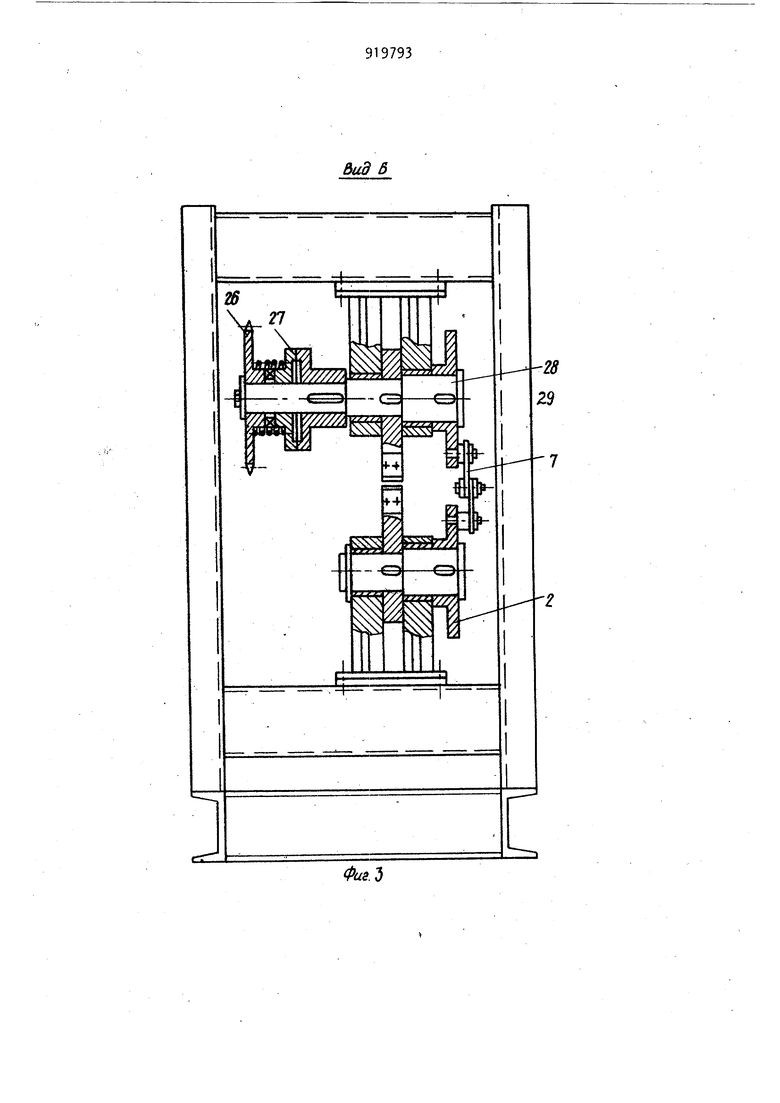
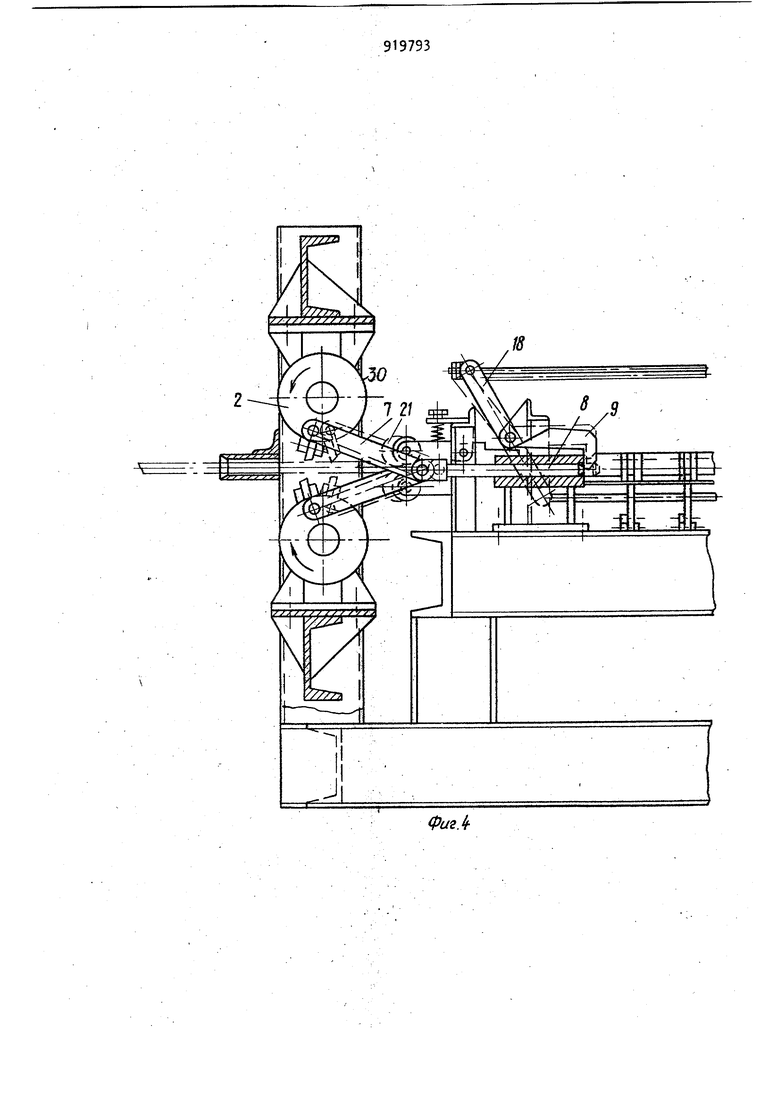
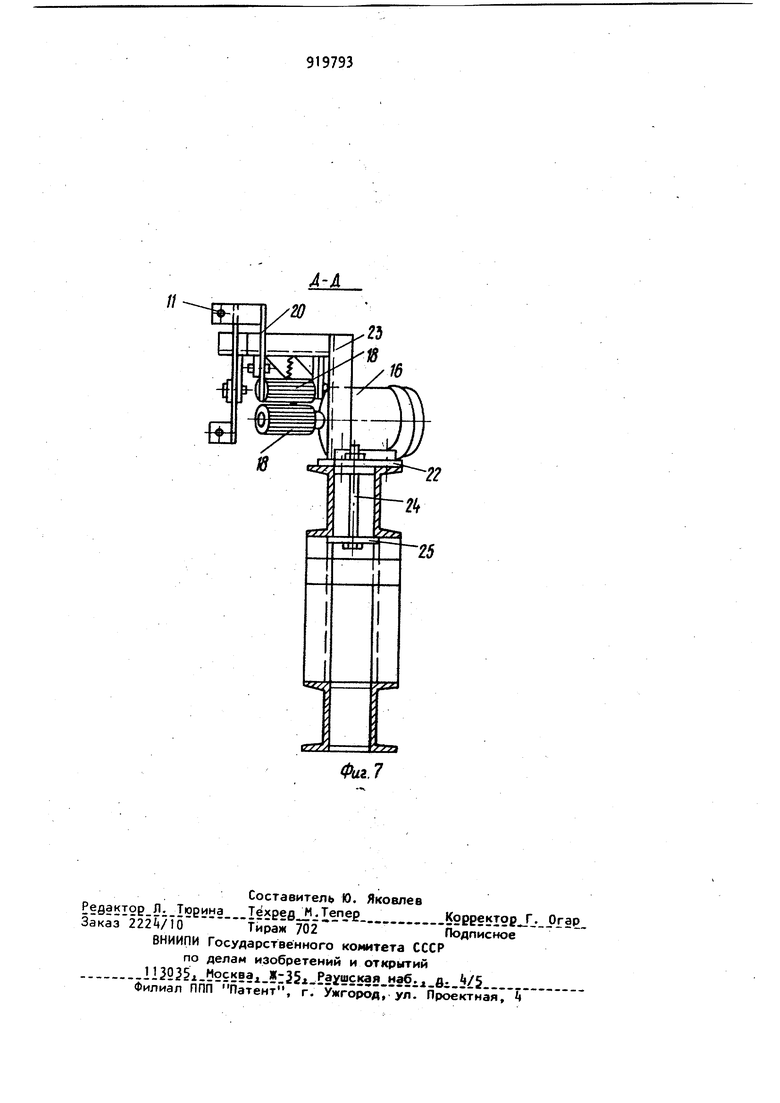
Изобретение относится к обработке материалов давлением, в частности к оборудованию для мерной резки арматурной проволоки и пруткового материала. . Известен станок для мерной резки арматурной проволоки, содержащий смо тированные на основании механизм рез ки с самозаклинивающими ножами, ме-. ханизм отмеривания и сбрасывания отрезанных заготовок 1. Наиболее близким к изобретению по технической сути является станок для мерной резки арматурной проволоки, содержащий смо1:1тированные на основании с направляющими по ходу технологического процесса бухтодержатель и кинематически связанные межбу собой механизм правки, механизм резки с самозаклинивающими ножами, механизм отмеривания и сбрасывания отрезанных заготовок 2. Недостаток известных станков сое тоит в том, что их производительность невелика. Целью изобретения является повышение производительности. Указанная цель достигается тем, что станок для мерной резки арматурной проволоки, содержащий смонтированные на основании с направляющими по ходу технологического процесса бухтодержатель и кинематически связанные между собой механизм правки, механизм резки с самозаклинивающими ножами, механизм отмеривания и сбрасывания отрезанных заготовок, имеет смонтированную на основании пару направляющих роликов, размещенных непосредственно за ножами под углом к оси подачи заготовки, а механизм отмеривания и сбрасывания отрезанных заготовок состоит из установленного под углом к оси подачи заготовки приводного барабана, смонтированного на направляющей основания с возмо«ностью установочного перемещения посредством фиксаторов, двух располо женных одна над другой тяг, шарнирно закрепленных на основании посредством концевого рычага и рычага с упором, и смонтированного на верхней тяге подпружиненного двуплечего рычага с роликом, контактирующим с пр видным барабаном. На фиг. 1 изображен