.31600868
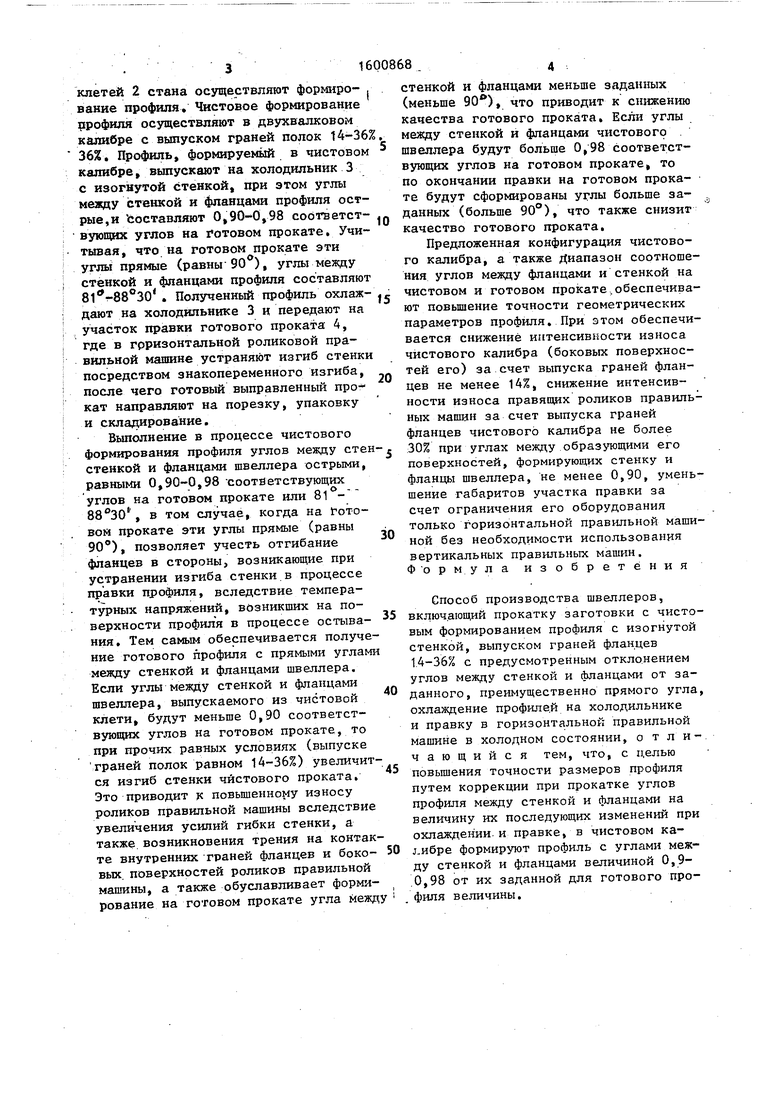
клетей 2 стана осуществляют формирование профиля. Чистовое формирование ррофиля осуществляют в двухвалковом калибре с выпуском граней полок 14-36%.
36%. Профиль, формируемый . в чистовом калибре, выпускают на холодильник 3 с изогнутой стенкой, при этом углы между стенкой и фланцами профиля острые, и составляют 0,90-0,98 соответствующих углов на готовом прокате. Учитывая, что на Готовом прокате эти УГЛЬ прямые (равны 90), углы между стенкой и фланцами профиля составляют
10
стенкой и фланцами меньше заданных (меньше 90), что приводит к снижению качества готового проката. Если углы между стенкой и фланцами чистового швеллера будут больше 0,98 соответствующих углов на готовом прокате, то по окончании правки на готовом прокате будут сформированы углы больше заданных (больше 90°), что также снизит качество готового проката.
Предложенная конфигурация чистового калибра, а также Диапазон соотношения углов меязду фланцами и стенкой на
стенкой и ii«tati4 4fu«4i« -„,,,,„„0
81 -88°30 . Полученный профиль охлаж-,5 чистовом и готовом прокате,обеспечива- „ 1 .. „„„«„«,л ио тт повьпаение точности геометрических
дают на холодильнике 3 и передают на участок правки готового проката 4, где в горизонтальной роликовой правильной машине устраняют изгиб стенки посредством знакопеременного изгиба, д после чего готовый выправленный прокат направляют на порезку, упаковку и складирование.
Выполнение в процессе чистового формирования профиля углов между стен- стенкой и фланцами швеллера острыми, равными 0,90-0,98 -соотйетствующих углов на готовом прокате или 81 - 8830, в том случае, когда на Готовой прокате эти углы прямые (равны 90°), позволяет учесть отгибание фланцев в стороны, возникающие при устранении изгиба стенки в процессе правки профиля, вследствие темпера- . турных напряжений, возникших на поверхности профиля в процессе остывания. Тем самым обеспечивается получение готового профиля с прямыми углами между стенкой и фланцами швеллера. Если углы между стенкой и фланцами швеллера, выпускаемого из чистовой клети, будут меньше 0,90 соответствующих углов на готовом прокате, то при прочих равных условиях (выпуске граней полок равном 14-36%) увеличит- ся изгиб стенки чистового проката. Это приводит к повьшенному износу роликов правильной машины вследствие увеличения усилий гибки стенки, а также возникновения трения на контак35
40
ют повышение точности геометрических параметров профиля. При этом обеспечивается снижение интенсивности износа чистового калибра (боковых поверхностей его) за счет выпуска граней фланцев не менее 14%, снижение интенсивности износа правящих роликов правильных машин за счет выпуска граней фланцев чистового калибра не более 30% при углах между образующими его поверхностей, формирующих стенку и фланцы швеллера, не менее 0,90, уменьшение габаритов участка правки за счет ограничения его оборудования только горизонтальной правильной машиной без необходимости использования вертикальных правильных машин. Ф ормула изобретения
Способ производства швеллеров, включающий прокатку заготовки с чистовым формированием профиля с изогнутой стенкой, выпуском граней фланцев 14-36% с предусмотренным отклонением углов между стенкой и фланцами от заданного, преимущественно прямого угла, охлаждение профилей на холодильнике и правку в горизонтальной правильной машине в холодном состоянии, о т личающийся тем, что, с целью повьш1ения точности размеров профиля путем коррекции при прокатке углов профиля между стенкой и фланцами на величину их последующих изменений при охлаждении, и правке, в чистовом катакже. возникновения .п С. ..... формируют профиль с углами меж- те внутренних граней Флан««« « „„ L«Lo и Аланпами величиной 0, XXjr l - ------- -вых поверхностей роликов правильной машины, а также обуславливает форми- , рование на готовом прокате угла между
f - -yv г f .
ду стенкой и фланцами величиной 0,9- ,0,98 от их заданной для готового профиля величины.
стенкой и фланцами меньше заданных (меньше 90), что приводит к снижению качества готового проката. Если углы между стенкой и фланцами чистового швеллера будут больше 0,98 соответствующих углов на готовом прокате, то по окончании правки на готовом прокате будут сформированы углы больше заданных (больше 90°), что также снизит качество готового проката.
Предложенная конфигурация чистового калибра, а также Диапазон соотношения углов меязду фланцами и стенкой на
-„,,,,„„0
чистовом и готовом прокате,обеспечива- тт повьпаение точности геометрических
чистовом и готовом прокате,обеспечива- тт повьпаение точности геометрических
5
0
ют повышение точности геометрических параметров профиля. При этом обеспечивается снижение интенсивности износа чистового калибра (боковых поверхностей его) за счет выпуска граней фланцев не менее 14%, снижение интенсивности износа правящих роликов правильных машин за счет выпуска граней фланцев чистового калибра не более 30% при углах между образующими его поверхностей, формирующих стенку и фланцы швеллера, не менее 0,90, уменьшение габаритов участка правки за счет ограничения его оборудования только горизонтальной правильной машиной без необходимости использования вертикальных правильных машин. Ф ормула изобретения
Способ производства швеллеров, включающий прокатку заготовки с чистовым формированием профиля с изогнутой стенкой, выпуском граней фланцев 14-36% с предусмотренным отклонением углов между стенкой и фланцами от заданного, преимущественно прямого угла, охлаждение профилей на холодильнике и правку в горизонтальной правильной машине в холодном состоянии, о т ли, чающийся тем, что, с целью повьш1ения точности размеров профиля путем коррекции при прокатке углов профиля между стенкой и фланцами на величину их последующих изменений при охлаждении, и правке, в чистовом каформируют профиль с углами меж- „„ L«Lo и Аланпами величиной 0,9 формируют профиль с углами меж- „„ L«Lo и Аланпами величиной 0,9 f - -yv г f .
