Изобретение относится к машиностроению, в частности к автоматам для правки и резки пруткового материала, может быть использозано на машиностроительных предприятиях, а также в арматурных цехах для заготовки мерных прутков из проволоки и арматурной стали, поставляемой в мотках.
Целью изобретения является повышение качества перерабатываемого материала.
На чертеже изображена общая схема автомата.
Автомат содержит станину, на которой смонтирован режущий механизм с поворотными ножевыми дисками 1 и 2, несущими пару самозаклинивающих ножей 3 и 4. Ножевые диски 1 и 2 синхронизированы между собой с помощью шестерен 5 и 6, не имеют кинематической связи с силовым приводом автомата. Режущий механизм снабжен толкателем 7, который предназначен для фиксации ножевых держателей 1 и2 в исходном положении, а также для их поворота по сигналу на резку. Кроме этого режущий меха низм снабжен неподвижно закрепленным на станине датчиком 8 угла поворота ножей 3 и 4, который взаимоде ствует с флажком 9, установленным на ножевом диске 2.
На станине смонти вано отмеривающее устройство, которое может быть выпол- нено, например, в виде ролика 10. обкатывающего прутковый материал 11. Ролик 10 сс5единен с блоком числового программного управления (ЧПУ), имеющим командный элемент 12, который предназначен для выдачи управляющих сигналов на резку и, в свою очередь, соединен с толкателем 7 режущего механизма.
Автомат также содержит смонтированный на станине подающий механизм с ро- лмко&ыми парами 13-15, установленными перед ножевыми дисками 1 и 2, и дополнительными роликовыми парами 16 и 17, установленными за ножевыми дисками 1 и 2 по направлению перемещения пруткового материала 11 по стрелке А. Все роликовые пары 13-17 кинематически связаны между собой, а также с приводом и снабжены нажимными силовыми устройствами 18-22, которые могут быть выполнены, например, в виде пневмоцилиндров, взаимодействующих посредством рычажных систем с верх- ними роликами. Силовые нажимные устройства 18-20 роликовых пар 13-15 соединены через управляемые золотники 23- 25 с пультом управления, а силовые нажимные устройства 21 и 22 дополнительных роликовых пар 16 и 17 через управляемый золотник 26 соединены с командным элементом 12 отмеривающего устройства, а
также с датчиком 8 угла поворота ножей режущего механизма. Для правки пруткового материала 11 автомат снабжен правильным устройством 27, которое закреплено на
станине и выполнено в виде установленного с возможностью вращения от отдельного привода барабана.
Автомат работает следующим образом. В наладочном режиме выправленный
0 на некоторой длине конец мотка пруткового материала 11 вручную вводится в направлении стрелки А в подающие пары 13 и 14, верхние ролики которых приподняты. Затем с пульта управления через золотники 23 и 24
5 включаются нажимные силовые устройства 18 и 19, которые обеспечивают зажатие пруткового материала 11 между роликами, При повторно-кратковременном (толчковом) включении привода подачи роликовые
0 пары 13 и 14 проталкивают прутковый материал 11 через правильное устройство 27, заранее настроенное на режим правки, и далее вводят его в следующую роликовую пару 15 нажимного силового устройства 20,
5 которое также включается с пульта управления через золотник 25. Далее прутковый материал 11 подается постоянно зажатыми роликовыми парами 13-15 и вводится в отмеривающее устройство, ролик 10 которого
0 поджимается к его поверхности, а затем в режущий механизм, ножевые диски 1 и 2 которого с помощью толкателя 7 неподвижно зафиксированы в исходном положении, в котором ножи 3 и 4 разведены в стороны.
5 Режим наладки автомата завершается вводом пруткового материала 11 в дополнительные пары подающих, роликов 16 и 17, верхние ролики которых приподняты.
В автоматическом режиме работы при0 вод подачи включен постоянно, в результате чего прутковый материал 11 непрерывно протягивается через постоянно вращающееся правильное устройство 27 роликовыми парами 13-15, которые постоянно зажаты с
5 помощью нажимных силовых устройств 18- 20. При этом дополнительные пары роликов 16 и 17, расположенные за режущим механизмом в направлении поДачи, хотя м постоянно вращаются, будучи кинематически
0 связаны с другими роликовыми парами, но в работе не участвуют, так как остаются разжатыми за счет приподнятых верхних роликов.
