(54) АВТОМАТ ДЛЯ СБОРКИ И ЗАВАРКИ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Способ сборки гезаконов | 1987 |
|
SU1597948A1 |
| Способ сборки герконов и устройство для его осуществления | 1990 |
|
SU1756959A1 |
| Способ сборки герконов и устройство для его осуществления | 1985 |
|
SU1292056A1 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| РАБОЧИЙ РОТОР | 1972 |
|
SU348327A1 |
| Способ сборки и заварки герконов и устройство для осуществления этого способа | 1975 |
|
SU561230A1 |
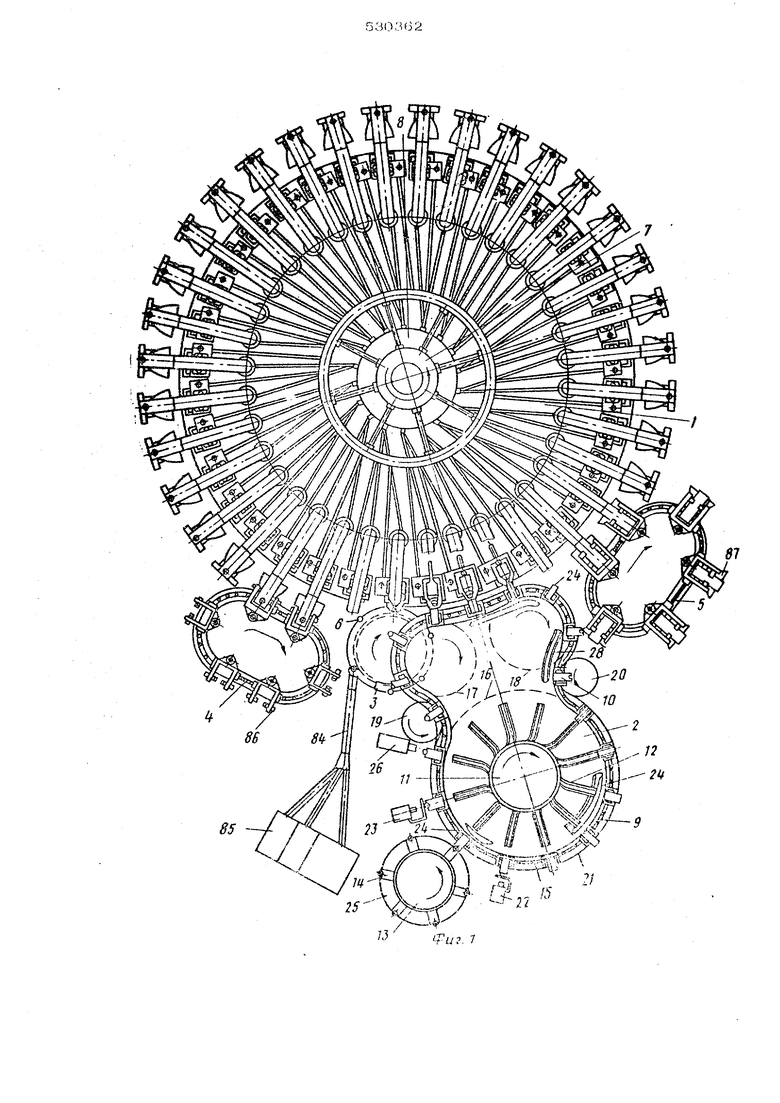

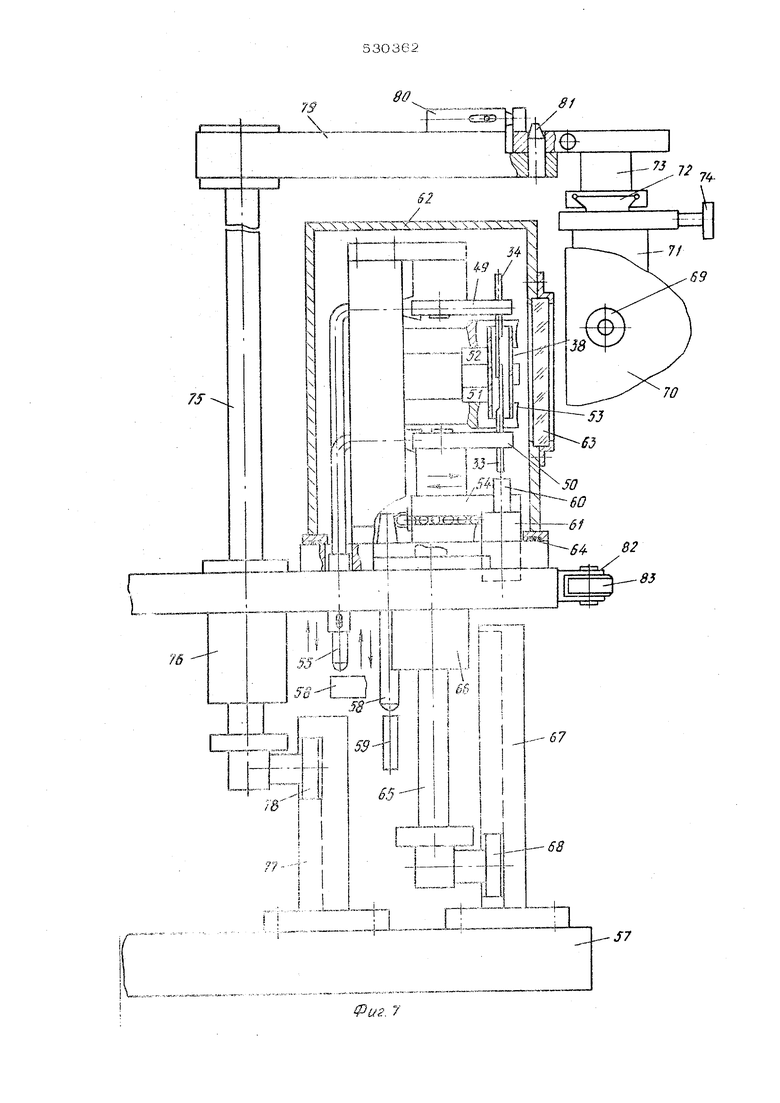
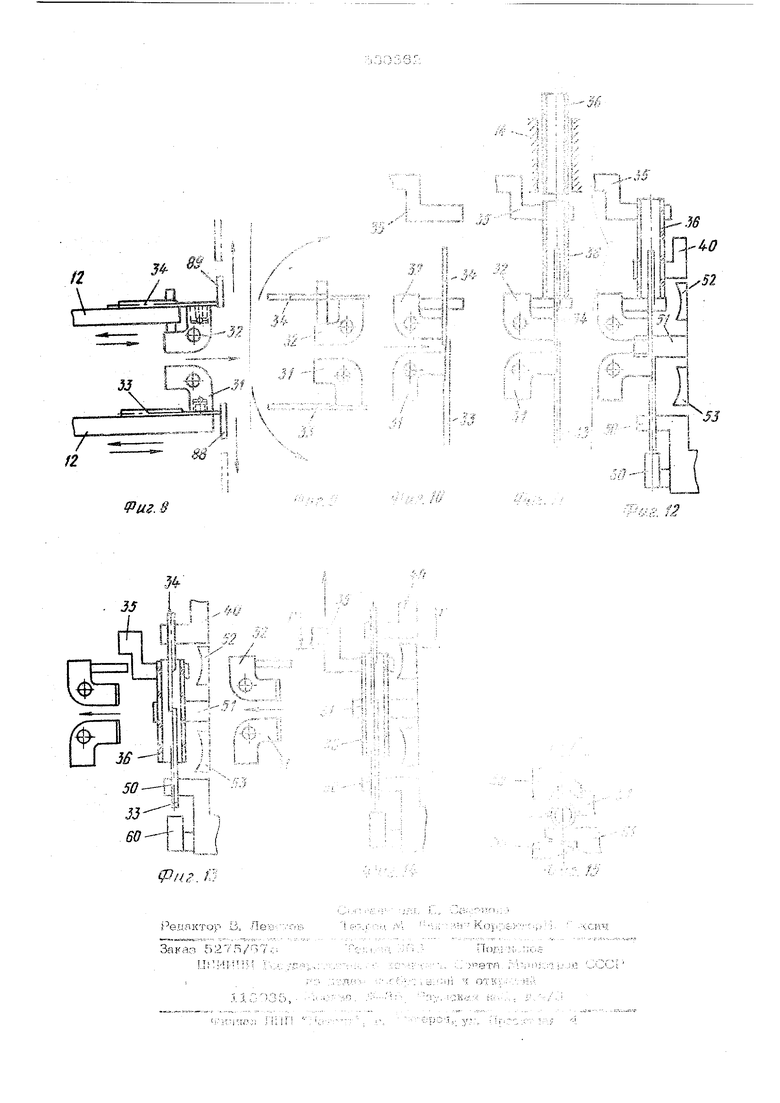
Изобретение относится к устройствам для сборки и заварки магнитоуправпяемых контактов (МК). Одним из наиболее сложных процессов в изготовлении МК является процесс сбор ки, заварки и настройки раствора с напол ;нением баллона защитным газом, В массовом производстве для сборки, варки и настройки МК применяют многопозионные автоматы карусельного типа, :В состав которых входят карусель с устр :ствами для сборки и заварки; устройства для автоматической загрузки элементов МК; устройства для настройки межконтакт JHoro раствора, устройства для выгрузки .готовых МК, устройства для контроля и (Сорткровкк. МК по параметрам, системы энергоносителей, системы у равления, В известкмк автоматах загрузка элементов М/- ггр::;. ;е нескольких п зициях, как П; :.Б-:г.-а , трех, сборка элемеитоп МК - а сб г ьчых гэлозках, установленных на карусэлн, i. п.н заварке осутцествляется с помощь7о pf-aitc тивных нагревателей или источников инфракрасного излучения. I В автоматах с резистивным нагревом ;ка)кдая головка дла сборки и заварки, уста;новленная на карусели, имеет устройство |для нагрева, которое-обеспечивает нагреа спая непрерывно в течение требуемого |Времени. Эти автоматы имеют сравнитель-но нпзкую производительность из-за ограниченнЕзГх возможностей и низкой стойкости резистивных нагревателей. Кроме того, нагреватели распыляются во время работы, ;что