Изобретение относится к защищенным опорам, работающим в агрессивных средах, в частности к опорам забойных механизмов„
Целью изобретения является повы-г шение надежности и долговечности опоры с одновременным увеличением экономичности и производительности процесса ее изготовления.
На фиг„1 изображена опора долота, сечение; на фиго2 и 3 варианты разделительных уплотнительных колец.
Опора содержит три подшипника 1-3, размещенных в един ом. корпусе 4 с сепараторами 5-7, раздельными для каждого подшипника. Сопряженные поверхности .сепараторов контактируют торцовыми уплотнительными парами. Торцовые пары могут быть образованы кольцами 8-13 из антифрикционных и/или износостойких материалов.
Уплотнительные пары могут быть образованы как контактирующими разделительными кольцами, так и телом сепаратора и кольцом, связанным с сопряженным сепаратором Не исключены торцовые пары и между соседними сепараторами
Перфорация (фиг.2) или разрез колец (фигоЗ) улучшает связь с сепараторами, отделение от сопряженного сепаратора и исключает образование пустот при изготовлении.
Опора-уплотнитель работает следующим образом,.
При вращении опоры каждый сепаратор 5-7 вращается со своей окружной скоростью, контактируя с сопряженным через уплотнительную торцовую пару Торцовые межподшипнйковые уплотнения и заполнение материалом сепаратора полостей опоры препятствуют -поступлению в нее агрессивной жидкости. Кроме того, сепаратор, .являясь подшипником скольжеш1я, увеличивает несущую способность опоры и обеспечивает смазку ее элементово П р и м е РО Согласно заявляемому способу были изготовлены опоры шарошек долота Ш215, 9МЗ-ГВ2, кажда из которых представляет собой три подшипника, размещенных в едином корпусе.
После нанесения на тела качения и цапфу (внутреннюю обойму подшипника) слоя поливинилбутираля толщиной 0,6 мм (толщина слоя определена исходя из услорий компенсации усадк
твердеющих материалов), опоры были собраны с установкой между подшипниками разделительных колец (сплош- ных, с зазором по наружному диаметру 0,8-1 мм, перфорированных, с диаметром перфорации 1,5 мм и шагом 3 мм, а также разрезных с шириной реза 4 мм) о
На литьевой машине Куаси -250 через специальный канал 14 полость опоры под давлением 65 атм была заполнена расплавленной композицией на основе полиамида 12 (температура 240-250 С),
, Две опоры быпи заполнены композицией на основе полиэфиров, обладающей повьш1енной эластичностью,
Конт.рольные опоры были заполнены по способу, принятому за прототип.
При этом заполнение каждой опоры по известному способу осуществлено за 4 мин и израсходовано 100 г. композиции, а по предложенному - соответственно за 30 с и 50 Го
Контрольное вскрытие опор показало, что в опорах, изготовленных по известному способу, в материале сепаратора имеютсй рыхлости и недоливы, тела качения зажаты в сепараторе .
В опорах,изготоаценных по предложенному способу, дефектов сепараторов не обнаружено, сепараторы подшипников разделены, вращение свободное
Стендовые испытания долот показали, что предлагаемые долота, имеют долговечность в 1,3-1,5 раз вьш1е аналогичных долот, изготовлен1шх известным способом
Формула изобретения
1, Опора-уплотнитель, содержащая подшипники, размещенные в едином корпусе, и сепаратор, сформированный в полостях опоры, о тли чающая - с я тем, 4TOj с целью повьшения надежности и долговечности опоры, сепаратор каждого подшипника выполнен раздельным с торцовыми уплотняю щими парами на их сопряженных пот ве.р31ностях,
I
2, Опора-уплотнитель по , о т личающаяся тем, что торцовые уплотняющие пары выполнены в ви-
5160
де колец из антифрикционных и/или износостойких материалов
3.Опора-уплотнитель по По2, о т - лич ающаяся тем, что кольца выполнены перфорированными.
