Изобретение относится к обработке металлов давлением, в частности к ос- настке для формовки рифтов на листо- вых заготовках.
Целью изобретения является повьше- ние надежности.
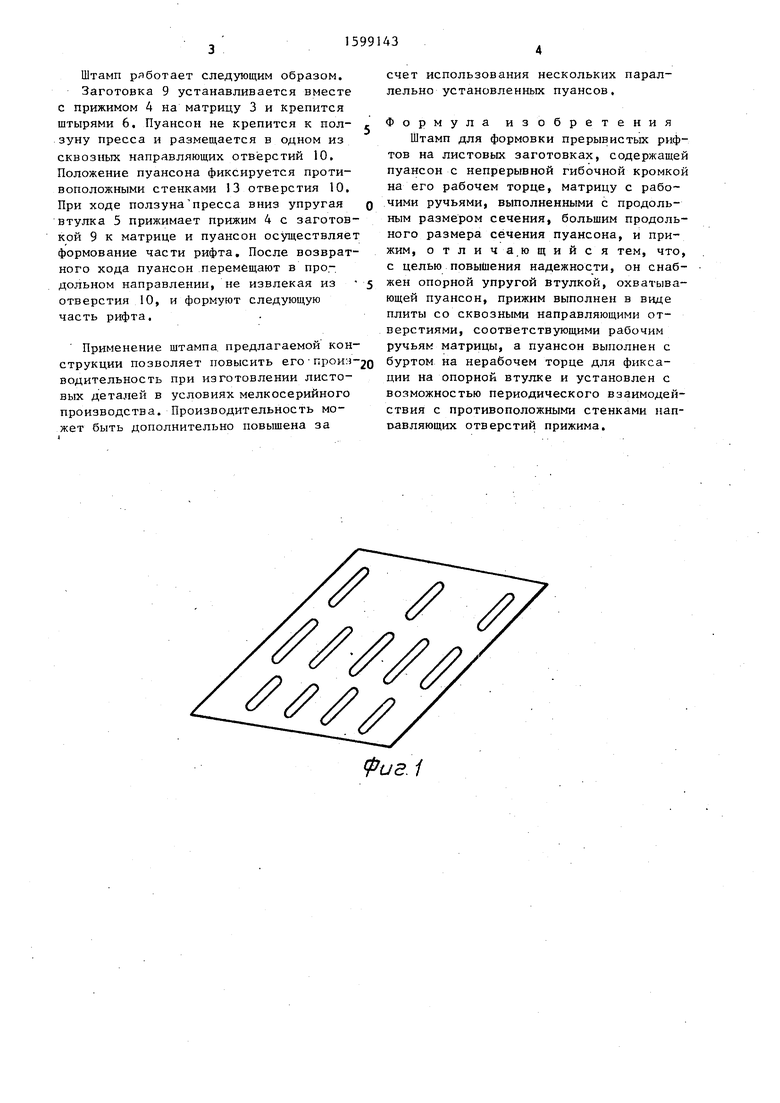
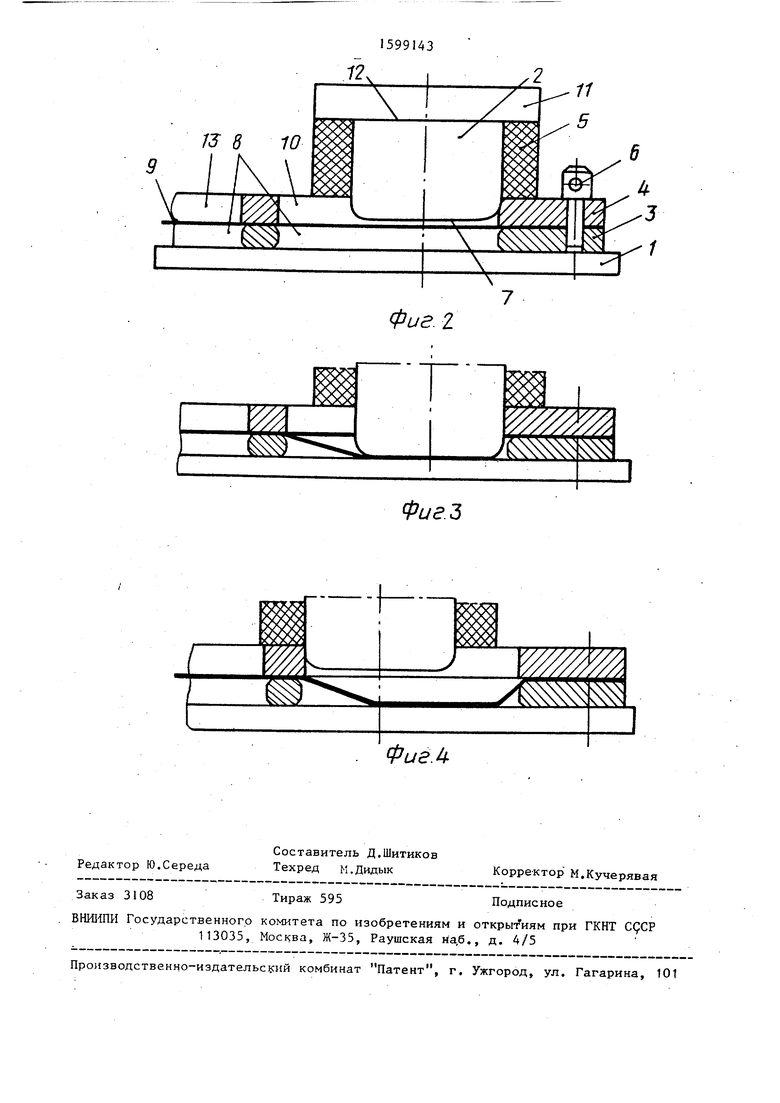
На фиг.I показана типовая деталь с прерывистыми рифтами; на фиг.2 - штамп и заготовка перед формовкой первой части рифта; на фиг.З - штамп при формовке первой части рифта;, на фиг.4 - то же., перед формовкой второй части рифта.
Штамп для формовки прерывистых рифтов на листовых заготовках содержит основание 1, пуансон 2, матрицу 3, прижим 4, опорную упругую-втулку 5 и штыри 6. На рабочем торце пуансона выполнена непрерывная гибочная кромка 7. Матрица установлена на основании и выполнена с рабочими ручьями 8, размер продольного сечения которых больше продольного размера сечения пуансона 2. Прижим 4 выполнен в виде плиты и вместе с заготовкой 9 фиксируется на -матрице посредством штырей 6. Б прижиме 4 вьтолнены сквозные направляющие отверстия 10, соответствующие рабочим ручьям 8 матрицы 3. Опорная втулка 5 охватывает пуансон 2. Пуансон выполнен с буртом 11 на нерабочем тодце 12 для фиксации на опорной втулке 5. Пуансон установлен с возможностью периодического взаимодействия с противоположными стенками 13 сквозных отверстий прижима 4.
СП ( о
Штамп работает следующим образом.
Заготовка 9 устанавливается вместе с прижимом 4 на матрицу 3 и крепится штырями 6. Пуансон не крепится к пол- зуну пресса н размещается в одном из сквозных направляющих отверстий 10, Положение пуансона фиксируется противоположными стенками 13 отверстия 10. При ходе ползуна пресса вниз упругая втулка 5 прижимает прижим 4 с заготовкой 9 к матрице и пуансон осуществляет формование части рифта. После возвратного хода пуансон перемещают в про-, дольном направлении, не извлекая из отверстия 10, и формуют следующую часть рифта.
Применение штампа предлагаемой конструкции позволяет повысить его прои: водительность при изготовлении листовых деталей в условиях мелкосерийного производства. Производительность может быть дополнительно повышена за
счет использования нескольких параллельно установленных пуансов.
