/е.
Изобретение относится к обработке металлов давлением и может быть использовано при поперечно-клиновой прокатке ступенчатых изделий.
Целью изобретения является повышение качества изделий путем предотвращения искажений профиля участка некруглого поперечного сечения.
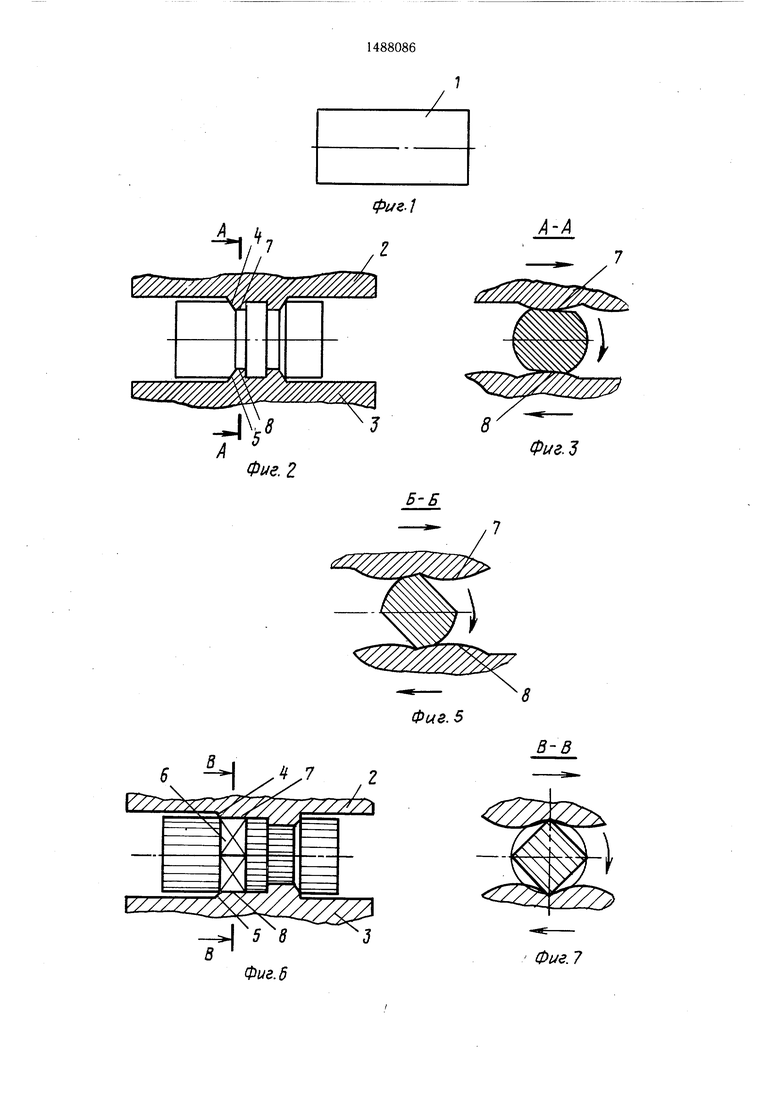
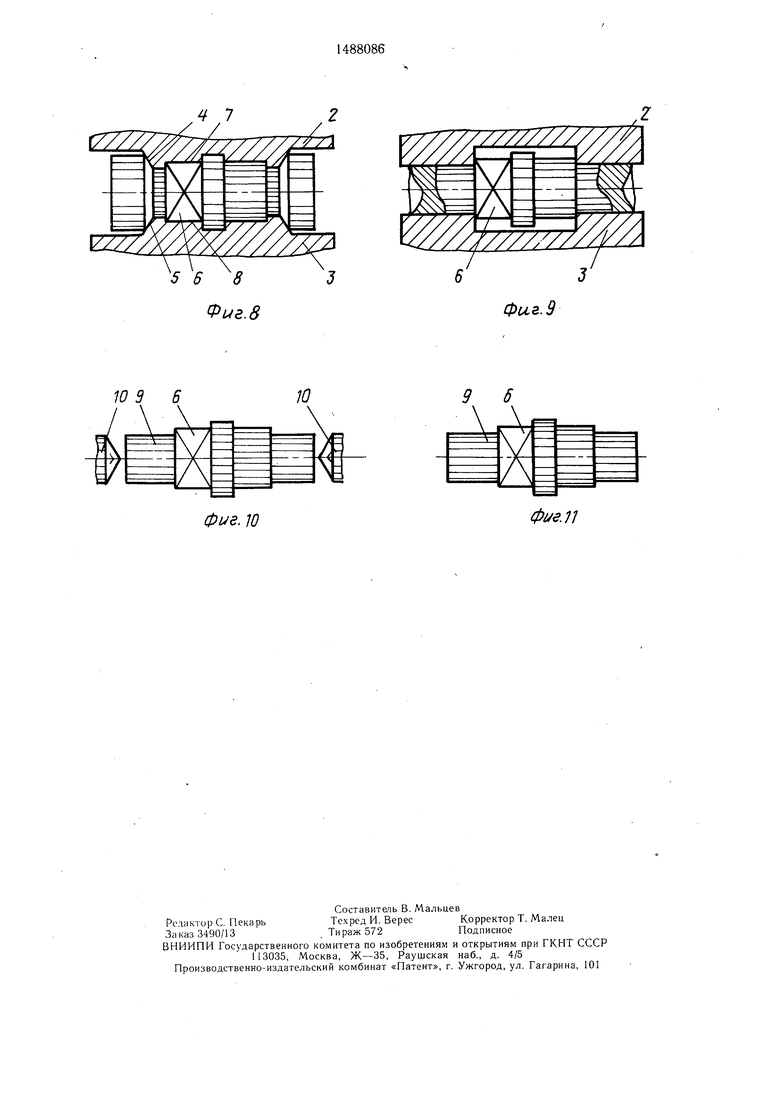
На фиг. 1 -11 показана технологичес- кая последовательность изготовления ступенчатых изделий с участком некруглого поперечного сечения, причем на фиг. 1 - исходная заготовка; на фиг. 2 - начало профилирования участка некруглого поперечного сечения заготовки; на фиг. 3 - сече- ние А-А на фиг. 2; на фиг. 4 - промежуточная стадия филирования участка некруглого поперечного сечения; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - завершение профилирования участка некругло- го поперечного сечения; на фиг. 7 - сечение В-В на фиг. 6; на фиг. 8 - начальная стадия формообразования других ступеней заготовки; на фиг. 9 - завершение формообразования всех ступеней заготовки; на фиг. 10 - удаление конце- вых выходов прокатанной заготовки; на фиг. 11 - готовое изделие.
