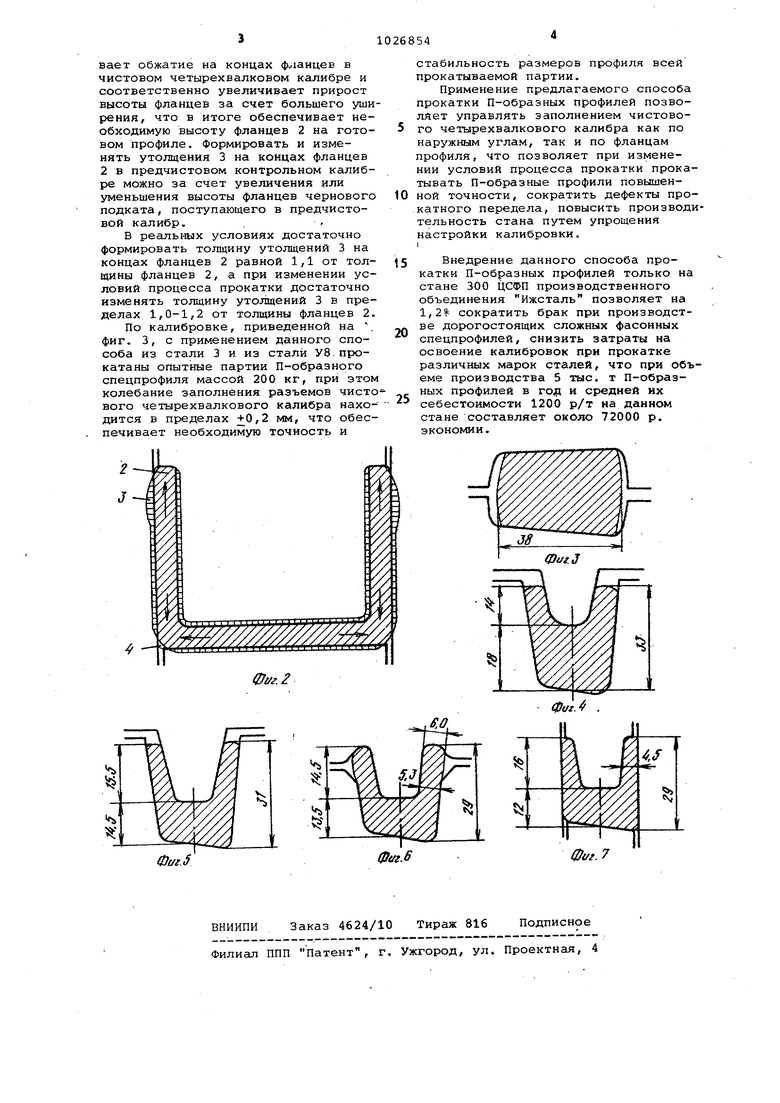
Изобретение относится к прокатно производству и может быть использов но при прокатке профилей П-образного типа из черных и цветных металло например швеллеров. Известен способ прокатки П-образных профилей, включающий прокатку в предчистовых двухвалковых и чистовом универсальном калибрах. Для исключения образования заусенцев или утяжки в местах сопряжения наружных граней фланцев и шейки при прокатке в предчистовом калибре наружные углы формируют равными нефуж ным углам готового профиля и создают перепад толщины от участков, прилегающих к этим углам за счет пр пусков на остальных участках наружных поверхностей фланцев и шейки, а 8 чистовом калибре деформируют профиль по наружным поверхностям только на участках этих припусков i . Известный способ позволяет получать необходимое качество кромок фланцев и одинаковую их высоту. Однако характеризуется возможностью Образования утяжки профиля на участ ках, прилегающих к наружным углам предчистового раската, невозможностью раздельной регулировки заполнения чистового калибра по наружным углам и одновременно по фланцам. Известен также способ прокатки швеллеров, включающий прокатку фаСОННС5Й заготовки в черновых калибрах, регулирование толщины стенки для обеспечения выполнения наружных углов готового профиля и контроль высоты фланцев в предчистовом двухвалковом контрольном калибре, а так же формирование готового профиля в чистовом четырехвалковом калибре 2. Недостатком известного способа является то, что при регулировании в предчистовом калибре толщины стен которое осуществляется для обеспече НИН точной геометрии наружных углов швеллера без утяжин и заусенцев;, од новременно происходит изменение высоты фланцев, что снижает точность прокатки готового профиля и может вывести его из допуска по высоте фл цев. Целью изобретения является повыш ние точности прокатки готового профиля . Поставленная цель достигается тем, что согласно способу прокатки П-образных профилей, например швеллеров, включающему прокатку фасонно заготовки в черновых калибрах, регулирование толщины стенки для обес печения выполнения наружных углов готового профиля и контроль высоты фланцев, в предчистовом двухвалковом контрольном калибре, а также фо мирование готового профиля в чистовом четырехвалковом калибре, уменьшение высоты фланцев профиля, обусловленное упомянутым регулированием толщины стенки в предчистовом калибре, компенсируют формированием утолщений на фланцах в местах разъемов валков, которые затем раскатывают в чистовом калибре, а величину этих утолщений регулируют высотой фланцев, задаваемой в предчистовой калибр фасонной заготовки. На фиг. 1 показан предчистовой контрольный двухвалковый калибр, на фиг. 2 - чистовой четырехвалковый калибр, на фиг. 3 - 7 - пример калибровки спецпрофиля П-образной формы с применением способа. .