снижает чистоту газа внутри баллона и приводит к дополш1тельному браку. Более высокую производительность обеспечивае г к ногопозиционный автомат с источннкак1и инфракрасного излучения. В этом автомате источники инфракрасного излучения устанавливаются вне карусели и нагрев спая осуществляется последова- .тельно на различных позициях во время выстоя карусели с перерывами во время перехода головки для сборки и заварки с .позиции на позицию. Этот автомат иключа ет в себя карусель с периодическим вра- шением, на которой расположены головки для сборки, заварки и настройки МК, и устройства, расположенные вне карусели, основными из которых являются устройства для загрузки контактов-деталей и баллонов, ИСТОЧНИ1Ш инфракрасного излучения, устройство для съема готовьк МК, системы энергоносителей, системы управления работой механизмов автомата. Загрузка деталей МК, заварка, настрой ка раствора и съем готового МК на этом автомате производится во время выстоя карусели. Недостатком такого автомата является наличиеперерывов в нагреве при заварке во время поворота карусели, что удлиняет общее время операции заварки . вследствие охлаждения спая во время перерыва. Кроме того, в автомате с периодическим вращением карусели уменьшение цикл а следовательно, и увеличение произБоди1 ности ограничивается мккиыапьным време нем, необходимым для работы загрузочньг устройств, которые подают детали МК в головки, установленные на карусели во вр мя выстоя, и силами ияерции, резко BO3 растаюишми при увелгпеиии количества no зиций и уменыненяя времени поворота ка русели. 1роизБодительность известиы;. автоматов невысока и вследствие некомплектной загрузки детал:/:, неправильного положения деталей МК при их подаче в головкк и частого выхода из строя источнихов нагрева, что приводит к значительному браку изготовляемых МК. Целью изобретения являе-1х;я увел гчение производительности, повышение надежности работы автоматов для сборки и заварки МК и снижение брака. Это достигается