Изобретение относится к технологии получения полимерных облицовок на внутренней поверхности труб и может быть использовано преимущественно в химической и нефтехимической промышленности рдя защиты труб от коррозии, гидроабразивного изнашивания и т.д.
. Цель изобретения .- упрощение оборудования для осуществления способа и снижение энергозатрат.
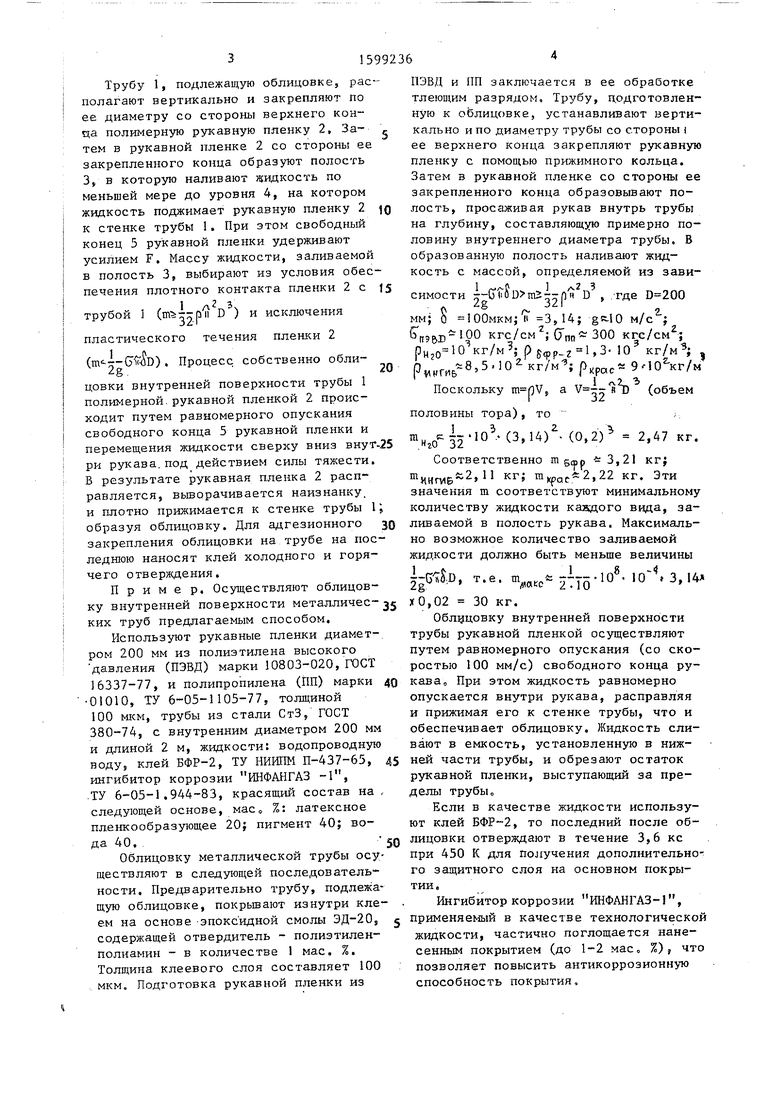
На чертеже показана схема нанесения облицовки на трубу.
Способ осуществляется след тощим образом.
Трубу 1, подлежащую облицовке, располагают вертикально и закрепляют по ее диаметру со стороны верхнего конца полимерную рукавную пленку 2, За- тем в рукавной пленке 2 со стороны ее закрепленного конца образуют полость 3 в которую наливают жидкость по меньшей мере до уровня 4, на котором жидкость поджимает рукавную пленку 2 чд к стенке трубы 1. При этом свободный конец 5 рукавной пленки удерживают усилием F. Массу жидкости, заливаемой в полость 3, выбирают из условия обеспечения плотного контакта пленки 2с 15
трубой ( D исключения пластического течения пленки 2 (). Процесс собственно облицовки внутренней поверхности трубы 1 полимерной.рукавной пленкой 2 происходит путем равномерного опускания свободного конца 5 рукавной пленки и перемещения жидкости сверху вниз внуг-25 ри рукава.под действием силы тяжести. В результате рукавная пленка 2 расправляется, вьшорачивается наизнанку, и плотно прижимается к стенке трубы 1; образуя облицовку. Для адгезионного ЗО закрепления облицовки на трубе на последнюю наносят клей холодного и горячего отвернадения.