4.Опора-уплотнитель по п,2, о т - л и ч а ю щ а я тем что кольца выполнены разрезными,
5.Способ изготовления опоры-уплотнителя, включающий сборку подшипников
и формирование сепаратора из твердеющего материала в полости опоры, отличающийся тем, что, с целью повьппения надежности и долго- вечности опоры при одновременном nor
. -
66
вьшёнии экономичности и производительности процесса изготовления, между подшипниками устанавливают дроссели в виде колец, а тела качения и внутренние обоймУ:подшипников покрывают перед сборкой слоем материала, разрушающегося в процессе охлаждения и/или начальной стадии эксплуа- тациЛа
6 о Способ по п.5, отличаю- щ и-й с я тем, что кольца изготавливают перфорированными или разрезными и устанавливают их при монтаже со сме- щением перфорационных отверстий или разрезово
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ИСТОЧНИК СЕЙСМИЧЕСКИХ СИГНАЛОВ | 1991 |
|
RU2034310C1 |
| Подшипниковая опора герметичного центробежного насоса с магнитной муфтой | 2021 |
|
RU2778414C1 |
| СИСТЕМА МАСЛОЗАЩИТЫ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2413832C1 |
| Подшипник качения | 1988 |
|
SU1661500A1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО МАЛИНКИН-ГРИБЕННИКОВ | 2006 |
|
RU2325502C2 |
| Подшипник качения | 1988 |
|
SU1557382A1 |
| Двустороннее торцовое уплотнение | 1972 |
|
SU537209A1 |
| Подшипник качения и способ его изготовления | 1987 |
|
SU1555558A1 |
| Опора ротора авиационного газотурбинного двигателя | 1985 |
|
SU1364784A1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219386C2 |
Изобретение может быть использовано в опорах, работающих в агрессивных средах. Цель изобретения - повышение надежности и долговечности опоры-уплотнителя при одновременном повышении экономичности и произ-сти процесса изготовления. Подшипники (П) 1-3 размещены в корпусе 4 с сепараторами 5-7, раздельными для каждого П 1-3. Сепараторы 5-7 имеют торцовые уплотняющие пары на их сопряженных поверхностях, выполненные в виде колец 8-13 из антифрикционных и/или износостойких материалов. Кольца 8-13 могут быть выполнены перфорированными или разрезными. Собирают П 1-3 и формируют сепараторы 5-7 из твердеющего материала в полости опоры. Тела качения и внутренние обоймы П 1-3 покрывают перед сборкой слоем материала, разрушающегося в процессе охлаждения и/или начальной стадии эксплуатации. Кольца 8-13 устанавливают при монтаже со смещением перфорационных отверстий или разрезов. 2 с. и 4 з.п. ф-лы, 3 ил.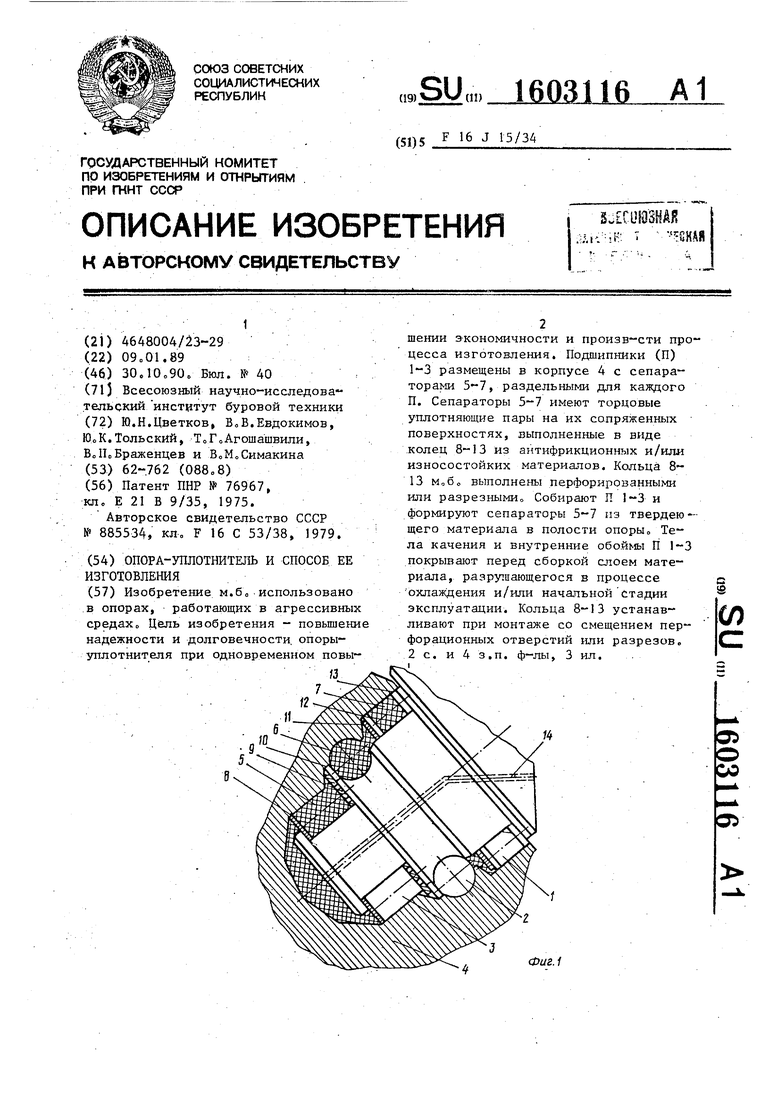
Фиг. 2
Фиг.З
| Вращающаяся многощелевая магнитная головка | 1946 |
|
SU76967A1 |
| Способ изготовления опоры забойного инструмента | 1975 |
|
SU885534A1 |