станок,общий вид; на фиг. 2 - вид А на фиг. 1; Hd фиг. 3 вид Б на фиг. 1; на фиг. - самозаклинивающие нох{и; на фиг. 5 разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг, 1; на фиг. 7 разрез Д-Д на фиг. 1. Станок состоит из основания рамы 1, на которой -установлены самозакликивающие нонси 2 в подшипниках 3. Ножи через фрикционную муфту и звездочку 5 кинематически связаны с приводом устройства для рихтовки и подачи проволоки (не показано) цепью 6. Синхронизация движения ножей обес печивается тягами 7, шарнирно связан ными со штоком 8. От проворота ножи 2 удерживает упор 9, жестко соединен ный с рычагом 10, который соединен тягами 11 с концевым рычагом 12. Обрезаемая заготовка проходит в направ ляющих 13 и сверху закрывается уголком 14, установленным шарнирно на оси 15. Концевые секции направляющих откидываются для пропуска электродви гателя 1б, как показано на фиг. 6, на осях 17. Измеритель длины выполнен в виде электродвигателя 16 с установленным на оси барабаном 18 и расположен под углом к линии движения заготовки. Над барабаном 18 двигателя установлен на параллельной оси подпружиненный ролик 19 на рычаге 20, шарнирно связанный с тягой 11 Между барабаном 18 и роликом 19 про|Ходит конец отрезаемой заготовки. За ножами установлена еще одна пара рол ков 21, верхний из которых подпружинен. Электродвигатель 16 устанавлива ется на плите 22 с жестко закрепленным крон цтейном 23, на котором шарнирно закреплен подпружиненный ролик 19. Электродвигатель 16 крепится к раме 1 двумя фиксаторами 24 через фланец 25 и при передвижении по раме 1 двигается вместе с фланцем 25 и пл той 22, после чего закрепляется фиксаторами 2k. Фрикционная муфта k выполнена в виде постоянно вращающейся звездочки 26, приводимой в движение от 9 34 .привода (не показан) устройства для , правки и подачи заготовки цепью6.