Приме р. Осуществляют облицовку внутренней поверхности металличес- 35 ких труб предлагаемым способом.
Используют рукавные пленки диаметром 200 мм из полиэтилена высокого давления (ПЭВД) марки 10803-020, ГОСТ 16337-77, и полипропилена (ПП) марки 40 01010, ТУ 6-05-1105-77, толщиной 100 MICM, трубы из стали СтЗ, ГОСТ 380-74, с внутренним диаметром 200 мм и длиной 2 м, жидкости: водопроводную воду, клей БФР-2, ТУ НИРШМ П-437-65, 45 ингибитор коррозии ИНФАНГАЗ -1 , .ТУ 6-05-1.944-83, красящий состав на . следующей основе, мае, %: латексное пленкообразующее 20} пигмент 40| вода 40. 50
Облицовку металлической трубы осуществляют в следующей последовательности. Предварительно трубу, подлежащую облицовке, покрьшают изнутри кле- ем на основе эпокс идной смолы 3fl-20j содержащей отвердитель - полиэтилен- полиамин - в количестве 1 мае. %. Толщина клеевого слоя составляет 100 мкм. Подготовка рукавной пленки из
ПЭВД и ПП заключается в ее обработке тлеющим разрядом. Трубу, ц,одготовлен- ную к облицовке, устанавливают вертикально и по диаметру трубы со стороны ее верхнего конца закрепляют рукавную пленку с помощью прижимного кольца. Затем в рукавной пленке со стороны ее закрепленного конца образовывают полость, просаживая рукав внутрь трубы на глубину, составляющую примерно половину внутреннего диаметра трубы. В образованную полость наливают жидкость с массой, определяемой из зависимости --G (i oD m5--n ii D , . Где
л ,.
мм; О 00мкм; и 3,14; м/с ;
б п9№- 00 кгс/см СГпп ЗОО кгс/см ,3. 10
Р нг Б ° 5Р Р«с 9 0 1 1 /« Поскольку а D (объем
половины тора), то
(°«2) 2,47 кг. Соответственно m gmp ьЗ,21 кг}
ИНПЛБ т(-,,22 кг. Эти значения m соответствуют минимальному количеству жидкости каддого вида, заливаемой в полость рукава. Максимально возможное количество заливаемой жидкости должно быть меньше величины
I-GUD, т.е. m,,,jiy5.,14
хО,02 30 кг.
Облццовкз внутренней поверхности трубы рукавной пленкой осуществляют путем равномерного опускания (со скоростью 100 мм/с) свободного конца рукава. При этом жидкость равномерно опускается внутри рукава, расправляя и прижимая его к стенке трубы, что и обеспечивает облицовку. Жидкость сливают в емкость, установленную в нижней части трубы, и обрезают остаток рукавной пленки, выступающий за пределы трубы.
Если в качестве жидкости используют клей , то последний после облицовки отверждают в течение 3,6 кс при 450 К для получения дополнительного защитного слоя на основном покрытии,
Ингибитор коррозии ИНФАНГАЗ-1, применяемый в качестве технологическо жидкости, частично поглощается нанесенным покрытием (до 1-2 мае, %) чт позволяет повысить антикоррозионную способность покрытия.
Использование жидкого красящего состава дает возможность произвести окраску поверхности основного покрытия.
Таким образом, изобретение упрощает оборудование для осуществления способа нанесения полимерной облицовки на трубу и снижает энергозатраты. Кроме того, предлагаемый способ ха- рактеризуется более широкими технологическими возможностями, позволяя осуществлять, в частности, поверхностную модификацию получаемого при облицовке покрытия путем нанесения на него клея, ингибитора коррозии или красящего сос тава.
