СО
СО СО
со
05
I 20 // / 7 75 Порошок lOпротекторного
сплада
Изобретение относится к защите стральных трубопроводов от коррозии, в частности к устройствам для облицовки внутренних поверхностей труб рукавным пленочным термопластичным материалом.
Целью изобретения является повышение прочности соединения облицовки и трубы.
На чертеже изображено устройство для облицовки внутренних новерхностей труб.
Устройство состоит из барабана 1, ус- тановленног о в герметичной камере 2, сообщенной с трубопроводом 3. На барабан 1 намотан полимерный рукав 4, внутри которого уложен кабель 5, подсоединенный через НОЛЫ и вал 6 барабан; 1 и вращающийся контакт 7 к электросиловой установке 8. Системой 9 в трубопровод 3 подается сжатый воздух. Копен 10 рукава 4 вывернут наизнанку и закреплен на стенке трубонро- вода 3. Кабель 5 соединен с барабаном II. Через его полый в;м 12 и вращающийся контакт 13 ток подаемся на электропривод 14 и нагревать. 1и 1 Г) механизма 1анесення расплава, pa3MeiucHHi ie в 1 ерметичной емкости 16 с oTiH-jJt I иям и 17.
На валу элекгропринода 14 установлена . юпастная центрифуга 18 с дозировочными отверс1 ; ям11 19. Рукав опирается на fiop- шень 20,жестко соедине1ПО)1Й с емкостью 16.
Уст)о11стг,о рабс/гает следуюнлп.м образом.
Кмкость 16 чанолннюг но))оп)ком метал- лическо|-о п)отскторного сплава. Перед пуском устройства liOjUiior напряжение на нагреватели 15, которые расн.тав.тяк)т ме- га;1:1ическиГ1 nopoujoK. Жидкий металл, стекая, через отверстие 17 попадает в центри- фугу 8. loc.ie рас11лав;1ения определенного ко/шчестна металла вк:1ючают нрпнод 14, коюрый начинает враидать центрифугу 18. Жидкий металл че|)ез отверстия 19 разбрасывается на сгепки трубопровода 3.
Включают систе.му 9 и начинают закачивать в тpyбoп|)oв(JД 3 воздух, который давит на рукав 4. Рукав начинает перемещаться по трубопроводу, перемеп1ая перед собой 20. Необходимая часть кабеля 5 с.матывается с барабана 11, а дру- гая егч) часть вмесге с рукавом 4 сматывается с барабана 1.
Электроэнергия во время движения рукава подается с электросиловой установки 8.
Расн,1авленпый металл, контактируя со стенкой трубопр(Л(ода, охлаждается, степка трубопр(.)вода прн этом нагревается. Стенка трубоп|ювода предварительно прогревается от емкости 16. Рукав, соприкасаясь со стенкой трубопров.1да, расплавляется и образует прочное юли.мерное покрытие с за
Q
5
5
0
0
ключенными нод ним мелкими протекторами.
Пример. От коррозии защищают трубу мм, длиной 5 м.
Нри помощи плазменной установки марки ПТ-280 К на стенку трубопровода напыляют частицы протекторного алюминиевого саморастворимого сплава следующего состава, вес.ч.: магний 0,1 - 1, галлий 0,1 - 3,5, алюминий - остальное. Количество алюминиевого сплава 80 г на 1 м поверхности трубы. После напыления сплава стенку покрывают полиэтиленовой пленкой толщиной 0,2 мм термопластическим методом.
Напыление произведено на длине 3 м, без напыления оставлено 2 м трубы.
Вся труба (5 м) покрыта полиэтиленом.
В течение года, по трубе подают воду, после чего ее опорожняют и нросущивают.
При визуальном осмотре трубы обнаружены отслоения пленки от ее стенки. В этих местах пленка удалена.
В местах нанесения протекторов между Степками трубопровода и пленкой обнаружен светлый налет, который не сни.мался с поверхности пальцем.
В местах, где на стенку трубы не был нанесен протектор, обнаружен налет светло- коричневого цвета, который легко удалялся на.чьцем.