Звездочка вращает своими кулачками полумуфту 27,которая также, как PI звездочка 56 свободно установлена на ножевом валу 28 и также постоянно вращается. Лолумуфта 27 контактирует с жестко установленной на ножевом валу полумуфтой 29 и стремится провернуть ножевой вал, удерживаемый от проворота упором 9 рычага 10. Ножи 2 имеют режущие кромки 30, а на основании рамы 1 смонтирована втулка 31 для штока 8., Станок работает следующим образом. Ножевой вал 28 постоянно стремится повернуться под действием муфты 27, но удерживается упором 9 рычага 10,как показано на фиг.1 и .Заготовка подается в направляющие устройством для подачи заготовки (не показано). За готовка, проходя установленные под ролики 21, стремится переместиться в сторону от оси движения, но удерживается силами упругости и уголком 14. При достижении концом заготовки двигателя 16 он увлекается барабаном двигателя 16 и роликом 19. причем ролик 19 получает движение вверх, поворачивая рычаг 20 и через тяги 11 рычаг 10 с упором 9 который освобождает шток 8, шарнирно связанный тягами 7 с ножами 2. Ножи 2 под действием фрикционной муфты 4 начинают поворачиваться и входят -В контакт с заготовкой под углом, меньше угла трения, и врезаются в заготовку. Устройство ; для подачи заготовки продолжает перемещение заготовки с усилием, первышающим сопротивление .ножей, и заставляет последние пройти через нижнюю мертву точку, в которой собственно и проходит разрезание заготовки. Отрезанная заготовка барабаном двигателя 18 и роликом 19 получает с одновременным продольным перемещением боковое ввиду установки барабана 18 и ролика 19 под углом к оси движения заголовки, за счет чего заготовка вы водится из-под уголка 14 и сбрасывается в контейнер. Подпружиненный ролик 19 занимает исходное положение, также как и рычаг 20, который тягами 11 возвращает в исходное положение упор 9 рычага 10, который производит запирание штока 8 в направляющей.. Ножи 2 в это
время совершают поворот на своих валах 28 за счет вращения, получаемого от фрикционной муфты k, и после совершения полного оборота вновь становятся в исходное положение, задерживаемые упором 9 после чего фрикционная муфта А не может повернуть ножевые валы и вращается вхолостую. Затем цикл повторяется.