3 процессе продольного перемещения
5 выправленный прутковый материал 11 обкатывается роликом 10 отмеривающего устройства, вращение которого преобразуется в импульсы в блоке ЧПУ. При достижении заранее установленного числа импульсов, соответствующего заданной длине стержня, командный элемент 12 выдает сначала сигнал на зажатие дополнительных пар роликов, а затем через небольшой промежуток времени - сигнал на резку. При этом первый из этих сигналов поступает в золот- ник 26, который включает нажимные силовые устройства 21 и 22, зажимающие дополнительные пары роликов 16 и 17. Сигнал на резку поступает в толкатель 7, который поворачивает ножевые диски 1 и 2 из исходного положения до соприкосновения ножей 3 и 4 с прутковым материалом 11. Далее происходит самозаклинивание пруткового материала 11 между ножами 3 и 4 и его отрезка за счет усилия продольной по- дачи, создаваемого дополнительными роликовыми парами 16 и 17. После отрезка пруткового материала 11 ножевые держатели 1 и 2 продолжают поворачиваться по инерции, причем еще до момента их фиксации в исходном положении флажок 9 воздействует на датчик 8 угла поворота ножей, который выдает сигнал, поступающий в золотник 26. Затем с помощью последнего происходит выключение нажимных силовых устройств 21 и 22, в результате чего дополнительные пары роликов 16 и 7 вновь разжимаются.
Описанный цикл работы автоматически повторяется при отрезке каждого стержня заданной длины до израсходования мотка пруткового материала 11.
Использование предлагаемого технического решения в автомате для правки и резки пруткового материала взамен известного позволяет обеспечить повышение качества перерабатываемого пруткового материала: в пердлагаемом автомате прутковый материал 11 отрезается поворотными самозаклинивающими ножами 3 и 4 за счет усилия продольной подачи,, периодически созда- ваемого лишь перед самым началом операции резки дополнительными парами
подающих роликов 16 и 17, а периодический режим работы дополнительных пар роликов 16 и 17 обеспечивается за счет соединения их нажимных силовых устройств 21 и 22 с командным элементом 12 отмеривающего устройства и с датчиком 8 угла поворота ножей.
Благодаря тому, что дополнительные пары роликов 16 и 17 находятся в рабочем (зажатом) состоянии только в течение короткого промежутка времени, примерно равного времени отрезки пруткового материала (0,03-0,05 с), повреждение поверхности пруткового материала практически исключается, резко снижается износ роликов и других элементов автомата.
