658
сл
со сх 4 to
Изобретение относится к области порошковой металлургии, в частности к способам прессования изделий, преимущественно имеющих в пределах одного перехода в вертикальной плоскости значительные переходы в горизонтальной плоскости.
Целью изобретения является повышение равноплх)г1фрти . по всеиу, объему изделия.
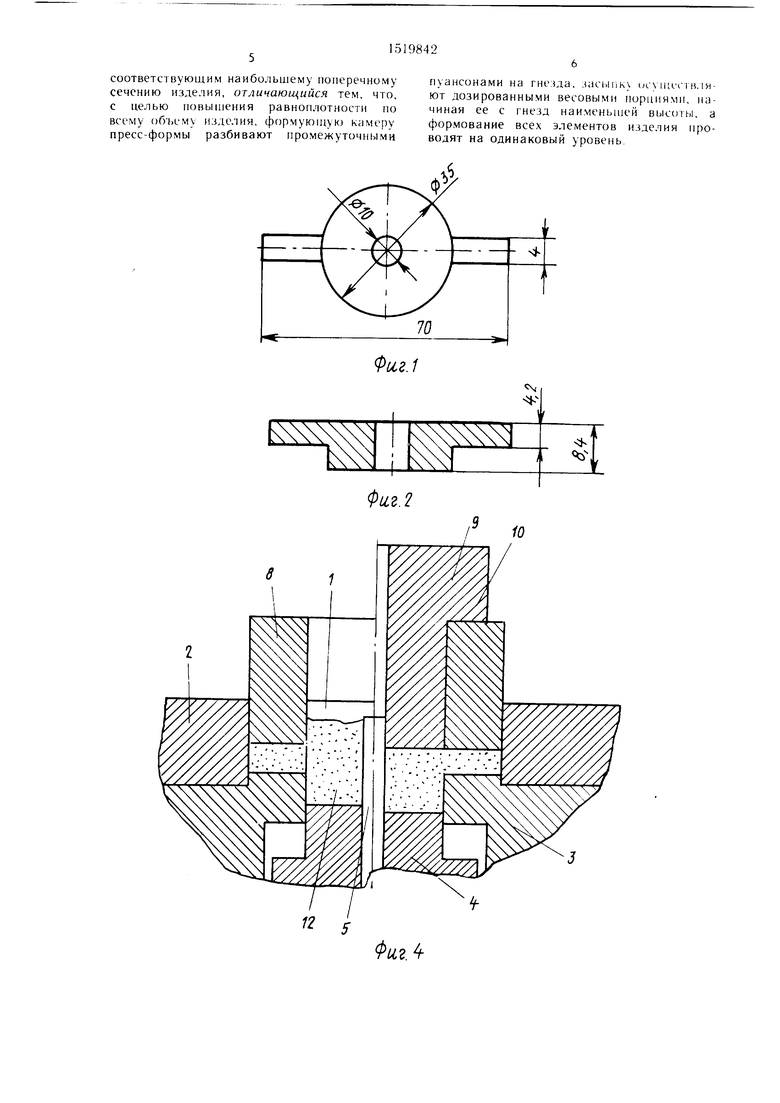
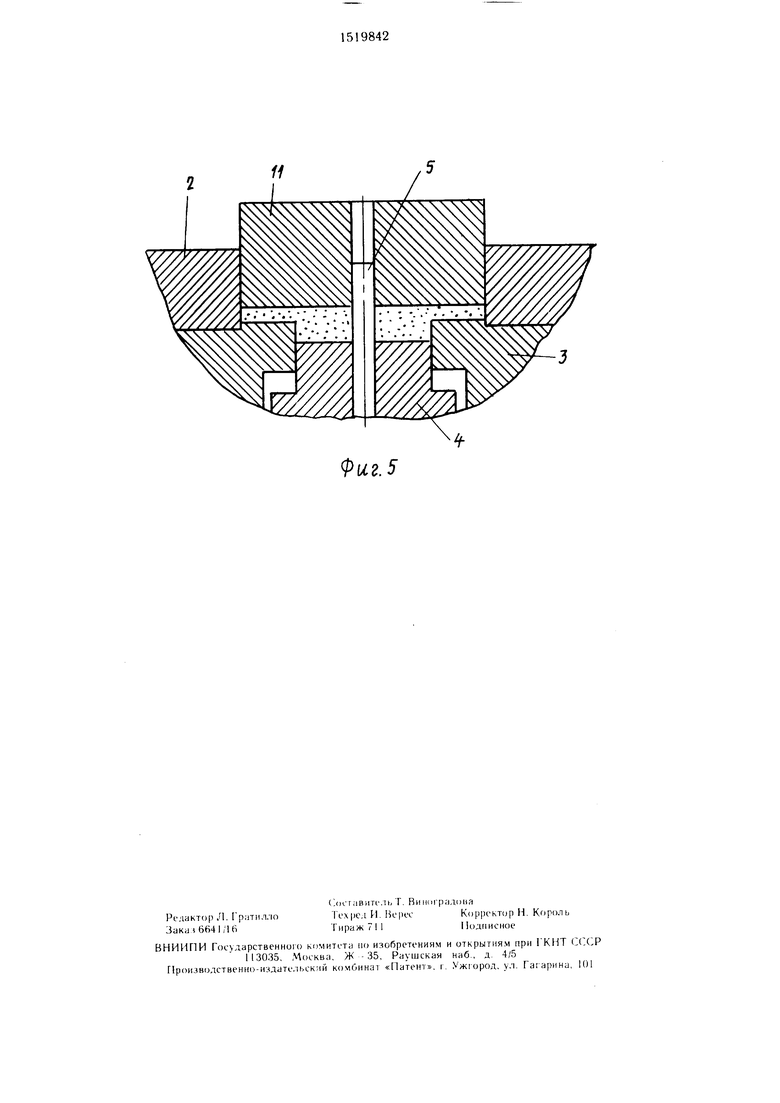
На фиг.., изображено изделие, имеюпдее значительные-Переходы как по сечению, так и по вгысоте; на фиг. 3 и 4 - этапы засыпки и формования отдельных элементов изделий, начиная с наименее высоких его частей; на фиг. 5 - окончательное прессование изделия.
Способ заключается в следующем.
Формующую камеру пресс-формы, образованную щекамм 1, вкладыщами 2, подкладками 3, нижним пуансоном 4 и стержнем 5, разбиваюл промежуточным пуансоном 6 на гнезда 7 (они имеют наименьшую высоту).
В эти гнезда 7 засыпают порошок (фиг. 3, слева) порциями, вес которых пропорционален весу соответствуюпи1х частей спеченной заготовки. Вставляют промежуточные пуансоны 8 и производят формование засыпанной шихты (фиг. 3, справа). После этого извлекают промежуточный пуансон 6.
В образованное гнездо засыпают соответствующую порцию шихты (фиг. 4, слева), вставляют пуансон 9 и также производят формование.
При этом формование всех частей прессовки осуществляется на одип уровень, так как ход пуансона 9 ограничивается его буртиком 10, упирающимся i торцы промежуточных пуансонов 8 (фиг. 4, справа).