Формула изобрете
Способ нанесения полимерной облицовки на трубу, включающий закрепле1599236
нне вьгоернутой наизнанку полимерной рукавной пленки по диаметру трубы, затягивание пленки внутрь трубы со стороны закрепленного конца жидкостью и последующее адгезионное закрепление пленки на трубе, отличающий- с я тем, что, с целью упрощения оборудования для осуществления способа и снижения энергозатрат, трубу устанавливают вертикально и образуют полость в рукавной пленке со стороны ее зак- ркпленного конца, а затем в полость наливают жидкость с массой, определяемой из зависимости
jg j5
. V 1 5-(1 Ц пй--р, р ,
20
где G - предел текучести пленки; 5 - толщина пленки; D - внутренний диаметр трубы; m - масса жидкости; Р плотность жидкости.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ облицовки внутренней поверхности труб полимерными рукавными оболочками | 1981 |
|
SU1097504A1 |
| ОТВЕРЖДАЕМАЯ ПО МЕСТУ ВНУТРЕННЯЯ ОБЛИЦОВКА С ВЫПОЛНЕННЫМ ЗА ОДНО ЦЕЛОЕ С НЕЙ НЕПРОНИЦАЕМЫМ ВНУТРЕННИМ СЛОЕМ И СПОСОБ НЕПРЕРЫВНОГО ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2343334C2 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2002 |
|
RU2222748C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| Агрегат для защиты внутренней поверхности трубопроводов | 1990 |
|
SU1808724A1 |
| Способ облицовки внутренних поверхностей труб пленочным полимерным материалом | 1984 |
|
SU1395524A1 |
| Устройство для облицовки внутренних поверхностей труб | 1984 |
|
SU1399160A1 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ВНЕШНИМ НЕПРОНИЦАЕМЫМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352852C2 |
| СПОСОБ САНАЦИИ ТРУБОПРОВОДОВ | 2011 |
|
RU2482377C2 |
Изобретение относится к технологии получения полимерных облицовок на внутренней поверхности труб и может быть использовано, преимущественно, в химической и нефтехимической промышленности для защиты труб от коррозии, гидроабразивного изнашивания и т.д. Цель изобретения - упрощение оборудования и снижение энергозатрат. Для этого в способе нанесения полимерной облицовки на трубу, включающем закрепление вывернутой наизнанку полимерной рукавной пленки по диаметру трубы, затягивание пленки внутрь трубы со стороны закрепленного конца жидкостью и последующее адгезионное закрепление пленки на трубе, трубу устанавливают вертикально и образуют полость в рукавной пленке со стороны ее закрепленного конца, а затем в полость наливают жидкость с массой, определяемой из зависимости 1/2GΣφδD *98 м ≥ 1/32ρφ2D3, где M - масса жидкости
ρ - плотность жидкости
D - внутренний диаметр трубы
G - ускорение свободного падения
δ - толщина пленки
σ - предел текучести пленки. Таким образом, изобретение исключает использование сложного оборудования, а затягивание рукавной пленки внутрь трубы обеспечивается за счет перемещения жидкости сверху вниз внутри рукава под действием на нее силы тяжести. При этом массу жидкости выбирают в пределах, исключающих, с одной стороны, пластическое течение рукавной пленки (M*981/2GΣφδD), а с другой - обеспечивающих плотное контактирование рукава со стенкой трубы (M≥1/32ρφ2D3). Последнее условие выполняется, если форма полости, заполняемая жидкостью, по меньшей мере соответствует (в поперечном сечении) полукругу (в этом случае M=1/32ρφ2D3). 1 ил.
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ ПЛЕНОЧНЫМИ ТЕРМОПЛАСТИЧНБШИ МАТЕРИАЛАМИ | 0 |
|
SU210719A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
