(54) УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов обечаек | 1980 |
|
SU933342A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Устройство для удаления грата со стержневых изделий | 1988 |
|
SU1569141A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ФЛЮСОВАЯ ПОДУШКА | 1973 |
|
SU397299A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Устройство для загрузки заготовок | 1986 |
|
SU1428522A1 |
| СТРИГУЩАЯ ГОЛОВКА ЭЛЕКТРОБРИТВЫ | 1995 |
|
RU2103158C1 |
I
Изобретение относится к машинострое нию и может использоваться для сварки продольных швов под слоем флюса.
Известно устройство для сварки продольных швов, содержащее корпус с установленными в нем флюсовой подушкой с основанием, механизмом поджатая флюсовой подушки и фиксации стыка, включак щим ножевую плиту с фиксирующими ножа и Ш-
Недостаток известного устройства в том, что механизм фиксации стыка сложен в изготовлении и трудоемок в наладке,Фиксирующие ножи с конусными концами уби раются из стыка возвратными пружинами, что не гарантируется при возможном зажиме их в стыке, а при контакте кромок с пальцами возможно смятие их,
Кроме того, канавка для флюса имеет постоянный объем и тем самым требует- ся постоянная подсыпка расходуемого флюса. Все это отражается на качестве и производительности сварки продольных швов.
Цель изобретения - повышение произ водительности сварки путем сокращения вспомогательного времени на обслужйва ние.
Указаннаядаль достигается тем, что устройство снабжено П-образным ползуно с перегородками и профильными пазами, смонтированным с возможностью перемещения вдоль корпуса, и скобами, закреп ленными на основании флюсовой подушки, а механизм поджатия флюсовой подушки и.фиксации стыка выполнен в виде роликовых толкателей, установленных на ножевой плите с фиксирующими ножами и взаимодействующих с профильными пазами ползуна, и планки с фигурной прорезью, установленной с возможностью перемещения в скобах и замыкающей фиксирующие ножи. При этом фиксирукщие ноя™ выполнены в виде двухсторонних клиньев с канавками для входа планки.
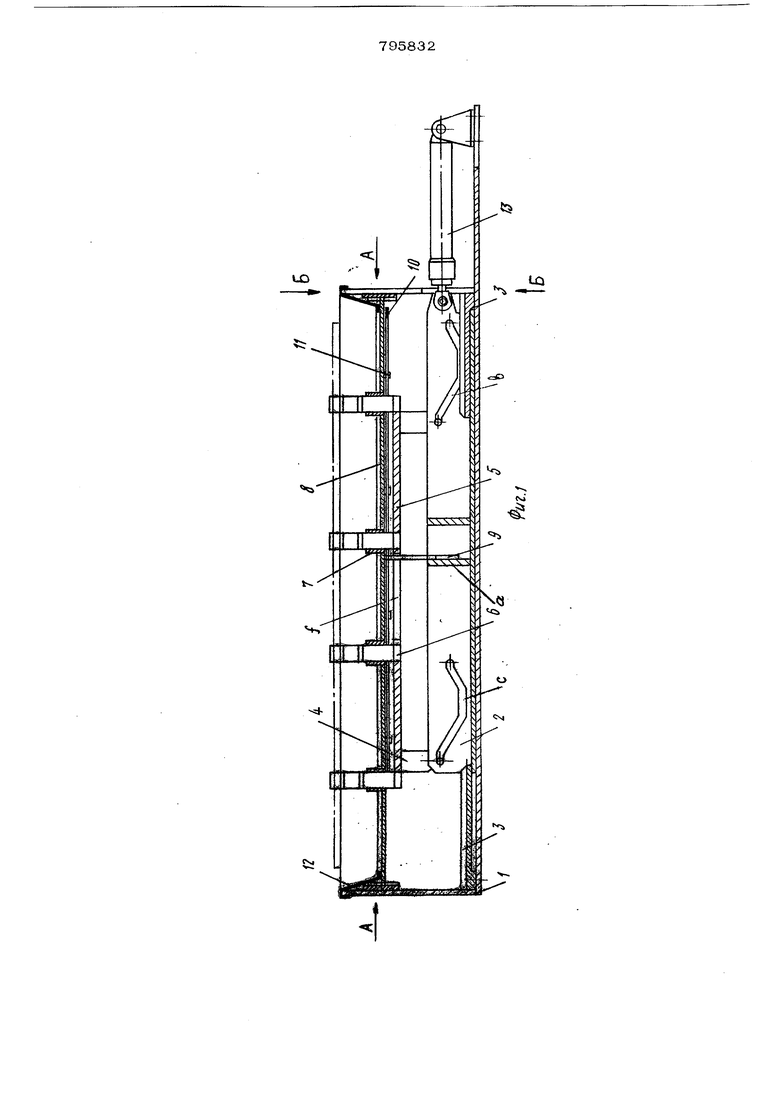
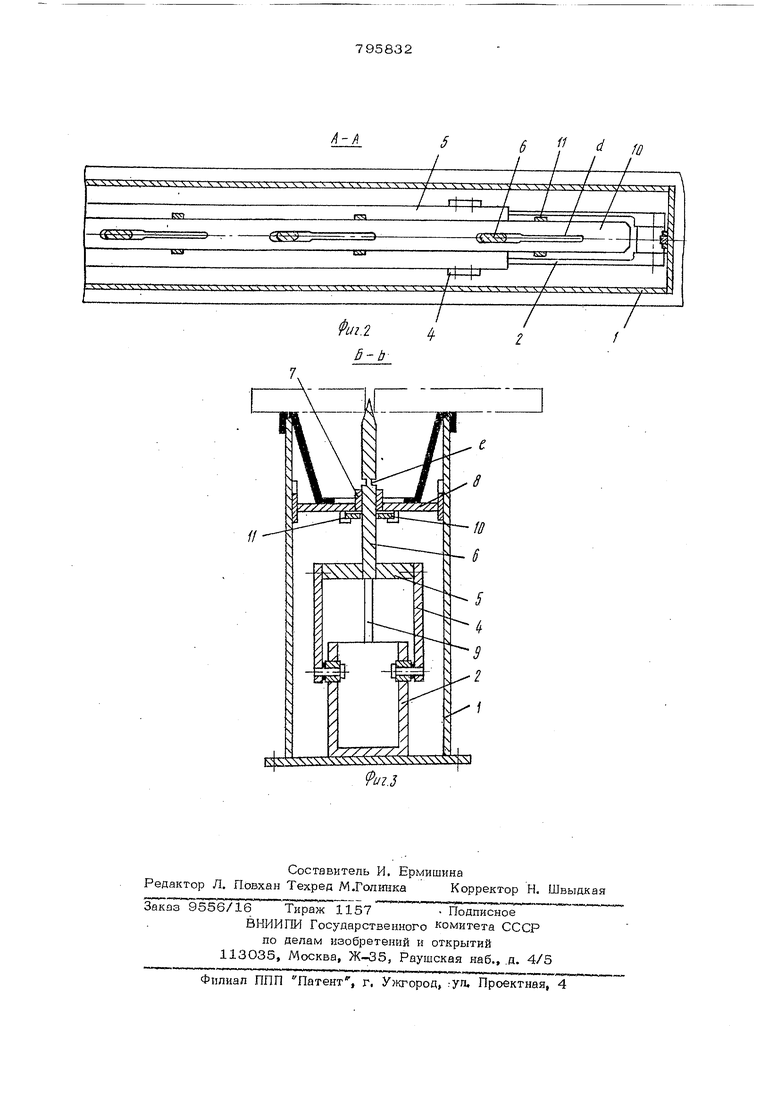