Прокатку П-образного Профиля осуществляют следующим образом. П-образный раскат, предварительно сформированный в черновых калибрах, поступает в предчистовой контрольный калибр (фиг. 1), где раскат обжимается по шейке 1 и устанавливается требуемая ее толщина, кроме того, фланцы 2 обжимаются по высоте и при этом на концах фланцев формируются утолщения 3. Затем раскат поступает в чистовой четырехвалковый калибр (фиг. 2), где формируется готовый профиль с требуемой высотой фланцев и необходимой точностью формы наружных углов 4. При изменении условий процесса прокатки (например, при изменении температуры прокатки, марки стали, при износе калибров, изменении натяжения и т.д.), возникают отклонения в заполнении чистового калибра металлом, что не обеспечивает получения профиля требуемой точности. Допустим, что образовалось переполнение чистового калибра (фиг. 2) в районе наружных углов 4 профиля, а высота фланцев 2 профиля осталась неизменной. Согласно предложенному способу устранение вышеуказанных отклонений в заполнении чистового калибра выполняют следующим образом. Для устранения в чистовом четырехвалковом калибре переполнения по наружным углам 4 профиля в предчистовом контрольном калибре уменьшают толщину шейки 1 предчистового раската, при этом уменьшается уширение металла в наружные углы 4 в чистовом калибре. Так как в предчистовом контрольном калибре уменьшили толщину шейки 1, то соответственно уменьшается и общая высота предчистового раската, чтр естественно вызывает уменьшение; заполнения фланцев 2 в чистовом калибре. Для компенсации уменьшения высоты фланцев готового профиля в предчистовом контрольном калибре увеличивают утолщения 3 на концах фланцев 2 предчистового раската, что увеличи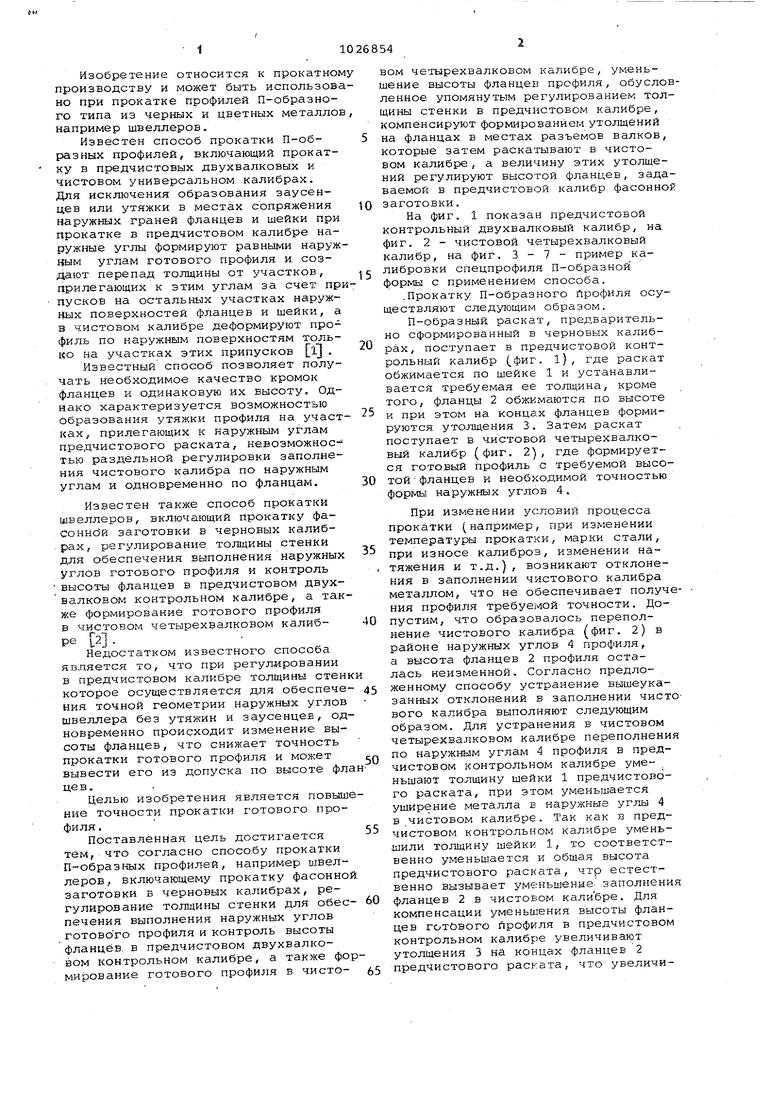
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки зетобразных профилей | 1987 |
|
SU1445824A1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
СПОСОБ ПРОКАТКИ П-ОБРАЗНЬ«С , например швеллеров, включающий прокатку фасонной заготовки в черновых калибрах, регулирование толщишл стенки для обеспечения выполнения наружных углов готового профиля и контроль высоты фланцев в предчистовом двухвалковом контрольном калибре , а также формирование готового профиля в чистовом четырехвалковом .калибре, отличающийся тем, что, с целью повышения точности прокатки готового профиля,уменьшение BbJcpTH фланцев профиля обусловленное упомянутым регулированием толщины стенки в предчистовом калибре, компенсируют формированием утолщений на фланцах в местах разъемов валков этого калибра, которые затем раскатывают в чистовом калибре, а величину этих утолщений регулируют высотой фланцев, задаваемой в предчистовой калибр фасонной заго- i т товки. ю о: оо ел 4 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сталь, 1969, 6, с | |||
| 538543. | |||