В дальнейшем все промежуточные пуансоны извлекают, в полость матрицы вставляют пуансон 11, поперечное сечение которого соответствует поперечному сечению прессуемой заготовки, и пресс-форму устанавливают под пресс.
Производят прессованиезаготовки
(фиг. 4). При этом одновременно наиболее высокая ее часть подпрессовывается на необходимую величину нижним пуансоном 4.
Формующую камеру пресс-формы последовательно разбивают промежуточными пуансонами на гнезда с малоизменяющимися или постоянными высотой и сечениями в горизонтальной гыоскости, засыпку порошка начинают с гнезд, имеющих наименьп1ую высоту, осуществляя ее порциями, по весу пропорциональнь1ми весу соответствующих частей спеченной заготовки, а раздельное формование всех частей прессовки производят на одинаковый уровень.
Все это при.водит к тому, что в люйо части заготовки находится то количество шихты, которое необходимо для по;1учения в результате прессования равноплотной прессовки.
5
5
0
0
о
О
5
5
0
5
Описанный способ прессования по(воляет получать равноплотные заготовки с резкими переходами как в поперечном сечении, так и по высоте. При этом отсутствуют условия как для «перетекания шихты из одного гнезда Б другое, так и для появления брака.
Пример. Предлагаемым способом проведено прессование изделия из твердого сплава BKI5 ГОСТ 3882-74, конфигурация и размеры которого в спеченном виде приведены на фиг. 1.
В каждое из гнезд 7 (фиг. 3) формующей полости пресс-формы засыпали навеску твердосплавной шихты, равную 4,3 г, что в 1,02 раза больше веса соответ- ствуюдцей периферийной части заготовки в спеченном виде, а в гнездо 12 - 104 г, что также в 1,02 раза больше веса основной части заготовки в спеченном виде.