На фиг. 1 - устройство, общий ыт; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, Устройство для сварки продольные шво содержит корпус 1, на днище которого ус тановлен П образный попзун 2 с перегородками а и профильными пазами в . Расстояние между перегородками а равно дпине гори-зонтальиого участка с профильного паза в. Горизонтальные участки с пазов в заканчиваются восходящими левыми и правыми участками. Ползун 2 установлен в направляющих 3 с возможностью свободного перемещения. Через профильные пазы в попзун 2 взаимосвязан с механизмом фиксации стыка и поцжима флюсовой пойушки, выполненного в виде роликовых толкателей 4, укрепленных на ножевой плите 5 с фиксирующими ножами 6, которые в свою очередь, подвижно связаны с втулками 7, установленными на основании флюсовой подущки 8. Между перегородками а ползуна 2 находится стержень 9, который соединен с планкой 10, имекдцей продольные фигурны прорези ( и установленной с возможностью перемещения в скобах 11, закрепленных на нижней поверхности основания флю- совой подушки 8. По-периметрам корпуса 1 и основания флюсовой подушки 8 закреп лена эластичная подкладка 12. В качестве привода ползуна 2 используется гидроцилиндр 13. Фиксирующие ножи б выполиены в виде двухсторонних клиньев и имеют горизонтальные канавки е, через которые осуществляется взаимосвязь с планко 10. Ножевая плита 5 имеет прорезь для свободного перемещения в ней стержня 9 Устройство работает следующим образом. При перемещети- ползуна 2 вправо, роликовые толкатели 4 механизма фикса, ции стыка и поджима флюсовой подушки выводят ножевую плиту 5 с фиксирующими ножами 6 в верхнее Положение и по упомянутым ножам производят стыковку кромок изделия, В этот же момент стержень 9 с планкой 1О перемещен в крайнее правое положение. При выдвижении щтока цилиндра 13 ползун 2 перемещается влево, а роликовые толкатели- 4 опускаются вниз с ножевой плитой 5 и выталкивают из стыка фиксирующие ножи 6. При достиже,- НИИ роликовыми толкателями 4 горизонтальных участков с пазов в ползуна 2 горизонтальные канавки е фиксирующих ножей в Находятся ниже основания .