Из трубы изготовлены образцы, которые испытаны на коррозию колометрическим методом.
Скорость коррозии образцов, выполненных из стенки трубы, где не было напыления протектора, оказалась в четыре раза по сравнению с напыленны.ми образцами.
Изобретение позволяет получать удовлетворительные покрытия.
Формула изобретения
Устройство для облицовки внутренних поверхностей труб рукавным пленочным термопластичным материалом, содержащее камеру с установленным в ней барабаном для нолимерного рукава и систему подачи сжатого воздуха, отличающееся тем, что, с целью повыщения прочности соединения облицовки и трубы, оно снабжено механиз- мо.м нанесения расплава протекторного металла на защищаемую поверхность, выполненным в виде обогреваемой емкости для расплава и центрифуги с радиальными отверстиями и приводом, установленных на порщне, причем между порщнем и центрифугой установлен барабан с кабелем питания привода центрифуги.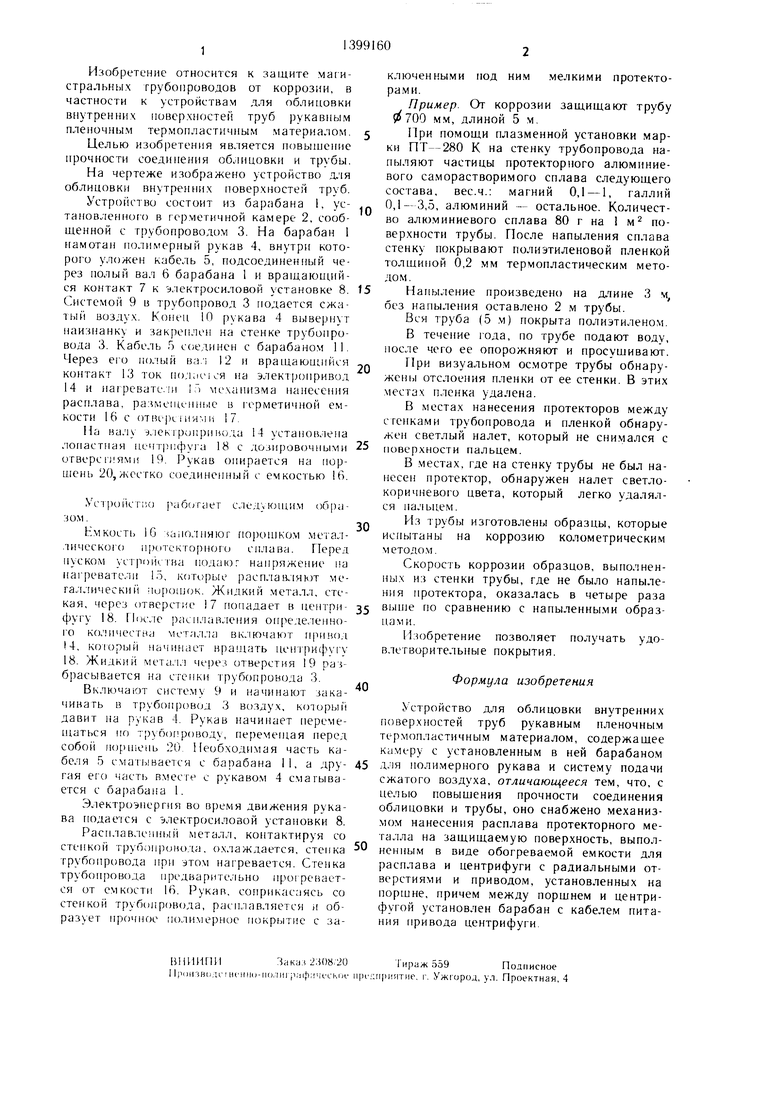
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ РУКАВНЫМ ТЕРМОПЛАСТИЧНЫМ ПЛЕНОЧНЫМ МАТЕРИАЛОМ | 2000 |
|
RU2182275C2 |
| Способ облицовки внутренних поверхностей труб пленочным полимерным материалом | 1984 |
|
SU1395524A1 |
| Способ облицовки внутренних поверхностей труб пленочным полимерным материалом | 1984 |