за счет сборки деталей МК в комплекты вне карусели и пере дачи их. в заварочные устройсгва при непрерывном вращении карусели, исключения перерывов в нагреве npj заварке источнпками инфракрасного пзлучения, ношк чения ограничений, обслуживаемых временем загрузки деталей МК к силами инер) и исключения подачи аекомплекснь;х сборов и введения автоматической замены источНИКОВ нагрена. Для этгаО карусели автомата, HOnpepi- iiiJIO DpHU,ii,K)iii;;,i;CH ВО ВреМ работы, установлены устройстна для завар ки с источником инфракрасного иэлученяя но каждой позиции, а устройства для орие тяиии элементов МК, и.х подачи и сборки f комплекты установлены на отдельном за J рузочно-сборочиом MHoronoaHiiiioiiHOM аг ч-г-что, Df;yui- CTnnHiou OM переиначу собран. iiiX л1;---(ил KTCiV }ls в устройства для заварки пр. непрерывном вращении карусели. Карусель автомата и загрузочно-сборочный многопозиционный агрегат работают синхронно с одинаковой скоростью вращения. Разделение операций сборки элементов МК а комплекты и заварки с выполнением их на различньш. устройствах упрощает конструкш1ю устройств, установленных на карусели, и дает возможность устаиовить на каждой позиции источник инфрак.расного излучения. Установка на каждой позиции источника инфракрасного излучения позволяет вести непрерывную заварку в процессе вращения карусели, дает возможность выключения отдельных позиций карусели из работы случае ш; неисправности и введения ав-. .томатичесх ой замеиь источника инфракрасного излучения без останова автомата. Наличие многопозициовного загрузочно-сборочного агрегата, осуществляющего ориентацию сборку комплектов МК и их передачу в заварочные устройства карусели при ее непрерывном вращении позволяет повысить производительность за счет параллельного выполнения операции по ориентации, подаче, сборке и передаче комплектов МК на познииях агрегата, сократить общее время загрузки элементов МК з заварочные устройства каруселИ; ввьс-ги к нтроль наличия и правнлыгости полоксеняя деталей МК в устройстве загруз-очно-сборочного агреггэ.