флюсовой подущки 8 в плоскости планки 10. За период перемещения роликовых толкателей 4 по горизонтальным участкам с пазов в перегородкой а ползуна 2 стержень 9 с планкой 1О перемещается влево, где планка 10 узкой частью прорезей а входит в канавки е фиксирующих 6. Далее происходит замыкание фиксирующих ножей 6 с основанием флюсовой подушки 8. При дальнейшем перемещении ползун 2, роликовые толкатели 4, перемещаясь вверх с ножевой плитой 5 и фиксирующими ножами 6, находящимися в зацеплении через планку 10 с основанием флюсовой подушки 8, поджимают флюсовую подущку к свариваемому стыку. При вдвижении щтока в цилиндр 13 устройство приводится в исходное положение. Возмо.жность поджима нижележащих слоев флюса к стыку по мере его расхода сводит к минимуму затраты рабочего времени на его пополнение. Фиксирующие ножи, выполненные в виде двухсторонних клиньев и заккрепленнБге на одной плите, гарантируют их одновременное выдвижение из стыка, СВОДЯТ к минимуму возможность снятия кромок стыка. Отсутствие зубчатых зацеплений, подшипников, пружин обеспечивает надежность и долговечность конструкции и резко снижает время ухода за устройством. Формула изобретения 1.Устройство Д7Ш сварки продольных щвов, содержащее корпус с установленны- ми в нем флюсовой подущкой, с основанием, механизмом поджатия флюсовой подущки и фиксации, стыка, включающим ноже вую плиту с фиксирующими ножами, о т лича ющееся тем, что, с цепью повышения производительности сварки путем сокращения вспомогательного времени на обслуживание устройство снабжено П-образным ползуном с перегородками и профильными пазами, смонтированным с возможностью перемещения вдоль корпуса, и скобами, закрепленными на основании флюсовой подушки, а механизм поджатия флюсовой подушки и фиксации стыка выполнен в виде роликовых толкателей, установленных на ножевой плите с фиксирующими ножами и взаимодействующих с профильными пазами ползуна, и планка с фигурной прорезью, установленной с возможностью перемещения в скобах и замы- какщей фиксирующие ножи. 2.Устройство по п. 1, о т л и ч а ющееся тем, что с фиксирующие ножи выполнены в виде двухсторонних клиньев с канавками для входа планки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 475240, КЛ.В 23 К 37/ОО, В 23 К 9/18, 18.О6.73.
N
