4 4 .
О СО
Изобретение относится к обработке металлов давлением, в частности к оснастке для формовки прерьгеистых рифтов на листовых заготовках.
Цель изобретения - расширение технологических возможностей за счет изготовления деталей с произвольным расположением рифтов при одновременной регулировке их длины,
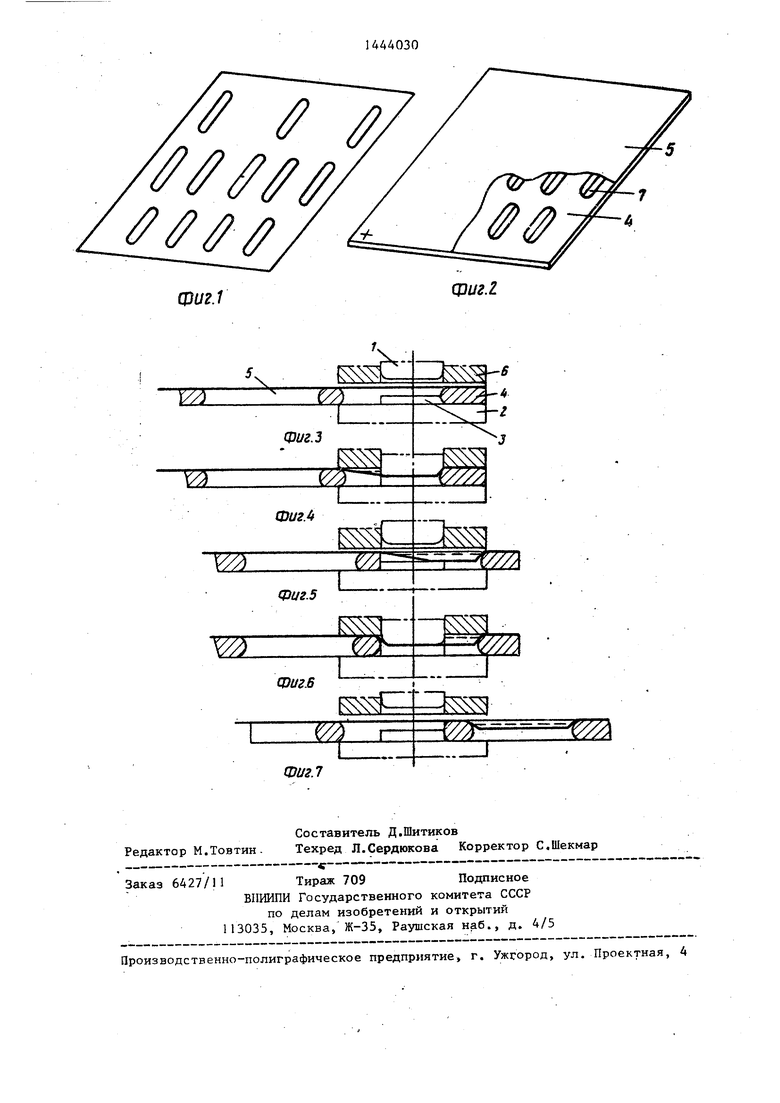
На фиГо представлена отформованная деталь; на фиг,2 - схема установки заготовки на матрицу перед формовкой; на фиг,3 - штамп и заготовка, исходное состояние; на-фиг,4 - то же после первого перехода; на фиг,5 то же, перед вторым переходом; на фиг.6 - то же, после второго перехода; на фиг.7 - то же, перед обработкой 2-го рифта,,
Штамп содержит пуансон 1, с непрерывной гибочной кромкой по торцу и с продольным размером сечения, превышающим поперечный, неподвижное основание матрицы 2, с упорным выету- пом 3, имеющим форму поперечного сечения, соответствующую форме поперечного сечения пуансона. Выступ 3 размещен соосно пуансону 1, На неподвижном основании размещена пластина 4 с установленной на ней заготовкой 5,.. Фиксацию заготовки при формовке осуществляет прижим 6, В пластине 4 вьр полнены.отверстия 7, расположение которых соответствует расположению риф тов готовой детали.
Формовка рифта производится за два перехода.
Заготовка 5, закрепленная извест- ньии способами на подвижной пластине 4 матрицы, подается в рабочее пространство так, чтобы упорный выступ 3 вошел в отверстие пластины 4 до упо- ра в одну из торцовых стенок отверстия. Стенки отверстия 7 и торцовая .поверхность упорного выступа 3 образуют рабочий ручей.
5 0
5 0 з
0 5
После первого хода пресса пластина вместе с деталью подается до упора выступа 3 в противоположную торцовую стенку отверстия 7 и производится второй ход пресса.
Формовка следующего рифта произ- . водится в той же последовательности . Зеркально отраженные детали формуются на обратной стороне пластины 4,
В данном штампе можно формовать детали с прерывистыми с произвольно расположенными ркфтами, с возможностью регулирования их длины, при этом для отраженных деталей может быть использована одна пластина.