та и иск.лючкть подачу некомплектных МК в загрузочные устройства. Передача комплектов МК, их заварка, настройка и вьп-рузка при вращении карусели позволяет работать без останова карусели с постоянной скоростью вращения, тем caMFjiM исключаются кограничения, обусловленные инерционным; силами, ,имеюнще место в авгоматах с пердодическим врашенпем карусели, ц, следовательно, обеснечнеается возможность создания автоматов для сборки и заварки МК с больишм коли-,чеством позицнй. На фиг. 1 схематически показан автомат, ВИЯ в плана; на фиг. 2 - сборочное устройство; на фиг, 3 - вид по стрелке А на фиг. 2; на фнг. 4 --сборочное устройство, вид в плане; на фиг, 5 разрез по Е)-Б на 2; па фиг. 6 - впя по стрелке В на фпг. 2; на фга. 7 - заварочное устройство; на фиг, 8 контакт деталей при совмещении держателей сборочного уст p flcT;:if с ориеитирузощнми ле)тками; на 4-ИГ. 9 держатели сборочного устройства после о Бода их от лотков; на . 1.0 сборки контакт-деталей; на фиг. 1 I схема загрузки боллона в сборочи; yi t(.rt-ство; на фиг. 12 - совмещенные сборочное устройства с деталями МК и заварочное устройство, установленное на карусели на фиг. 13 - подача баллона в заварочное устройство; нафиг. 14 - окончание передачи комплекта МК в эаЬарочное устройство; на фиг. 15 - разрез по Г-Г на фиг. 14.
Основными частями автомата сборки и заварки МК являются карусель 1, загрузочно-сборочный агрегат 2 и устройство выгруэки 3 готовых МК. Кроме того, для автоматического съема и установки источников заварки в автомате имеются устройства съема 4 и устройство установки 5 источника заварки.
На карусели 1 автомата установлены iзаварочные устройства 6, газовая система 7 и система 8 подачи электроэнергии К заварочным устройствам. На неподви №ной части автомата под каруселью размещены копиры и упоры для управления работой заварочных устройств работой газово ;системы и системы подачи электроэнергии к заварочным устройствам.