|
SU1507584A1 |
| Агрегат для защиты внутренней поверхности трубопроводов от коррозии | 1989 |
|
SU1713828A1 |
| Агрегат для защиты внутренней поверхности трубопроводов | 1990 |
|
SU1808724A1 |
| ОБЛИЦОВОЧНЫЙ РУКАВ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2001 |
|
RU2182274C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1404750A1 |
| Способ облицовки внутренней поверхности труб полимерными рукавными оболочками | 1981 |
|
SU1097504A1 |
Данное изобретение относится к устройствам для облицовки внутренних поверхностей труб рукавным пленочным термопластичным материалом. Целью изобретения является повышение прочности соединения облицовки трубы. Это достигается за счет того, что устройство снабжено ме.ханнзмом нанесения раснлава протекторного металла на защищаемую поверхность, выполненным в виде обогреваемой емкости 16 для расплава и центрифуги 18 с отверстиями 19 и приводом 14, установленных на поршне 20, причем между поришем 20 и це)1трифугой 18 установлен барабан И с кабелем 5 гштанпя привода 14. I ил.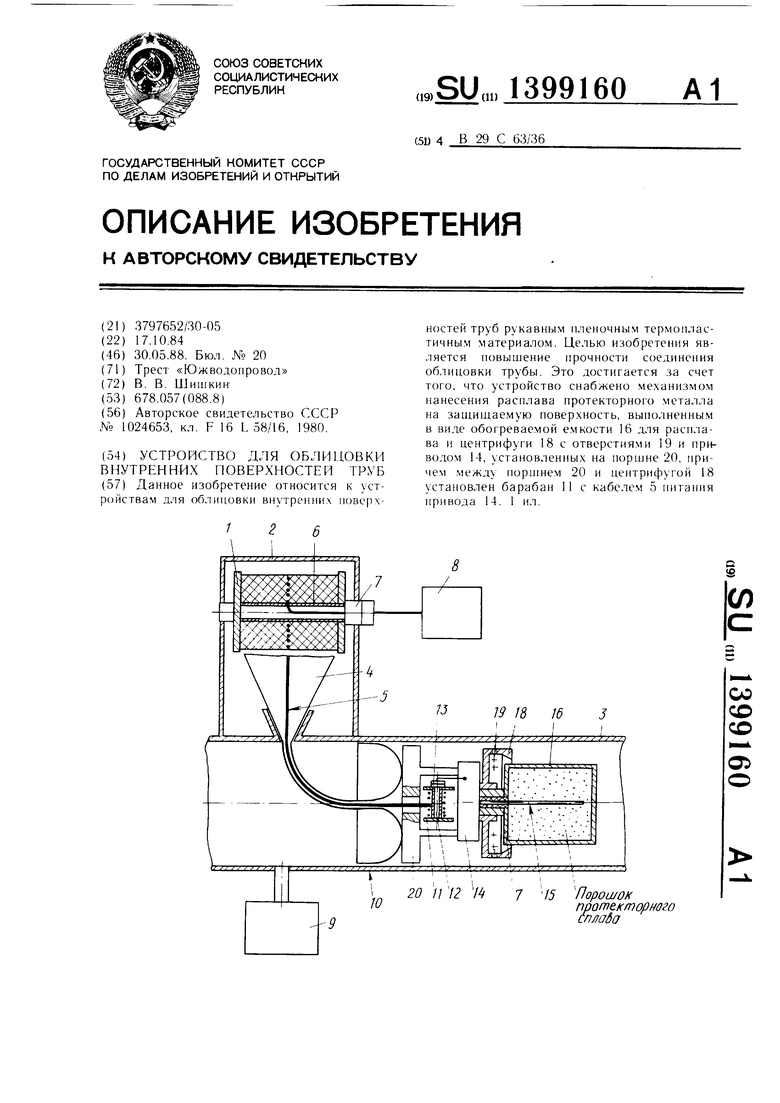
| Способ покрытия внутренней поверхности труб и устройство для его осуществления | 1980 |
|
SU1024653A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