Способ осуш,ествляют следующим образом.
Исходную заготовку 1 нагревают и деформируют при поперечно-клиновой прокатке перемешивающимися навстречу друг другу клиновыми инструментами 2 и 3, имеющими расходящиеся деформирующие грани 4 и 5. В процессе поперечно-клиновой прокатки участка 6 (например, с квадратным поперечным сечением) одновременно с деформированием заготовки расходящимися гранями 4 и 5 осуществляют профилирование заданной поверхности этого участка фигурными элементами 7 и 8. Фигурные элемен- ты 7 и 8 могут быть выполнены за одно целое с клиновыми инструментами 2 и 3 или в виде отдельных вставок. Профилирование поверхности участка с заданным пекруглым поперечным сечением производят постепенно по длине этого участка, т. е. I соотяетствии с перемещением в осевом :; 1;1: ,лении относительно изделия наклонны деформирующих граней 4 и 5 клино- инструментов 2 и 3. При этом на- к.юиные деформирующие грани смещают и осевом направлении избыток металла, образующийся в каждом текущем сечении участка при профилировании его поверхности фигурными элементами.
После окончания оформления изделия 9 образующиеся на его торцах осевые утяжи- ны отрезаются отрезными ножами в конце
Q 5 п 5
0
0 п
5
5
процесса поперечно-клиновой прокатки в виде концевых отходов 10.
Совмещение деформирования , прокатки участка с некруглым поперечным сечением с профилированием его поверхности позволяет повысить качество прокатываемых изделий.
По изобретению осуществляют изготовление ступенчатого валика, содержащего в средней части участок с квадратным поперечным сечением размером 24X24 мм и длиной 35 мм из исходной заготовки диаметром 32 мм. Исходную заготовку нагревают до ковочной температуры (1050- 1150°С) и деформируют поперечно-клиновой прокаткой плоскими клиновыми инструментами на экспериментальной плоскопрокатной установке. Обе прокатные плиты этой установки приводные. Клиновые инструменты имеют следующие параметры: угол наклона деформирующей грани 30°, угол клина 6°. В процессе деформирования заготовки наклонными деформирующими гранями клиновых инструментов при поперечно-клиновой прокатке участка с квадратным поперечным сечением одновременно осуществляют профилирование поверхности этого участка фигурными элементами, выполненными за одно целое с клиновыми инструментами. Полученное изделие имеет заданную геометрическую форму без искажения профиля участка с квадратным поперечным сечением.
Одновременное, осуществление деформации и профилирования участка некруглого поперечного сечения с вытеснением избыточного металла заготовки наклонными гранями клинового инструмента в осевом направлении предотвращает смещение избытка металла в тангенциальном направлении и искажение профиля участка с некруглым поперечным сечением, что обеспечивает повышение качества изделий.
Формула изобретения
Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения поперечно-клиновой прокаткой, при которой исходную заготовку нагревают, фор- мообразуют ступени изделия расходящимися наклонными гранями клиновых инструментов и профилируют участок некруглого поперечного сечения . профильными элементами клиновых инструментов, отличающийся тем, что, с целью повышения качества изделий путем предотвращения искажений профиля участка некруглого поперечного сечения, деформацию и профилирование последнего осуществляют одновременно с вытеснением избыточного металла заготовки наклонными гранями клинового инструмента в направлении оси заготовки.
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых деталей | 1989 |
|
SU1682022A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при поперечно-клиновой прокатке ступенчатых изделий. Цель изобретения - повышение качества изделий путем предотвращения искажений профиля участка некруглого поперечного сечения. Исходную заготовку нагревают, формообразуют ступени изделия наклонными гранями клиновых инструментов 2 и 3 при поперечно-клиновой прокатке и одновременно профилируют участок 6 некруглого поперечного сечения с вытеснением избыточного металла заготовки наклонными гранями 4 и 5 клиновых инструментов 2 и 3 в осевом направлении. Такие операции предотвращают смещение избытка металла в тангенциальном направлении и искажение профиля участка с некруглым поперечным сечением, что обеспечивает повышение качества изделий и увеличение выхода годной продукции. 11 ил.
Фи€.2
Физ.5
. 7
7
Фиг. 8
10 9
фие. Ю
////7//////
.П
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU479551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