Вращение карусели осуществляется от привода известной конструкции, серийно вьтускаемого промышленностью.
Загруз очно-сборочный агрегат включает в себя цепной конвейер 9 с установленными на нем сборочными устройствами 10, загрузочный вибробункер 11с ориентирующими лотками 12 цпя подачи контактовдеталей в сборочные устройства и вибробункер 13 ; подающими лотками 14 для загрузки баллонов МК.
Возможен вариант установки вместо загрузочного вибробункера 3-1 с ориентирующими лотками 12 многорядных кассет с контактами-деталями. Сборочные устройств 10 на конвейере установлены с ашгом, рав ным шагу расположениязаварочнь1х устройств 6 на кар сели 1.
Конвейер 9 состоит из непи 15, натянутой на звездочки и нагфавляю Ш1К 21, по которым могут перемещаться сборочные устройства 10. Конвепэр имеет сопровождающий участок, параллельный траектории перемещения заварочных устройств на карусели.
ВибробуА1.кер J. 1 с ориентирующими лотками 12 установпеи coocio ;:о звездочкой :16. Ш&г располо-С,:,КРЯ ор;;ент11рующ11Х лотков cocTtcic..v о : iUi;.ry рчсиоложения сборочнь:х ycTpoii, ,
Вне коней/ерл )- . :чг установлены контрольные щупы ,- ,. :,. , ,; i .ооверки наличия и праьильност; иолол е л,а г-; сборочных устройствах 10 детг.-.лей Mi и копиры 24 для у11раь.1ения работой сборочных устройств, Ко ггрольа1 1е шупы 22 и 2Э изб
;вестной конструкции обесиечивнкл- иодочу соответствующего сигнале при oTcyixrrBini деталей МК или в случае неправильного их Положения.
В зацеплении со звездочкой 16 находится диск 25, на котором установлен вибробункер 13 с подающими лотками 14, расположенными с uiai OM, равным uiaiy расположе|Ш1Я сборочных устройств 10 на иепи 15. Устройство 26 предназначено для съема со сборочных устройств 10 некомплектньсх МК или неправильно установленньсх. деталей, .Съемное устройство 26 по конструкшш является обш,еизвестнь М. Сборочное устройство фиг. 2 состоит из основания 27, ко51лонки 28, траверсы 29 каретки ЗО, держателей 31 и .32 контакт-деталей 33 и 34, держателя 35, баллона 36, копира 37 П;}лсг1эсо6лення для управления дерt жателялш 31 и 32, гнезда 38 для
0 :Сцепле5;ия сборочного устройства с кару;селью и плат(|юрмы 39. I Основание 27, на котором закреплены колонка 28, каретка 30, копир 37, гнез:до 38 установлена на платформе 39, кото5; рая с помощью роликов 40 может пере мещаться по направляющим 21 конвейера 19 (фят. 1), Траверса 29 с .закрепленным |иа ней держателем 35 установлена на ко1понке 28, по которой может перемещать0ся с помощью толкателя 41 от копира 24 конвейера 9 (фиг. 1), Держатель баллона .предстаьлпет собой две губки, закрепленные на оси 42 (. 3), поворачивающиеся от конуса 43, установленного на тол5кателе 44, перемещаемого с помощью копира 24 (фи.г. 4), Держатели 31 и 32 контакт-деталей 33 и 34 закреплены шарнир:но на сСОЙке 45 .каретки 30 и имеют на некоторой расстоянии от оси щарнира ро- :лики 46 {фиг. 5), в.ходящие в пазы копи|ра 37 Конфигурация пазов копира 37 вы - |полпена такой формы, что при перемещении каретки 30 с держателями 31 и 32 последзпю поворачиваются на 90 . Удержшше
f кснтакт деталей 33 и 34 в дер.жателях ;31 и 32 обеспечивается с помощью ваку ума. Для 1:ереь ещения кгфетки с держате:лями 31 и 32 1меются толкатель 47, соединенный через ролик 48 с копиром 24.
