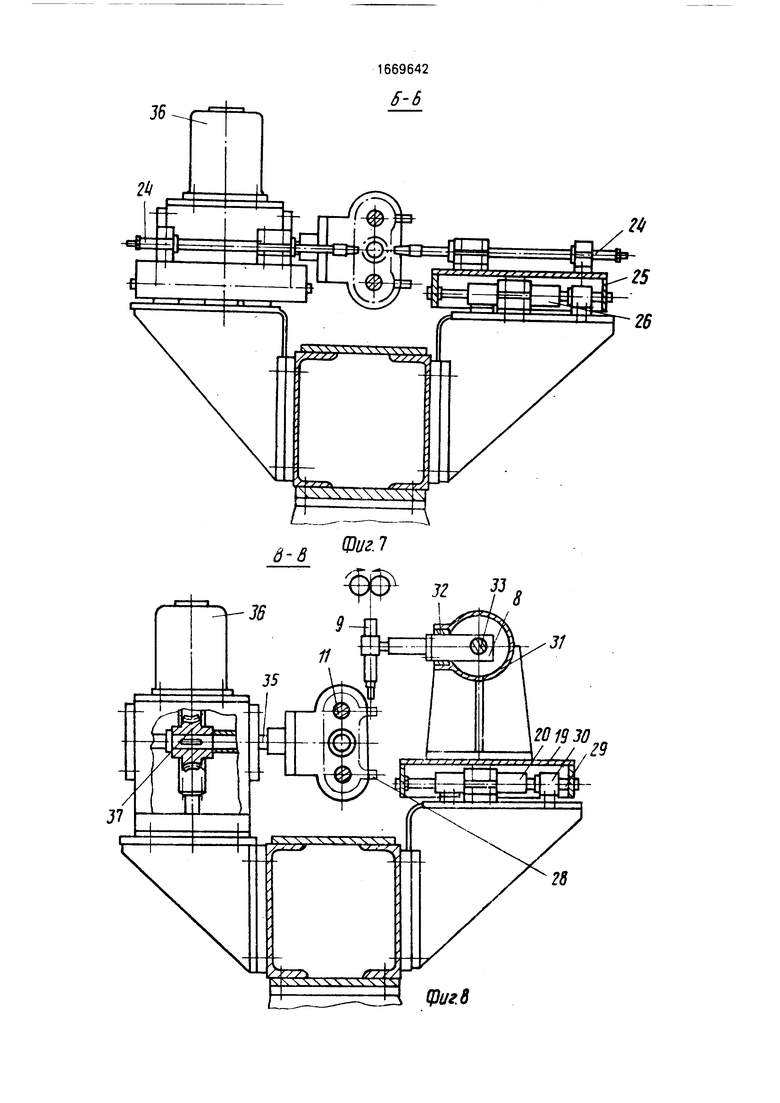
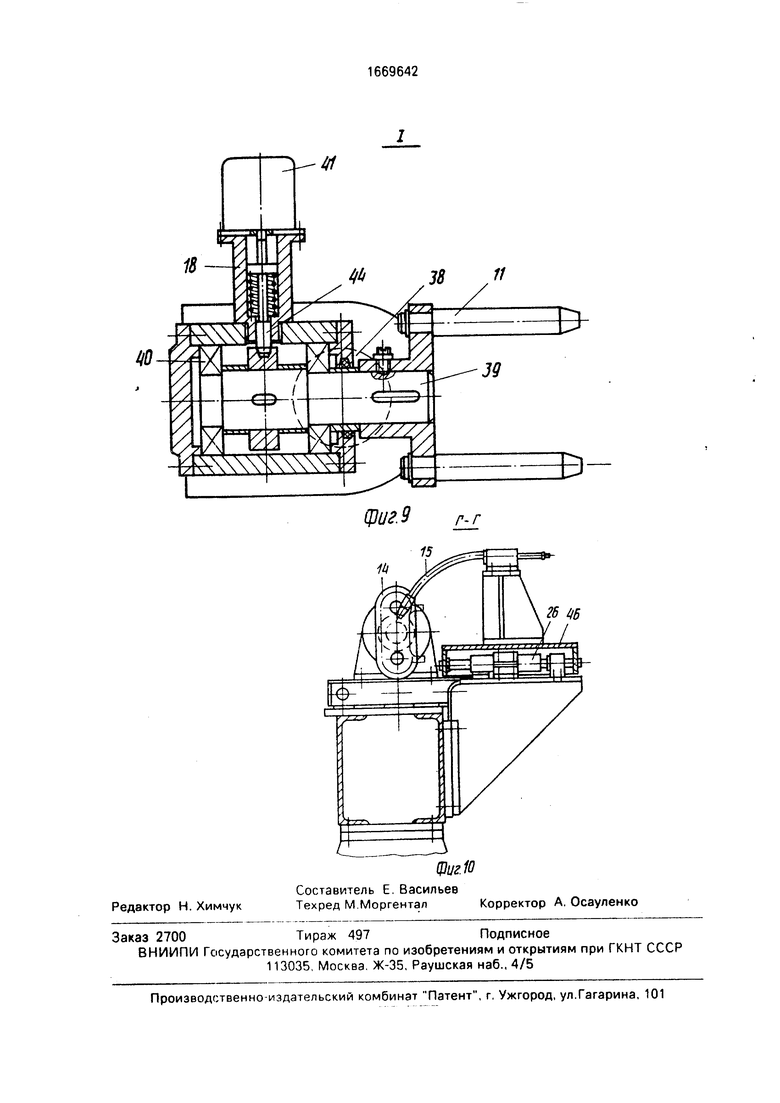
На фиг. 1 показана поточная линия, общий вид: на фиг. 2 - разрез А-А на фиг 1, позиции загрузки (слева) и разгрузки (справа); на фиг. 3 - то же, позиция прихватки; на фиг. 4 - то же, позиция наплавки; на фиг. 5 - то же, позиция передачи; на фиг. 6 - то же, позиция сварки; на фиг. 7 - разрез Б-Б на фиг. 3; сварочное устройство для прихватки; на фиг. 8 - разрез В-В на фиг 4, установка для наплавки; на фиг. 9 - элемент I на фиг. 6, фиксирующее устройство; на фиг. 10 - разрез Г-Г на фиг. 6, сварочная установка.
Поточная линия изготовления сварных траков содержит смонтированные на общем основании 1 по ходу потока загрузочное устройство, например, в виде кассеты-накопителя, шаговое передаточное устройство 2, сварочную установку 3 для прихватки пары звеньев трака 4 с пальцевыми базирующими элементами 5, установку 6 для наплавки грунтозацепов трака, включающую приводные каретки 7 и 8 с наплавочными мундштуками 9, вращатель 10 с пальцевыми базирующими элементами 11, сварочную установку 12 с пальцевыми базирующими элементами 13 и вращателем 14 со сварочным мундштуком 15, разгрузочное устройство, входной 16 и выходной 17 позиционирующие вращатели с выходными валами, расположенными в горизонтальной плоскости перпендикулярно к направлению потока. Из концах выходных валов входного и выходного вращателей 16 и 17 смонтированы пальцевые базирующие элементы 5 и 13 соответственно, а пальцевый базирующий элемент 11 установки 6 для наплавки емонтировзн на конце выходного вала вращателя 10, причем пальцевый базирующий элемент 13 сварочной установки 12 выполнен поворотным с осью вращения, параллельной направлению потока, и снабжен фиксатором 18. При этом центрирующие пальцы всех базирующих элементов 5, 11 и 13 расположены з одной вертикальной плоскости, параллельной направлению потока, приводные каретки 7 и 8 с наплавочными мундштуками 9 установлены на общих поперечных салазках 19, расположенных напротив вращателя 10 по другую сторону потока и снабженных гидроприводом 20 позиционирования.
Шаговое передаточное устройство 2 выполнено в виде гидроцилиндра 21, шток 22 которого снабжен подпружиненным толкателем 23, взаимодействующим с траком последовательно по ходу потока.