Такое конструктивное исполнение станка существенно повышает производительность.
Формула изобретения
Станок для мерной резки арматурной проволоки, содержащий смонтированные на основаниис направляющими по ходу технологического процесса бухтодержатель и кинематически связанные между собой механизм правки, механизм резки с самозаклинивающими ножами, механизм отмеривания и сбрап сывания отрезанных заготовок, о т ли;чающийся тем, что, с целью повышения производительности, он
имеет смоктироаанную на основании пару направляющих роликов, размещена ных непосредственно за ножами под .углом к оси подачи заготовки, а механизм отмеривания и сбрасывания отрезанных заготовок состоит из установленного под углом к оси подачи заготовки приводного барабана, смонтированного на направляющей основания с возможностью установочного перемещения посредством фиксаторов, двух расположенных одна над другой тяг, шарнирно закрепленных на основании посредством концевого рычага и рычага с упором, и см9нтированн6го на верхней тяге подпружиненного двуплечего рычага с роликом, контактирующим с приводным барабаном.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 196706, кл. В 21 О , 1966.
2.Авторское свидетельство СССР 265838, кл. В 21 F 1/00, 1968.
1
Вид б
t-8
Щ1
П. г-г
//
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заготовки арматурныхСТЕРжНЕй | 1979 |
|
SU795659A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Устройство для правки и резки длинномерного материала | 1985 |
|
SU1329877A1 |
| Станок для мерной резки арматурной проволоки | 1974 |
|
SU515557A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Станок для правки и резки проволоки | 1978 |
|
SU906638A1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Линия раскроя арматурной стали | 1982 |
|
SU1013137A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |