8
СП
оо со
СХ)
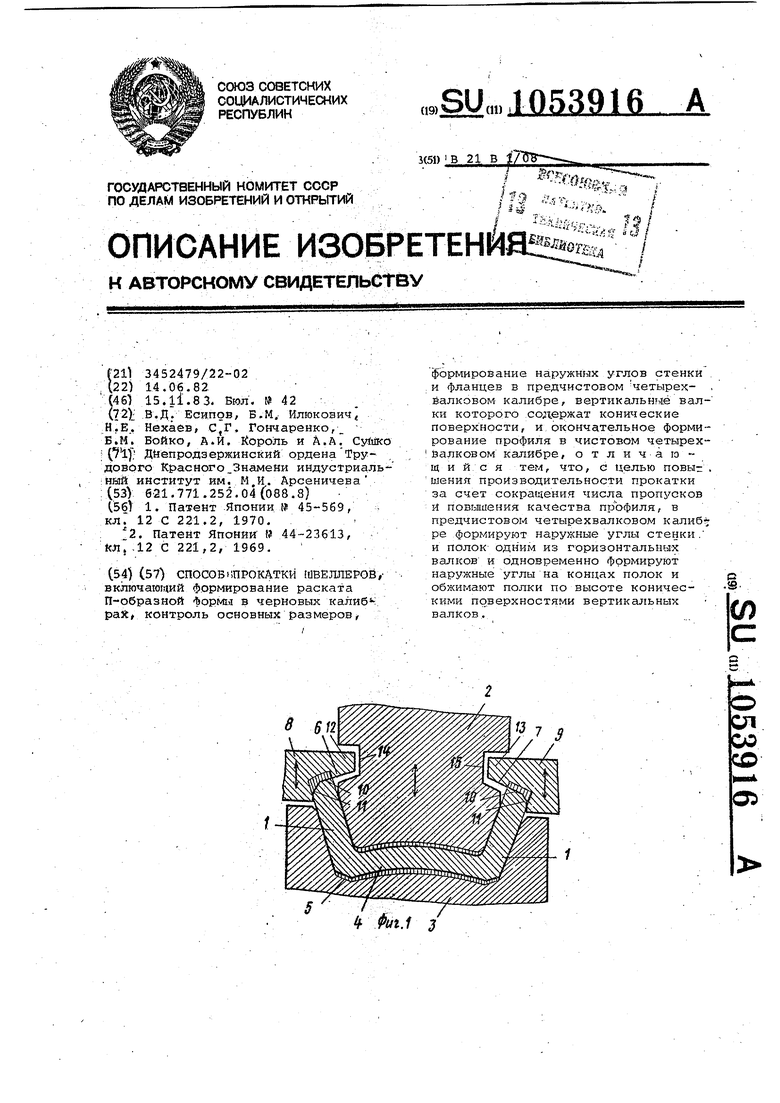
Фиг.1 Изобретение относится к прокат-ному производству и может быть ис пользовано при прокатке проката П-образных профилей, например швеллеров., Известен способ прокатки швеллеро в черновых двухвалковых(.предчистовом четырехвалковом, двухвалковом конт рольном и чистовом четырехвалковом калибрах l . Недостатком способа является низкое качество наружнда углов стенки и полок профиля из-за отсут ствия контроля их AopNttJ в предчистовом калибре. Наиболее близким к предлагаемом по технической сущности является способ прокатки швеллеров, включаю щий формирование раската П-образно формы в черновых калибрах, контро основных размеров, формирование наружных углов стенки и фланцев в предчис.товом четырехвалковом калиб ре, вертикальные валки которого со держат конические поверхности и окончательное формирование профиля а чистовом четырехвалковом калибре 2 . Недоста-Гок - необходимость допол нительного пропуска в контрольном двухвалковом калибра, что снижг ёт производительность- стана, а также сутствиё контроля и возможное искажение в этом калибре наружных углов стенки и полок профиля. Целью изобретения является повышение производительности прокатки за счет сокращения числа пропусков и повышение качества профиля. Поставленная, цель достигается тем, что согласно способу прокатки швеллеров, включающему формирован раската П-образной формы в черновых калибрах,контроль основных размеров формирование наружных углов стенки и .1фланцев в предчистовом четырвхвалковом калибре, вертикальные валки которого содержат конические поверхности, и окончательное формирование профиля в чистовом четырехвал ковом калибре, в последнем формируют наружные углы стенки и полок одним из горизонтальных валков и одновременно формируют наружные углы на концах полок и обжимают полки по высоте коническими, поверхностями вертикальных .валков На фиг 1 и 2 показаны предчисто вой и чистовой калибры для прокатки йгееллеров предлагаемым способом; на фиг 3 - геометрический орган деформации торца полки конусным; участком вертикального валка; на фкг 4, 5 и б - пример калибровки для прокатки равнополочного щвеллера предлагаемым способом. Прокатку швеллеров осуществляют следующим образом. Раскат с ..отогнутыми полками 1 поступает в предчистовой четырехвалковой калибр (фиг, 1) , в котором горизонтальными валками 2 и 3 обжимают стенку 4 раската по толщине, При этом нижним горизонтальньм валком 3 одновременно контролируют наружные углы 5 стенки 4 раската и придают им необходимую геометричес(кую форму. Конусныгли участками 6 и 7 вертикальных валков 8 и 9 выполняют обжатие торцов 10 полок 1 раската и одновременно придают им необходимую форму наружных; углов Для предотвращения .изгиба торцов 10 полок 1 обжатие (&h) отогнутых полок 1 раската по высоте (фиг. З), выполняемое конусными участками б и 7 вертикальных валков 8 и 9, не должно превышать следующего соотношенияuh (В -Ъ) flu , где В - длина образующей конусного участка 6 и 7 вертикальных валков 8 и 9; b - толщина полки 1 подката; л - угол наклона образующих конусных участков б и 7 верти кальных валков 8 и 9 к горизонтальнымГвыбирается равным углу наклона JJ отогнутых полок 1 раската к вертикали). В противном случае при захвате торцы 10 полок 1 упираются в цилиндрические бурты 12 и 13 вертикальных валков 8 и 9 и изгибаютсЖ , Для расширения диапазона величины обжатия торцов 10 полок 1 раската конусньлш участками б и 7 размеры конусов 6 и 7 увеличена и увеличенные конусные участки б и 7 вертикальных валков 8 и 9 расположены внутри боковых кольцевых пазов 14 и 15 .верхнего горизонтального валка 2 Полученный в предчистовом четырехвалковом калибре раскат поступает в чистовой четырехвалковой калибр) (фиг , 2), где выполняется подгибка полок 1 и окончательная прокатка на готовый профиль, При переходе к прокатке профиля того же размера, но из стали/ склонной к повышенному уширению, для достижения высокой геометрической точности наружных углов 16 и 17, формируемых в районах разъемов чистового четырехвалкового калибра, в предчистовом калибре изменяют размеры предчистового подката следующим образом.; Опуская верхний горизонтальный валок 2, уменьшают толщину стенки 4 подката, чем уменьшают величину обжатия этой стенки в чистовом четырехвалковом калибре и уменьшают уширение металла стенки 4 в районе наружных углов 16 стенки 4 устраняя образование лампасов по этим углам 17. Затем осевым перемещением вертикальных валков 8 и 9 вверх или вниз устанавливают необходимую высоту полок 1 подката, чем достигают точное (без лампасов и. лысок заполнение в чистовом четнрехвалковом калибре наружных углов 16 полок 1 профиля. При м е р. Для получения швеллера 24 в черновых калибрах формируют подкат (фиг. 4) с толщиной стенки 7,3 мм,ТОЛЩИНОЙ полок 12 щл и высотой полок 95 мм Угол наклона полок к вертикали составляет 11В предчистовом четырехвалковом кали ре фиг ,,4 горизонтальными валками выполняется обжатие стенки с 7,3 до 6,2 мм, а также выполняется кой троль наружных углов стенки под . I ката, где формируются на углах фаск I велшшной 1,5 1,5 VIM. Конусными участками вертикальных валков обжимаются торцы фланцев с 95. до 92 м а на наружных углах фланцев формируются фаски величиной 1 « 1 мм Пр ширине образующей В конуса вертй :ал ного валка равной 35 мм и толщине полки V 11-/5 мм максимальное обжатие (ah та%.Т, торцов фланцев .соста ляет Ь W (в -Ь- ) (35 - 11,5) vtg 11 4,6 мм. Для данной калибровки имеется запас обжатия по торцам полок в 1,6 мм, который можно -использовать при необходимости изменения ре жимов обжатий. Раскат, полученный в предчистовом четырехвалковом калибре (фиг.Б) Поступает в чистовой четырехвалковой калибр (фиг 6}, где вертикальными валками выполняются подгибка полок и обжатие их по толщине до 10,1 мм, а горизонтальными валкамй выпрямляется изогнутая стенка и обжимается до 5,3 мм. При этом ширина раската 242,4 мм, а высота полок 91 мм. При охлаждении раската ширина стенки профиля составит 240 мм, высота полок - 90 мм, толщина стенки - 5,3 мм, полок - 10 мм При изменении условий процесса прокатки настройка данной калибровки соответствует описанной, при которой управление заполнением нижних разъемов чистового чётырехвалковрго калибра осуществляется с помощью Изменения зазора между горизонтальными валками предчистового четырехвалкового калибра, а управление заполнением верхних разъемов чистового четырехвалкового калибра - за счет осевого перемещения вертикгшьных валков предчистового четырехвалкового калибра. Применение способа позволяв- в / Предчистовом четырехвалковом калибре совместить две технологические опе ации:. управление заполнением нижних разъемов 17 чистового четырехвалкового: калибра и управление заполнением верхних разъемов 16. Это совместно с. гарантированным контролем наружннх углов5 и 11 подката обеспечивает высокую recjметрическую точность наружных углов 16 и 17 на готовом профиле при из менениях условий процесса прокатки Кроме того, совмещение двух технологических операций в одном калибре сокращает на один число необходимых фасонных калибров и позволяет использовать дополнительно еще один вытяжной калибр вчерновой группе с вытяжкой 1,25 - 1,4, Зто резко повы- шает размер применяемой исходной заготовки, что ув еличивает на 20 30% производительность стана Внедрение предлагаемого способа Прокатка на стане 450 при про катке швеллеров позволяет на 0,3% сократить брак, что при годовом объеме производства швеллеров 600 , позволяет дополнительно выпустить 1,8 тыс т швеллеров. При зтом экономический зффект составляет более 200 тыс, руб. .
f
ф1КК1/11
W ui.5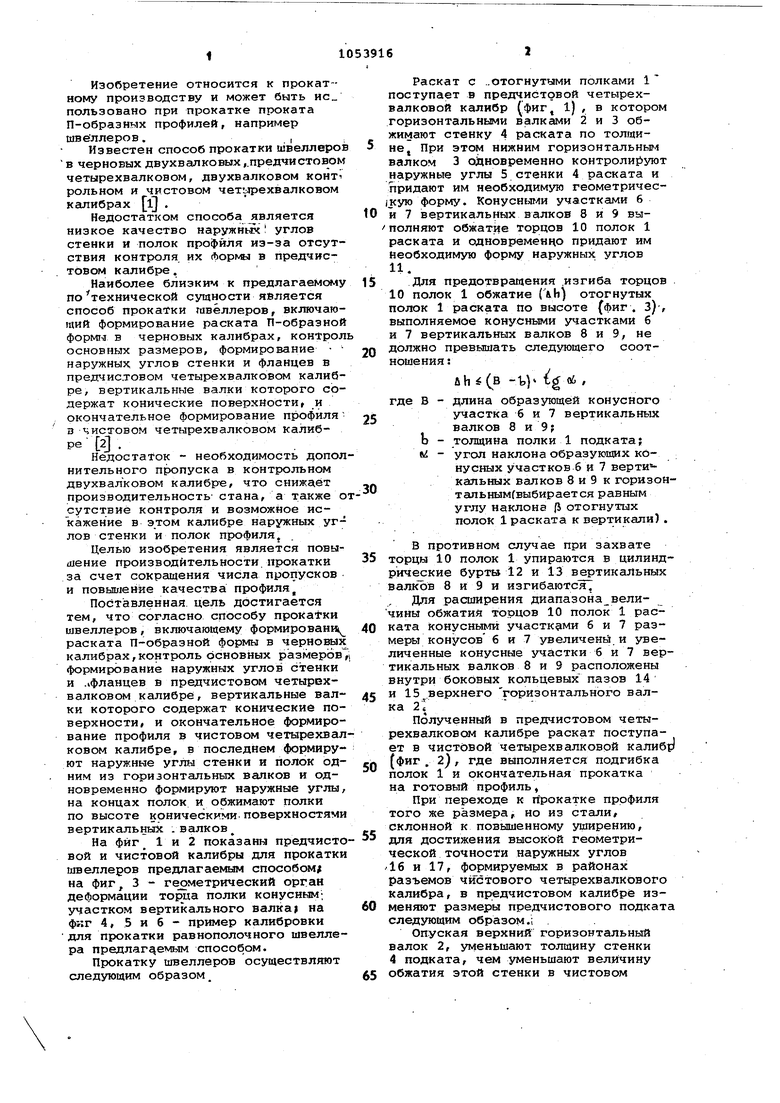
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки зетобразных профилей | 1987 |
|
SU1445824A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки @ -образных профилей | 1982 |
|
SU1026854A1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |

СПОСОБ НПРО КАТКИ (йВЕЛЛЕРОЙ,включаютгшй формирование раската П-образной форм1л в черновых калиб -: paJt контроль основных размеров, формирование наружнглх углов стенки ,и фланцев в предчистовом четырех- . йалковом калибре, вертикальные валки которого .содержат конические поверхности, и окончательное формирование профиля в чистовом четырех 13 ал ков ом калибре, отличагощ и и с я тем, что, с целью повыг , шения производительности прокатки за счет сокращения числа пропусков и повшяения качества прЪфиля, в предчистовом четырехвалковом калибр ре формируют наружные углы стенки. и полок одним из горизонтальных валков и одновременно Формируют наружные углы на концах полок и .1 обжимают полки по высоте коническими поверхностями вертикальных W валКов, С