Сварочное устройство 3 для прихватки
пары звеньев трака содержит два симмет- оично расположенных по обе стороны потока идентичных сварочных мундштука 24, смонтированных на салазках 25 и снабженных приводом 26 рабочего позиционирования (гидроцилиндром). Пальцевый базирующий элемент 5 сварочной установки 3 смонтирован на конце выходного вала 27 входного вращателя 16 и содержит центрирующие пальцы, длина которых рассчитана на пару звеньев трака 4. Базирующий элемент 5 имеет центральное отверстие для прохода толкателя 23 шагового передаточного устройства 2. Установка 6 для наплавки грунтозацепов 28 трака содержит поперечные салазки 19, несущие каретки 7 и 8 и своими скалками 29 установлены в направляющих опорах скольжения 30, а привод 20 их рабочего позиционирования выполнен в виде гидроцилиндра.
Каждая приводная каретка 7 и 8 смонтирована в корпусе 31, установленном на общих поперечных салазках 19, на линейных направлениях 32, и приводится в рабочее движение продольным ходовым винтом 33,
соединенным с приводным реверсивным гидродвигателем 34.
Вращатели 10 установки 6 для наплавки содержат выходной вал 35, несущий пальцевый базирующий элемент 11, который пригодится в движение гидродвигателем 36 через редуктор 37 и имеет два фиксированных положения через 180° с горизонтальным расположением центрирующих элементов 5 в обоих положениях. Базирующий элемент 11 имеет центральное отверстие для прохода толкателя 23 передаточного устройства 2.
Поворотный пальцевый базирующий элемент 13 сварочной установки 12, смонтированный на конце выходного пала 38 выходного вращателя 17, установлен на валу 39, опирающемся на подшипники 40. Управляемый электромагнитом 41 подпру- жиненный палец фиксатора 18 ориентирует положение базирующего элемента 13 в вертикальной плоскости, совпадающей с плоскостью расположения пальцев базирующего элемента входного вращателя 16 и пальцев вращателя 10. Длина базирующего
элемента 13 может быть рассчитана только на одно звено трака 4.
Вращатель 14 сварочной установки 12 содержит пальцевое поводковое устройство 42, приводимое гидродвигателем 43, и фиксатор 44 углового положения, аналогичный фиксатору 18 базирующего элемента 13. Вращатель 14 смонтирован на продольных салазках 45 с гидроприводом 20 рабочего позиционирования (фиг. 2), аналогичных поперечным салазкам 19 и 25.
Сварочный мундштук 15 смонтирован на поперечных салазках 46 с приводом 26 рабочего позиционирования, аналогичных салазкам 25 сварочной установки 3 для прихватки,
Входной 16 и выходной 17 позиционирующие вращатели по конструкции идентичны вращателю 10, с тем лишь различием, что выходной вал 27 входного вращателя 16 имеет три фиксированных положения через 90° с противоположно направленными горизонтальным и направленным вверх вертикальным положениями центрирующих пальцев базирующего элемента 5.
Поточная линия работает следующим образом.
В исходном попожении центрирующие пальцы базирующего устройства 5 направлены вертикально вверх, и на них с помощью загрузочного устройства устанавливается своими окончательно механически обработанными отверстиями пара звеньев трака 4 так, что подлежащие взаимной сварке шейки звеньев обращены друг к другу.
Входной вращатель 16 поворачивает базирующий элемент 5 вместе с парой звеньев трака на 90° в горизонтальное положение с пальцами, направленными в сторону сварочного устройства 3 для прихватки, В этой позиции пара звеньев поджимается толкателем 23 шагового передаточного устройства 2. Включается привод 26 рабочего позиционирования поперечных салазок 25 со сварочными мундштуками 24 и осуществляется двухсторонняя прихватка звеньев трака 4, после чего салазки 25 возвращаются в исходное положение.
Входной вращатель 16 поворачивает базирующий элемент 5 с прихваченным траком 4 на 180° в противоположное горизонтальное положение (при снятом давлении в гидроцилиндре 21 передаточного устройства 2) пальцами в сторону установки 6 для наплавки.Затем передаточное устройство 2 сталкивает прихваченный трак с пальцев базирующего элемента 5 пальцы базирующего элемента 11 и возвращается в исходное положение, после чего входной вращатель
16 возвращает в исходное положение базирующий элемент 5. где оно может быть снова загружено очередной парой звеньев трака. В позиции наплавки включается гидропривод 20 рабочего позиционирования поперечных салазок 19 с приводными каретками 7 и 8, а также ходовой винт 33 и гидродвигатель 34 рабочего движения кареток 7 и 8 и осуществляется наплавка свароч0 ными мундштуками 9 грунтозацепов 28 трака 4. По окончании наплавки салазки 19 возвращаются в исходное положение, вращатель 10 поворачивает на 180° базирующий элемент 11 пальцами в сторону
5 сварочной установки, и процесс наплавки аналогично осуществляется на противоположных грунтозацепах трака,
После этого передаточное устройство 2 сталкивает трак 4 с наплавленными грунто0 зацепами 28 с пальцев базирующего элемента 11 на пальцы базирующего элемента 13, удерживаемые в вертикальной плоскости фиксатором 18, и возвращается в исходное положение. Теперь очередная пара
5 звеньев трака может быть позиционирована входным вращателем 16 в положение прихватки, откуда процесс прохождения траком поточной линии повторяется.