Высоты формующих гнезд определялись исходя из соотношения 7 р 3-у н (где ф - плотность прессовки; Y насыпная
плотность пороп1ка), а также из основного условия получения равномерной плотности во всех сечениях изделия, которое заключается в том, что высота слоя порошка в ПОЛОСТИ пресс-формы должна быть пропорциональна высоте изделия в данном сечении.
Они имели следующие значения; высота формующего гнезда периферийных частей заготовки 12,6 мм; высота формующего гнезда основной части заготовки 25,2 мм. Такая разница обеспечивалась тем, что в исходном положении формующая плоскость нижнего пуансона 4 опускалась относительно подкладок 3 на 12,6 мм.
Спрессованные описанным способом заготовки разрезали на части (от основной части отделяли периферийные) и методом гидростатического взвепшвания определяли их плотность.
Средняя плотность периферийных частей заготовки составляла 7,56 и 7,58 г/см , а основной части 7,60 г/см .
Таким образом, неравноплотность разных частей заготовки не превышала 1%. После спекапия заготовки имели минимальные искажения формы и коробления. По сравнс- нню с известным способом число бракованных изделий при прессовании партии в 100 шт, снизилось на 40%.
Формула изобретения
Способ прессования изделий из порошка, преимущественно имеющих в пределах одного перехода в вертикальной плоскости значительные переходы в горизонтальной плоскости, включающий засыпку порошка в формующую камеру пресс-формы, формование отдельных элементов изделия промежуточными пуансонами и прессование пуансоном с поперечным сечением.
соответствующим наибольшему поперечному сечению изделия, отличающийся тем. что, с целью повьииения равноплотности по всему объему изделия, формующую камеру пресс-формы разбивают промежуточными