ду стенкой и фланцами величиной 0,9- ,0,98 от их заданной для готового профиля величины.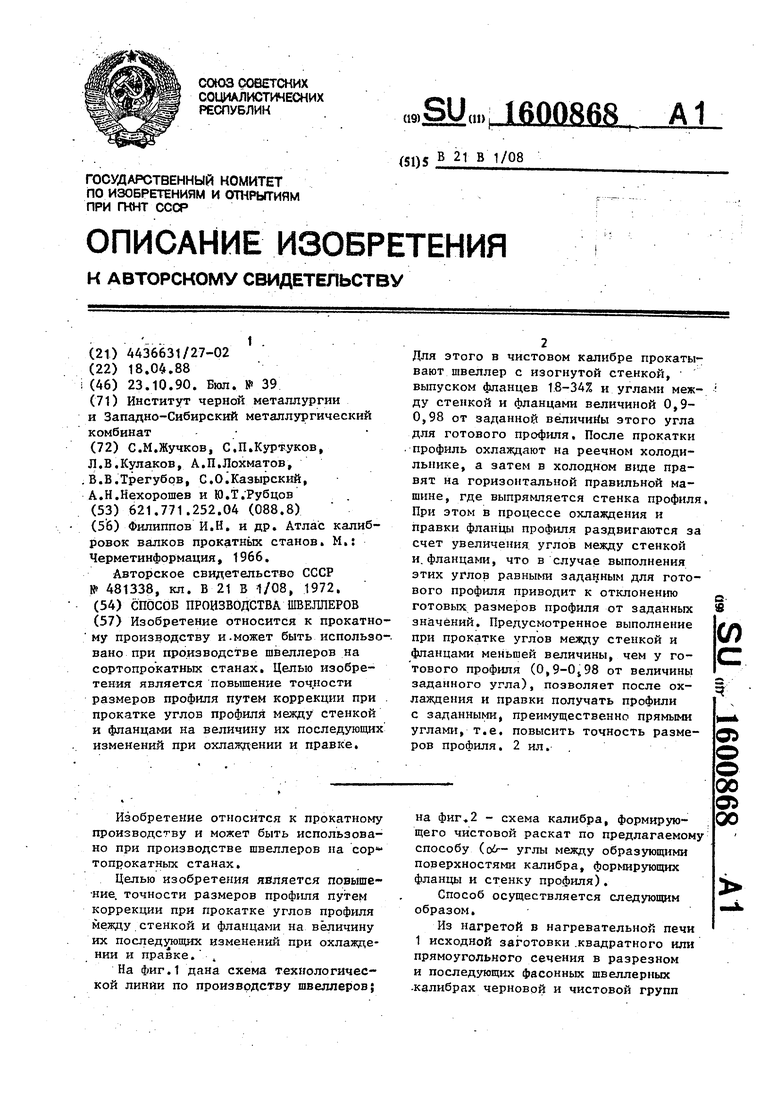
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства швеллеров | 1989 |
|
SU1678469A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки @ -образных профилей | 1982 |
|
SU1026854A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
Изобретение относится к прокатному производству и может быть использовано при производстве швеллеров на сортопрокатных станах. Целью изобретения является повышение точности размеров профиля путем коррекции при прокатке углов профиля между стенкой и фланцами на величину их последующих изменений при охлаждении и правке. Для этого в чистовом калибре прокатывают швеллер с изогнутой стенкой, выпуском фланцев 18-34% и углами между стенкой и фланцами величиной 0,9-0,98 от заданной величины этого угла для готового профиля. После прокатки профиль охлаждают на реечном холодильнике, а затем в холодном виде правят на горизонтальной правильной машине, где выпрямляется стенка профиля. При этом в процессе охлаждения и правки фланцы профиля раздвигаются за счет увеличения углов между стенкой и фланцами, что в случае выполнения этих углов равными заданным для готового профиля приводит к отклонению готовых размеров профиля от заданных значений. Предусмотренное выполнение при прокатке углов между стенкой и фланцами меньшей величины, чем у готового профиля (0,9-0,98 от величины заданного угла), позволяет после охлаждения и правки получать профили с заданными, преимущественно прямыми углами, т.е. повысить точность размеров профиля. 2 ил.
Фиг. 2