Входной вращатель 16 поворачивает
0 базирующий элемент 13 с граком 4 на 180° в противоположное горизонтальное положение пальцами в сторону вращателя 14 сварочной установки 12. а вращатель 10 возвращает базирующий элемент 11 в исход5 мое положение. После этого гидропривод 20 рабочего посиционирования продольных салазок 4 и 5 смещает их в сторону поворотного базирующего элемента 13 и поводковое устройство 42 вращатепя 14,
0 удерживаемое фиксатором 44 в соответствующем положении входит в сопряжение с траком 4.
Затем включается гидропривод 26 рабочего позиционирования поперечных сала5 зок 46, и сварочный мумдштук 1Ь устанавливается в рабочее положение С помощью электромагнитов 41 выключаются фиксаторы 18 базирующего элемента 13 и фиксатор 44 углового положения вращателя
0 14. после чего включается гидродвигатель 43 вращателя 14, одновременно зажигается дуга сварочного мундштука 15 и производится сварка шеек звеньев трака 4 за один или более проходов (оборотов). Окончание
5 процесса сварки производится при расположении пары пальцев базирующего элемента 13 в вертикальной плоскости, при этом базирующий элемент 13, а также вращатель 14 ориентируются своими Фиксаторами 18 и 44,
После возврата в исходное положение салазок 45 и 46 сварочной установки вращатель 17 поворачивает базирующее устройство 13 на 90 пальцами вертикально вверх, где разгрузочное устройство удаляет готовый сварный трак 4, и затем еще на 90°. в исходное положение пальцами в сторону вращателя 10. В это время поточную линию проходит следующая пара звеньев трака, которая поступает в позицию прихватки одновременно с поступлением предыдущей пары в позицию сварки. Поточная линия позволяет автоматизировать процесс передачи деталей с одной технологической позиции на другую и обеспечивает повышение производительности путем одновременной межоперационной передачи деталей.
Формула изобретения Поточная линия для сборки и сварки металлоконструкций, содержащая смонтированные на основании по ходу технологического процесса загрузочное устройство, шаговое передаточное устройство, сварочное устройство для прихватки частей собираемой конструкции, кантователь, сварочную установку и разгрузочное средство, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления траков и повышения производительности, сварочное устройство для прихватки частей
собираемой конструкции и сварочная установка снабжены пальцевыми базирующими устройствами, а линия снабжена размещенной за сварочным устройством для прихватки частей собираемой конструкции установкой для наплавки грунтозацепов трака, выполненной в виде размещенных на общих поперечных салазках двух приводных тележек с наплавочными мундштуками
и установленного симметрично относительно оси потока вращателя с выходным валом и смонтированного на нем пальцевого базирующего устройства с пальцами, установленными перед и после вращателя входным
и выходным позиционирующими вращателями с выходными валами, расположенными в горизонтальной плоскости перпендикулярно направлению потока, а пальцевые базирующие устройства сварочной установки и сварочного устройства для прихватки частей собираемой конструкции смонтированы соответственно на выходных валах позиционирующих вращателей, при этом пальцевое базирующее устройство
сварочной установки установлено с возможностью поворота относительно оси, расположенной параллельно направлению потока, и снабжено фиксатором углового положения, пальцы всех базирующих уст0 ройств расположены в одной вертикальной плоскости, параллельной направлению потока.
UJ
Уиг
l Ч
.г
«м
I
дглСЬ
9г
бг 7/7
L znQ)
9-9
9Ј