Формула изобретения Автомат для правки и резки пруткового материала, содержащий закрепленные на станине механизм правки, роликовый пода- ющий механизм, в котором по крайней мере одна пара роликов установлена за режущим механизмом по направлению перемещения пруткового материала, режущий механизм с поворотными дисками, установленными на дисках самозаклинивающими ножевыми парами и толкателем поворотных дисков, а таюке отмеривающее устройство с командным элементом, отличающийся тем, что, с целью повышения качества отрезаемых прутков, ролики механизма подачи снабжены нажимными силовыми устройствами, а механизм резки - датчиком угла поворота и флажком, установ ленным на диске механизма резки с возможностью взаимодействия с датчиком угла поворота, причем командный элемент отмеривающего устройства и датчик угла поворота ножей электрически соединены с нажимными си- ловыгии устройствами роликов, расположенных за режущим механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1968 |
|
SU211507A1 |
| Устройство для резки пруткового материала | 1973 |
|
SU480483A1 |
| Станок для мерной резки арматурной проволоки | 1979 |
|
SU919793A1 |
| Автомат для мерной резки маркировки и сматывания электромонтажных проводов | 1976 |
|
SU663010A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Правильно-отрезной станок для прут-КОВОгО МАТЕРиАлА | 1978 |
|
SU814527A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РЕЗКИ ПРОВОЛОКИ, ПРУТКОВ, ЛЕНТЫ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253531C1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
Изобретение относится к автоматам для правки и резки пруткового материала и позволяет повысить качество отрезаемых прутков. Автомат состоит из закрепленных на станине механизм правки 27, роликового подающего механизма, режущего механизма с поворотными дисками 1 и 2, установленными на них самозаклинивающими ножевыми парами 3 и 4 и толкателем 7, отмеривающего устройства с командным элементом 12. Ролики механизма подачи снабжены нажимными силовыми устройствами 18, 19, 20, 22, а механизм резки - датчиком 8 угла поворота и флажком 9, установленным на диске 2 механизма резки с возможностью взаимодействия с датчиком угла поворота. Командный элемент 12 отмеривающего устройства и датчик 8 угла поворота ножей электрически соединены с нажимными силовыми устройствами подающих роликов. Причем по крайней мере одна пара роликов установлена за режущим механизмом по направлению перемещения пруткового материала. 1 ил.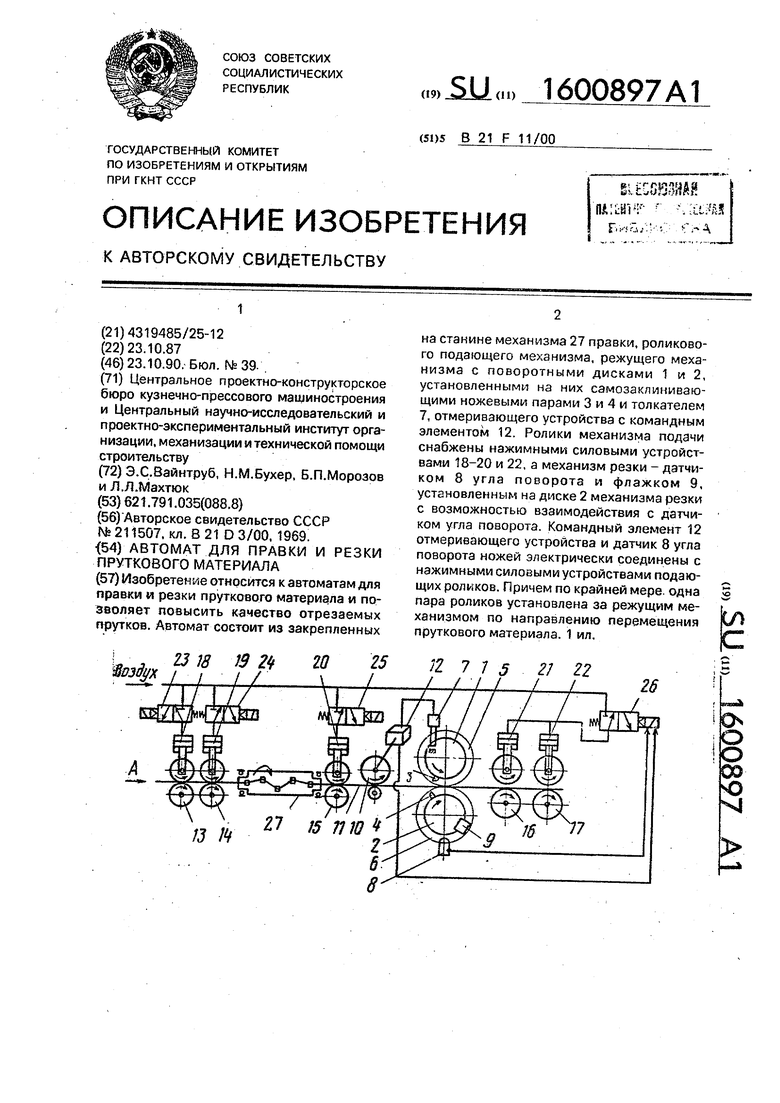
| МИКРОПОЛОСКОВЫЙ ГРЕБЕНЧАТЫЙ ПОЛОСНО-ПРОПУСКАЮЩИЙ ФИЛЬТР | 2001 |
|
RU2211507C2 |
| кл | |||
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