0
Заварочное устройство (фиг. 7) состоит из заварочной головки, колпака, источника инфракрасного излучения (сточиик зява.ки), механизма 11о.аъема i опускания источ5
:ника заварки.
, Зава : оч1К-ш головка имеет
держатель I Ейрхней ко 1такт-гдета,ми .Vt, a p KfiTOJib Л1кжией ко.; г:1кт-лота,1и 33, ;jtVKalv. ib Г) 1 бал.чона 3,1 и лм--, nn.ix п С BciHiте , щей В-) -.1 ройке 1К. .. Harrpj-i о J ha cot. .L к KOHfti - f1 1 , новлен n . Kapyccj (-; нижнейI iHejTD- I., : л -Iветс f ; rUlli e де 1 a-:., ;c щий к ДЛЙ . И„ ЗР об-соо вег. , 3 uo . гуС; 1 . неч 6-1
KapycfeJ Ис
фра крас 7 р. т,-.-.
продсль.:; B03 ip:K его фс;с: жатель 72 я кЦ1П1 и :Л
,,:-.Tii. т, Ц-СС с , : о Е HIЬ TV. Р..-, :;о . ,,, GP iГ/-L S 1. : --J- .., - v / . , . -,-; :;. ;; i . : : :-у- ;.;1T-. ,, i - . - :, ,-0 , .:;f fi , йля .... ..--Juijfii .1-; чегО /;:::: -:-.л,; . :;--. -,ли : . „ - -.-- -U :. -З кпн.ii:;;-: - - -Л - --Ь - ..::,л1„:0
с помс-ш .устакин. но зава; печнвае
- :1 ;:. vivu-гея заварка
ь;: :.jjvv-детали предшесту1.;и;:г; настройка -..-1.,, v tycKaHue источ: ---л ..- уоваркн нимщей .:.. ,:.. заварки ниж -:.:;:ios пзбыточ иое , . ..JчUiiK. заварКИ . ; : : :к, позцщщ ; -..г-отся С завароч ;с;;:;, ;/;а;г, l)j где ОХ:. u-L - 3 J1 затем пода)авлеШ13 подачей р,:очпяк устрой::; о лР11,рОЛЬ и
-.::-:л/;1 дьттолня Г слгсойами и
/i;j;;liiUiipOBaH: ;;i,/i::;iX СОШфОВ .-jii К;С:л: ВТО-i
г:):п ;а1;телы1ые :,-.viycejur во посяедвбп, ..:;; .ic.j-d4 :vi i.a за- ;;. тюточ, - ,: 1т-lircTsa. ..:тВугслцей КО-j- уС:гр&ЙСТВО
-л;:л С: каруселью . . --: с ней на
. 14,1 :.;о:;са ;; зм , ;.4}ци11мается
: i-:o с заварочVi.,;llTCH ус-:; г iicTBON уста6 г 6 и и я
i o bfipKii .;jep:;vai nra мноl;:i iJЦOм, систе:отему подачи . :лЕ загрузи, ;y;u.H ji перемеитилцт дернхвтелн а:--омьтх кон:-13П с ИСТОЧНИ.-OVoKn, о т
гго, с цолыо : ,л, повьииения :,o-.:i-: количеств . V. I-iHi-ie устрой- . :.7ст.иовле1 Ы на
,::-ОГОЧНЫО УС-51мс, .:i на заг} уз{1чнс -с борочном атрегате которым снабГ жо/1 автомат, имеющем сопровождающий участок для совмещения сборочных устройств с заварочными, для передачи собранных комодектов деталей магнитоуправляе1«1ых коятактов в заварочные устройства при непрерывном вращении карусели.
3, Автомат поп,1, отличаю 1 ш и и с я тем, I что держатели контакт ;деталей каждого сборочного устройства заI креплены шарнирно на каретках и снабже 1ны роликами, смешенными относительно |оси шарнира и связанными с неподвижным {Копиром, поворачивающим держатель кон:тактгДеталей из горизонтального положеяяя в вертикальное при перемещении кареткн.
ВидА
79
80
8f
. 7
I 36
1Ш
li-0
Г i I
52
i ( p- r--iH