Формула изобретения
Штамп для формовки прерьюистых рифтов на листовых заготовках, содержащий пуансон с непрерьшной гибочной кромкой по торцу и с продольным размером сечения, превьшающим попе- речньй, и матрицу с по ; меньшей мере двумя рабочими ручьями, од-ин из ко- торых выполнен с продольным размером сечения, большим продольного размера сечения пуансона, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления деталей с произвольным расположением рифтов при одновременной регулировке их длины, матрица выполнена в В1зде неподвижного основания-С соосньм пуансону упорным выступом, имеющим форму поперечного сечения, соответствующую форме поперечного сечения.пуансона, и пда- стины с отверстиями, установленн&.{ с возможностью перемещения в плоскости основания, каждый рабочий ручей матрицы выполнен в виде стенок отверстий пластины и торца упорного выступа, а упорный выступ выполнен с возможностью взаимодействия со стенками отверстий пластины.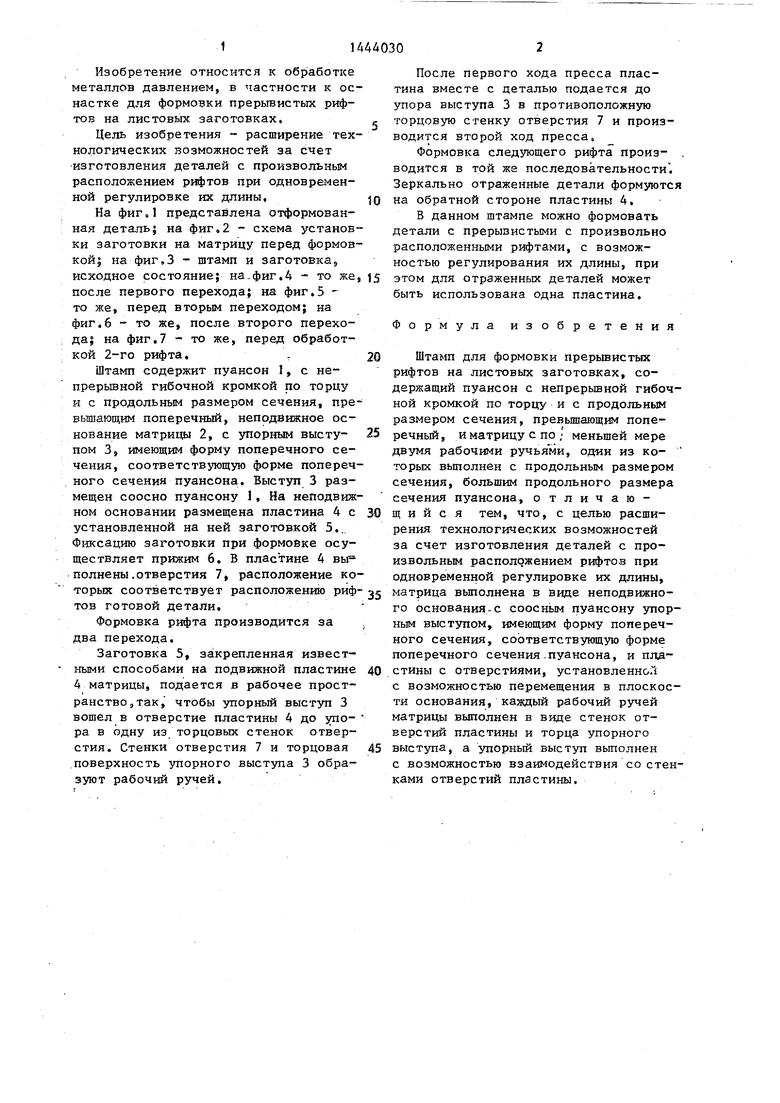
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки прерывистых рифтов на листовых заготовках | 1988 |
|
SU1599143A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп для формовки прерывистых продольных рифтов на листовых заготовках | 1977 |
|
SU640783A1 |
| Способ изготовления полых цилиндрических изделий | 1985 |
|
SU1279708A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для формовки прерывистых рифтов на листовых заготовках.. Цель изобретения - расширение технологических возможностей за счет изготовления деталей с произвольным расположением рифтов при одновременной регулировке их длины. Штамп содержит пуансон, матрицу и прижим. Матрица вьшолнена в виде неподвижного основания и подвижной пластины с отверстиями. Расположение отверстий соответствует расположению рифтов готовой детали. На неподвижном основании вьшолнен упорный йыступ. Стенки отверстий пластины и торец упорного выступа образуют рабочий ручей. После каждой операции формовки рифта пластина перемещается, обра- :зуя новый рабочий ручей. 7 ил.
Фиг.1
Фиг.6
фиг.г.
| Штамп для формовки прерывистых продольных рифтов на листовых заготовках | 1977 |
|
SU640783A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