пуансонами на гнезда, jaci.iiiK} (плиичтв.1И- ют дозированными весовыми порциями, начиная ее с гнезд наимень|ией высоты, а формование всех элементов изделия проводят на одинаковый уровень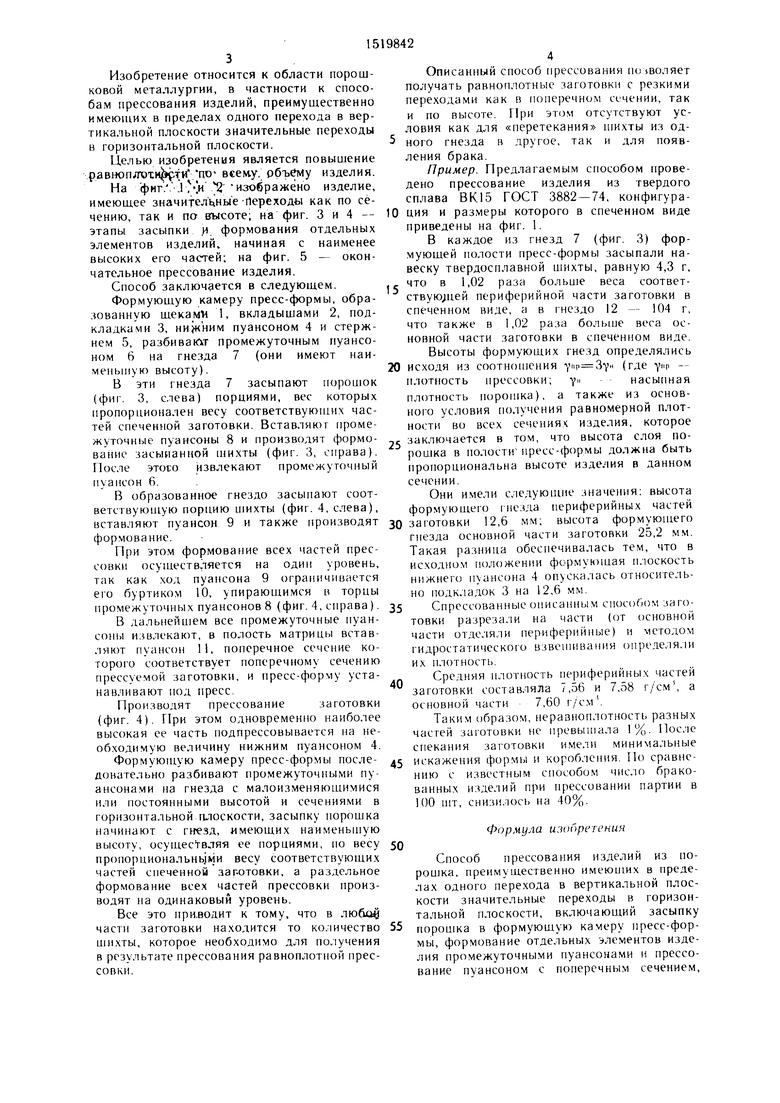
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2307179C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 2007 |
|
RU2368461C9 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ИЗ РАЗЛИЧНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 1990 |
|
RU2010676C1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086396C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
Изобретение относится к порошковой металлургии, в частности к способам прессования изделий, преимущественно имеющих значительные переходы в горизонтальной плоскости. Цель изобретения - повышение равноплотности по всему объему изделия. Формующую камеру пресс-формы, образованную щеками 1, вкладышами 2, подкладками 3, нижним пуансоном 4 и стержнем 5, разбивают промежуточным пуансоном 6 на гнезда, имеющие наименьшую высоту, в которые засыпают шихту. При помощи съемных пуансонов 8 производят ее формование. Затем извлекают промежуточный пуансон 6, а в полученное гнездо засыпают соответствующую порцию шихты и производят формование. Раздельное формование осуществляют на одинаковый уровень. Окончательное прессование изделия осуществляют пуансоном, поперечное сечение которого соответствует наибольшему поперечному сечению прессуемой заготовки. 5 ил.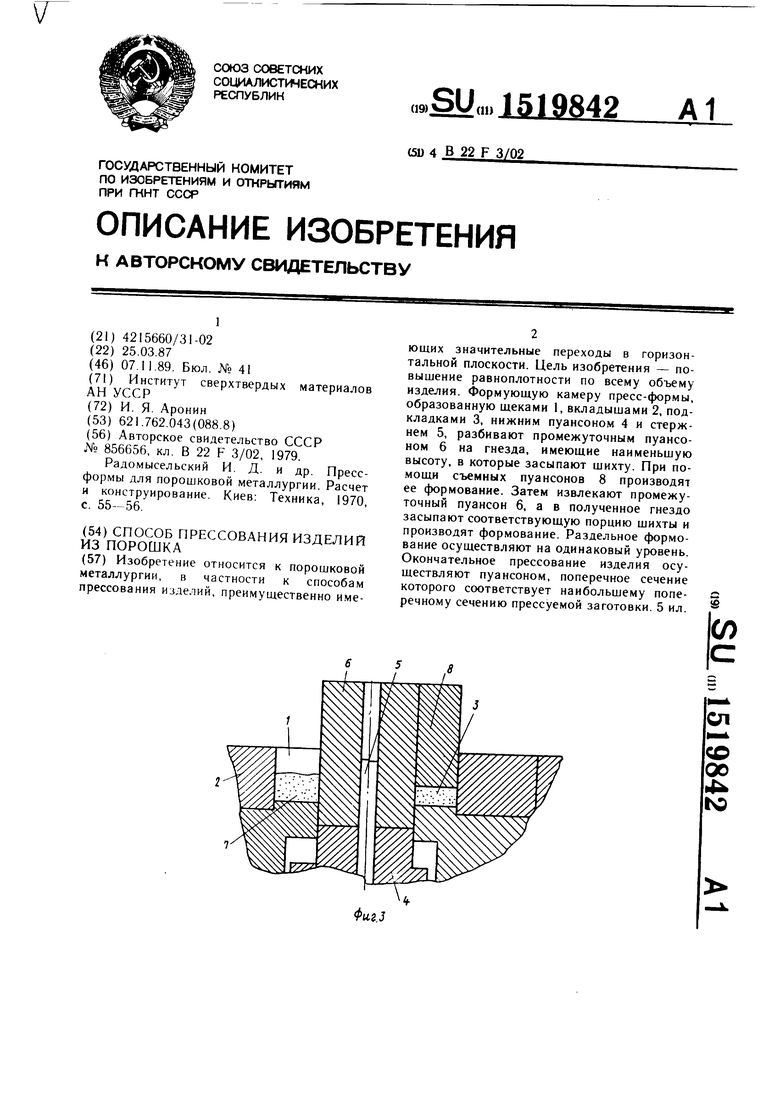
т з
Ьо I
./
s «ъ
Фиг. 2
Г 10
ФагЛ
Фиг. 5
| Способ прессования многослойных изделий с вертикальным расположением слоев | 1979 |
|
SU856656A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Радомысельский И | |||
| Д | |||
| и др | |||
| Пресс- формы для порошковой металлургии | |||
| Расчет и конструирование | |||
| Киев: Техника, 1970 с | |||
| . | |||