Формула изобретения
Штамп для формовки прерывистых рифтов на листовых заготовках, содержащей пуансон с непрерывной гибочной кромкой на его рабочем торце, матрицу с рабочими ручьями, выполненными с продольным размером сечения, большим продольного размера сечения пуансона, и прижим, о т л и ч а ю щ и и с я тем, что, с целью повышения надежности, он снабжен опорной упругой втулкой, охватывающей пуансон, прижим выполнен в виде плиты со сквозными направляющими отверстиями, соответствующими рабочим ручьям матрицы, а пуансон выполнен с буртом на нерабочем торце для фиксации на опорной втулке и установлен с возможностью периодического взаимодействия с противоположными стенками нап- иавляющих отверстий прижима.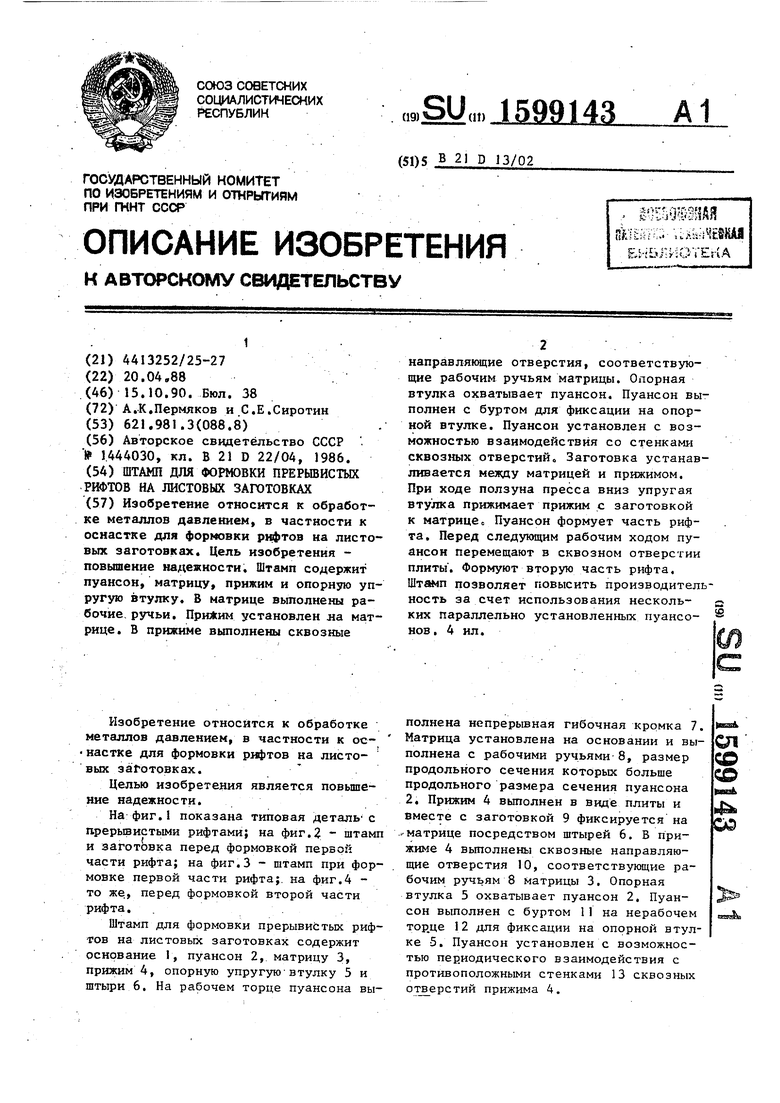
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки прерывистых рифтов на листовых заготовках | 1986 |
|
SU1444030A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп совмещенного действия | 1976 |
|
SU592489A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для формовки | 1980 |
|
SU912339A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп последовательного действия | 1973 |
|
SU469516A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для формовки рифтов на листовых заготовках. Цель изобретения - повышение надежности. Штамп содержит пуансон, матрицу, прижим и опорную упругую втулку. В матрице выполнены рабочие ручьи. Прижим установлен на матрице. В прижиме выполнены сквозные направляющие отверстия, соответствующие рабочим ручьям матрицы. Опорная втулка охватывает пуансон. Пуансон выполнен с буртом для фиксации на опорной втулке. Пуансон установлен с возможностью взаимодействия со стенками сквозных отверстий. Заготовка устанавливается между матрицей и прижимом. При ходе ползуна пресса вниз упругая втулка прижимает прижим с заготовкой к матрице. Пуансон формует часть рифта. Перед следующим рабочим ходом пуансон перемещают в сквозном отверстии плиты. Формуют вторую часть рифта. Штамп позволяет повысить производительность за счет использования нескольких параллельно установленных пуансонов. 4 ил.
. 1
Редактор Ю.Середа
Составитель Д.Шитиков Техред М.Дидык
Заказ 3108
Тираж 595
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКРГГ СдСР 113035, Москва, Ж-35, Раушская на,б., д, 4/5
--.- д -- |1Ш1-ш-|ии111 1
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 2.
Й$Ш
Фиг.:5
N$$
ФиёЛ
Корре-ктор М.Кучерявая
Подписное
| Штамп для формовки прерывистых рифтов на листовых заготовках | 1986 |
|
SU1444030A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
